Изобретение относится к химико-термической обработке стальных изделий и может быть использовано для восстановления и упрочнения прецизионных деталей, преимущественно плунжеров топливных насосов дизелей.
Наиболее близким к предлагаемому является способ химико-термической обработки прецизионных деталей - борирование.
Однако борирование прецизионных деталей известным способом связано с существенными трудностями. Проведение процесса при высокой температуре расплава приводит к деформации деталей, последующая термообработка не снимает полностью остаточные напряжения и приводит к появлению на поверхности микротрещин, что обусловливает повышенное усталостное изнашивание участков плунжеров, работающих в условиях ударно-циклических нагрузок.
Целью изобретения является снижение деформации и усталостного изнашивания при химико-термической обработке прецизионных деталей.
Согласно способу химико-термической обработки, включающему очистку поверхности, нагрев в борсодержащем расплаве до 950°С, выдержку в нем. последующую термообработку - нормализация и изотермическая закалка, перед нагревом в расплаве на нижнюю область плунжера крест-пятка наносят суспензию из металлического порошка и жидкого стекла и высушивают, после чего ее помещают в расплав на 10 мин, при этом верхнюю область плунжера охлаждают, а последующую термообработку, низкий отпуск проводят одновременно с сульфоборированием не менее 60 мин. Кроме того, в качестве расVJ
ГО
о со
плава используют синтетический боратный шлак.
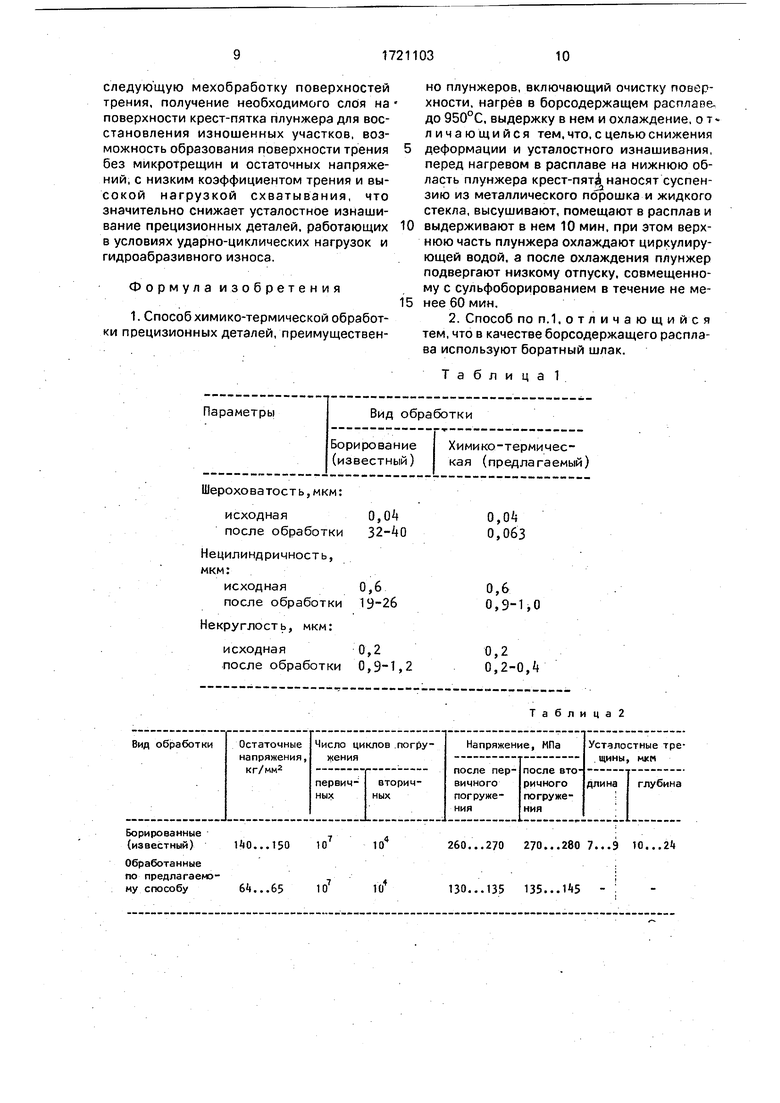
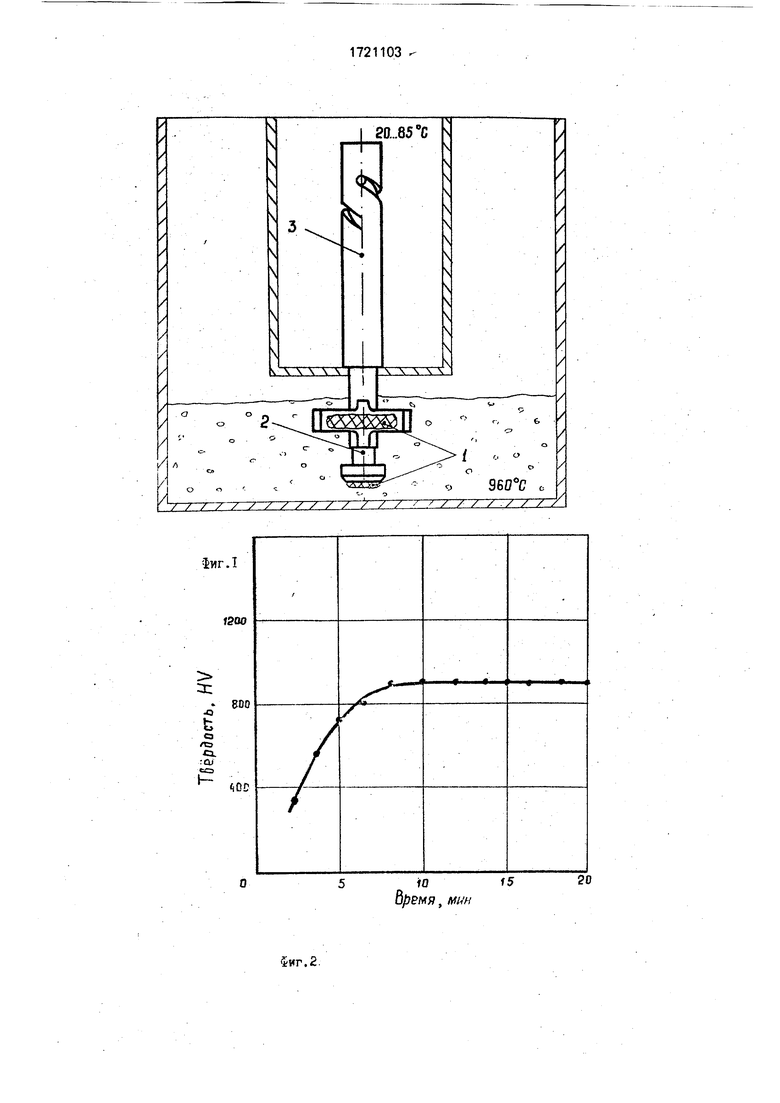
На фиг.1 представлена схема осуществления предлагаемого способа; на фиг.2 и 3 - графики, поясняющие способ.
Способ осуществляется следующим образом.
На нижнюю область плунжера, крест- пятка, очищенную от грязи, наносят слой 1 суспензии - 70% порошка FeCr, 30% порошка бронзы и 6% от объема металлического порошка жидкого натриевого стекла толщиной 1,4 мм (фиг.1) и помещают в шкаф сушильный, где нагревают до 180°С в течение 45 мин. После чего нижнюю область 2 плунжера помещают в ванну с расплавом синтетического боратного шлака, имеющей 950°С,и выдерживают в течение 10 мин, верхнюю область 3 плунжера при этом охлаждают в захвате.
Охлаждение проводят циркулирующей водой 20°С, которую направляют под давлением 2 кг/см2 в захват, изготовленный из плавленного муллита (температура начала деформации под нагрузкой 2 кг/см2 1700°С).
Нагревание проводят до температуры, превышающей температуру солидуса наносимого слоя и ниже температуры солидуса материала прецизионных деталей 950°С. Использование в качестве расплава синтетического боратного шлака, который в сочетании с натриевым жидким стеклом активно участвует в процессе распыления металлических порошков и составляющих элементов стали, позволяет образовывать износостойкий слой на металлической подложке с низкой пористостью и высокой прочностью сцепления с основой.
Твердость получаемого слоя по Виккер- су (HV) замеряют через каждые 1,5 мин выдержки в расплаве (после охлаждения на воздухе до 20°С). Как видно из полученных результатов (фиг.2),уже после 10 мин образовывается слой с твердостью 900...930 HV. Дальнейшая выдержка в расплаве на.изменение твердости не влияет (фиг.2).
После 10 мин выдержки в расплаве плунжер извлекают и выдерживают на воздухе до 145...150°С. Затем отделяют шлак и последующую термообработку (низкий отпуск) проводят с одновременным упрочнением, сульфобррированием в соляной ванне следующего состава, мас.%: вода 40...42; едкий натр 42...44; сернистый натрий 1,5...2,5; серноватисто-кислый натрий 1...2; бура 6,5...7,5; борная кислота 5...6 и выдерживают при 150°С не менее 60 мин.
Проведенные испытания показали, что полное насыщение поверхностных слоев
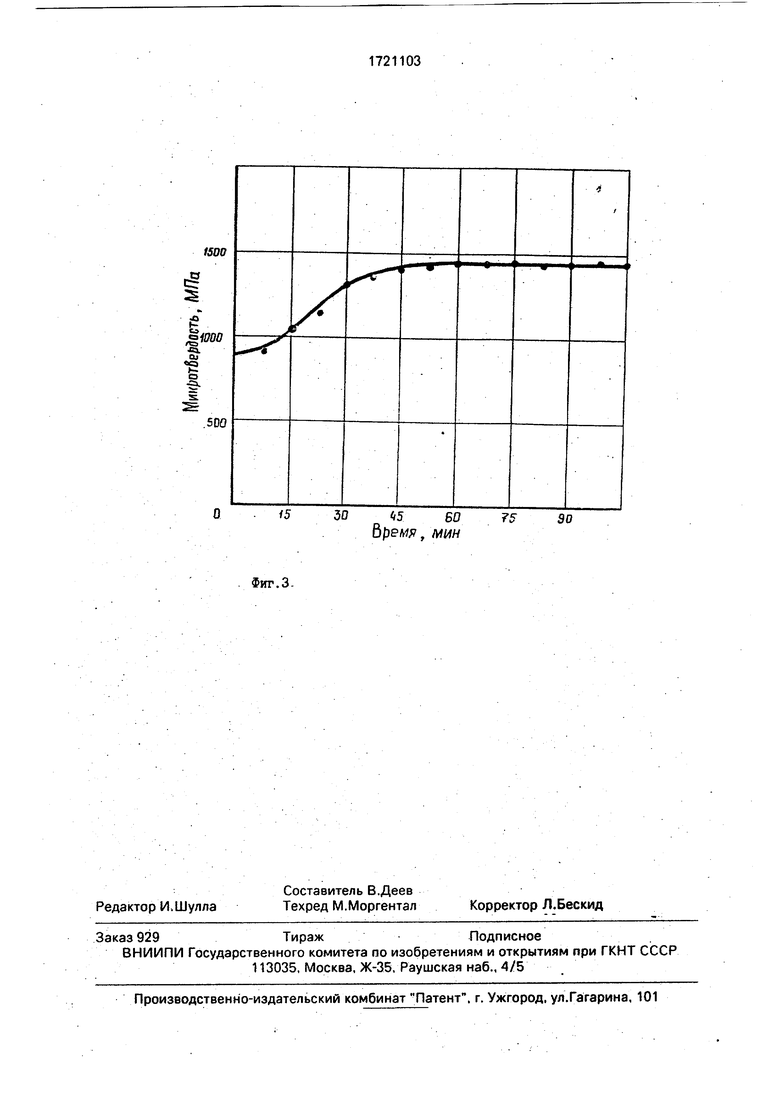
образцов химическими соединениями с образованием равномерного диффузионного слоя до 100 мкм по глубине с микротвердостью 14000...14500 МПа происходит после
50...60 мин выдержки (фиг.З). Дальнейшая выдержка в соляном растворе на микротвердость получаемого диффузионного слоя не влияет.
Процесс сульфоборирования, совме0 щенный с низким отпуском, позволяет снять остаточные поверхностные напряжения и исключить микротрещины в области высокотемпературного нагрева, получить слой, снижающий момент трения и интенсив5 ность износа прецизионных деталей.
Как известно, плунжерные пары имеют в своем сопряжении малый зазор (0,6...2 мкм), что обуславливает высокую их чувствительность к загрязнению дизельного топли0 ва твердыми частицами, которые вызывают усиленный абразивный износ деталей плунжерной пары и быстрый выход их из строя. Указанный состав ванны для сульфоборирования плунжерных пар позволяет пол5 учить равномерный диффузионный слой. Получаемая твердость в 1,2...1,3 раза выше твердости основного абразива - кварца, который изнашивает верхнюю (фиг.1) часть плунжера, тем самым увеличивается изно0 состойкость плунжерных пар в условиях абразивного износа.
Однако анализ надежности распределительных топливных насосов типа НД/21, НД/22 показал, что повышенная циклич5 ность работы деталей привода плунжера (кулачковый вал и его соединение с ведущей конической шестерней, нижняя тарелка пружины толкателя плунжера, кронштейн промежуточной шестерни в сборе,
0 толкатель плунжера в сборе, крест-пятка плунжера типа НД), более высокие знакопеременные динамические нагрузки, действующие в этих деталях по сравнению с многоплунжерными рядными насосами,
5 приводят к повышенным износам и ухудшению характеристик топливоподачи насосов. Износ деталей привода может привести к уменьшению активного хода плунжера на 1,5...2,0 мм, что вызывает снижение подачи
0 топлива на пусковом режиме и ресурса насоса на 25...30%, увеличение угла начала подачи по кулачковому валу на 3,5...4,0° и запаздывание подачи топлива в цилиндры дизеля на 7...8 град по углу поворота колен5 чатого вала, снижение мощности дизеля на 5% и увеличение удельного расхода топлива более чем на 10%.
Таким образом, предлагаемый комбинированный способ упрочнения позволяет повысить износостойкость не только поверхности верхней части плунжера (абразивный износ), но и нижней области плунжера распределительного типа НД (усталостное изнашивание).
Пример 1. Для определения изменения размеров и формы деталей изготовлены типовые образцы из стали 25Х5МА, имитирующие плунжеры распределительного типа НД 0 9,0 мм; В 78,0 мм. Шероховатость поверхности образцов до испытаний составляет Rd 0,040, некруглость - не более 0,2 мкм. нецилиндричность - не более 0,6 мкм.
Образцы, тщательно очищенные от грязи, помещают в расплав технического карбида бора зернистостью 120...200 мкм (№ 8-16), имеющего температуру 950°С, и выдерживают в течение 3.5 ч. В качестве активатора используют фтористый технический алюминий по ГОСТу. Затем детали подвергают нормализации и изотермической закалке от 850°С в ванне с температурой 350°С и выдерживают там в течение 1,5 ч (процесс борирования).
Другие образцы обрабатывают следующим образом. На один из торцов образца наносят суспензию из 70% порошка FeCr (Ф0650 ГОСТ 4757-70), 30% порошка бронзы (Бр ОФ10-1 ОСТ 1.90054-72) и 6% от объема металлического порошка жидкого натриевого стекла (ГОСТ 13078-81). Затем помещают в сушильный шкаф (марка LP- 306 фирмы Labar MIM), где выдерживают в течение 45 мин при 180°С. После чего часть образца, торец которого обмазан суспензией, на 20 мм помещают в ванну с расплавом синтетического боратного шлака (АН-Ш1 ТУ 21 УССР 5-77 основности, В 0.35), имеющего температуру 950°С, и выдерживают в течение 10 мин. Верхнюю часть образца при этом охлаждают циркулирующей водой 20°С, направляемую под давлением 2 кг/см2 в захват.
Твёрдость получаемого слоя в расплаве замеряют через каждые 1,5 мин выдержки. Как видно из результатов (фиг.2), уже после десятой минуты образовывается слой 900...930 HV. Дальнейшая выдержка в расплаве на изменение твердости не влияет. По окончании данной термообработки образцы выдерживают на воздухе до 145...150°С и после отделения шлака помещают для последующей термообработки (низкий отпуск) в соляную ванну следующего состава, мас.%: вода 40...42; едкий натр 42...44; зернистый натрий 1,5...2,5; серноватисто-кислый натрий 1...2; бура 6,5...7.5; борная кислота 5...6.
Процесс осуществляют при 150°С в течение 60 мин. Испытания показали, что полное насыщение поверхностных слоев образцов при сульфоборировании химическими соединениями с образованием равномерного диффузионного слоя до 100 5 мкм по глубине с микротвердостью 14000...14500 МПа происходит после 50..,60 мин выдержки (фиг.З). Дальнейшая выдержка в соляном растворе на микротвердость получаемого диффузионного слоя не влияет.
0 Изменение геометрических параметров
до и после обработки контролируют профилографом-профилрметром модели ВЭИ201 завода Калибр, прибором
.. Тэлисерф-4, прибором фирмы Тейлор
5 Гобсон.
Результаты испытаний представлены в табл.1, где представлены данные измене- - ния геометрических параметров стальных образцов до и после обработки.
0 Как видно из полученных данных, геометрические параметры образцов, обработанных предлагаемым способом, практически не изменяются, в то время как у бррированных отклонение нецилиндрич5 ности составляет 18..26 мкм, некруглости - 0,7...1,0 мкм.
П р и м е р 2. Определение остаточных напряжений в поверхностных слоях проводят методом измерения деформации стерж0 ня диаметром 9,0 мм и длиной 78,0 мм, возникающей в результате одностороннего снятия поверхностных слоев металлов путем электролитического травления.
Измерение деформации производят
5 тензометрическими датчиками сопротивления типа ФКП-20-200, наклеенными непосредственно на испытуемый образец вдоль его оси. Полукольцевую поверхность осевой линии наклеенного датчика предохраняют
0 от травления. Травление производят в электролите из 50г NaCI и 100 г ZnSOs на f л дистиллированной воды при плотности тока 5 А/дм . Зная скорость травления и показания прибора, т.е. толщину снятого слоя и
5 величину деформации е , по формуле подсчитывают остаточные напряжения
а°СТ 2().,A4 1Г(
Р-и|(50-Т(
0 зд + Е/Ао- азг л -,
где Оост - остаточные напряжения;
Е - модуль нормальной упругости FeB, принимаемый S-IO4 кг/мм2;
г - радиус стержня; di - суммарная толщина стравленного слоя;
Yep смещение центра тяжести сечения от оси после удаления слоя;
5
- момент энерции стержня после отравления слоя толщиной 5|;
1(5|)- расстояние от центра тяжести до нижнего волокна после отравления слоя толщиной д;
РФ - площадь сечения после стравливания слоя толщиной д ;
А - плотность тока; е - деформация стержня.
Производные подсчитывают на основании экспериментальных данных. Испытанию подвергают борированные и образцы, обработанные предлагаемым химико-термическим способом.
В табл.2 представлены, результаты определения остаточных напряжений и испытаний на усталость при изгибе с вращением стальных образцов.
Как видно, остаточные напряжения образцов, прошедших низкий отпуск сульфо- борированием. в 2,0...2,2 раза меньше, чем у борированных, которые имеют последующую нормализацию и изотермическую закалку.
Параллельно с исследованиями по определению остаточных напряжений проводят усталостно-износные испытания цилиндрических образцов из стали ШХ15на машине типа НУ (3000 об/мин), нагружение которых осуществляют по схеме чистого изгиба при вращении. Предел выносливости образцов, обработанных предлагаемым способом на базе первых 107 циклов нагру- жения, составляет 130 МПа. При повторном нагружении у борированных образцов, прошедших 104 циклов нагружения при напряжении 280 МПа, после электрополирования поверхности обнаружены усталостные трещины длиной (по поверхности образца) 7...9 мкм и глубиной 10,..24 мкм. На сульфо- борированном покрытии напряжение не из- менилось и усталостные трещины отсутствуют (табл.2).
Пример 3. Для определения момента трения и предельной нагрузки схватывания проводят испытания на машине трения СМЦ-2 по схеме диск-колодка. Материалом для образцов служит сталь 25Х5МА. Исследуют борированные и сульфоборированные поверхностные диффузионные слои. Испытание осуществляют в течение 6 ч при удельном давлении 1.5 МПа, частоте вращения диска 1000 об/мин и относительной скорости скольжения 2,618 м/с. Смазывающей жидкостью является дизтопливо марки ДЛ (ГОСТ308-80) вязкостью 6 сСт. которое подают в зону трения по 30...40 капель в одну минуту.
Момент трения фиксировали в начальный период через 3...5 минут, затем через 15 минут и далее через 30 минут работы. В результате испытаний было установлено,
что момент трения сульфоборированных образцов в 1,6 раза меньше момента трения борированных и установился уже через 0,5.,.0,6 часов после начала испытаний. Методика испытания образцов на зае0 дание предусматривала установления предельной нагрузки/при которой происходило схватывание трущихся поверхностей. По скачкообразному росту величины момента трения выявляли зависимость ее от нагруз5 ки схватывания.
Испытания показали, что схватывание борированных образцов наступает значительно быстрее при нагрузке 0,6 кН, у сульфоборированных - при нагрузке 1,4 кН.
0 Отсутствие деформации и микротрещин, малые остаточные напряжения и низкий момент трения, высокая предельная нагрузка схватывания поверхностей трения - наиболее достоверные параметры, пока5 зывающие сопротивление, обработанной предлагаемым способом, поверхности усталостному изнашиванию.
Приведенные данные подтверждаются актами испытаний, приложенные в предыд.
0 заявке.
Были проведены рентгеноструктурный и металлографический анализы диффузионного поверхностного слоя после сульфобо- рирования.
5 Рентгеноструктурными исследованиями установлено, что получаемый в процессе сульфоборирования слой состоит из сульфидов железа, боридов, боратов и интерметал- лидов FeB, имеющих высокие
0 физико-механические свойства.
Результатами металлографического анализа и послойного замера микротвердости сульфоборированного слоя было установлено, что покрытие имеет на
5 поверхности сульфидный слой - 0,2...0,5 мкм с микротвердостью 3000 МПа и подслой до 100 мкм с микротвердостью 14000...14500 МПа. Полученный диффузионный слой за счет сульфидов снижает коэф0 фициент трения, а за Счет подслоя высокой твердости (в 1,2...1,4 раза выше серийных плунжеров) - повышает износостойкость прецизионных деталей в условиях гидроабразивного изнашивания.
5 Использование предлагаемого способа обеспечивает по сравнению с известными снижение деформации поверхностных слоев за счет недлительного локального нагрева и сохранение исходных геометрических параметров, что позволяет исключить последующую мехобработку поверхностей трения, получение необходимого слоя на поверхности крест-пятка плунжера для восстановления изношенных участков, возможность образования поверхности трения без микротрещин и остаточных напряжений, с низким коэффициентом трения и высокой нагрузкой схватывания, что значительно снижает усталостное изнашивание прецизионных деталей, работающих в условиях ударно-циклических нагрузок и гидроабразивного износа.
Формула изобретения
1. Способ химико-термической обработки прецизионных деталей, преимущественно плунжеров, включающий очистку поверхности, нагрев в борсодержащем расплаве, до 950°С, выдержку в нем и охлаждение, о т« личающийся тем. что, с целью снижения
деформации и усталостного изнашивания, перед нагревом в расплаве на нижнюю область плунжера крест-пят наносят суспензию из металлического порошка и жидкого стекла, высушивают, помещают в расплав и
0 выдерживают в нем 10 мин, при этом верхнюю часть плунжера охлаждают циркулирующей водой, а после охлаждения плунжер подвергают низкому отпуску, совмещенному с сульфоборированием в течение не менее 60 мин.
2. Способ по п.1. о т л и ч а ю щ и и с я тем, что в качестве борсодержащего расплава используют боратный шлак.
Таблица

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения плунжерных пар топливных насосов дизелей | 1990 |
|
SU1747511A1 |
| Состав ванны для низкотемпературной химико-термической обработки стальных изделий | 1987 |
|
SU1504285A1 |
| СПОСОБ БОРИРОВАНИЯ ДЕТАЛЕЙ | 2000 |
|
RU2164963C1 |
| Состав соляной ванны для химико-термической обработки стальных изделий | 1990 |
|
SU1717671A1 |
| Способ борирования поверхностных слоев углеродистой стали | 2022 |
|
RU2791477C1 |
| Способ химико-термической обработки | 1981 |
|
SU1006534A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОРИРОВАННЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ | 1999 |
|
RU2158658C2 |
| Способ обработки поверхности подложки из ниобия | 2023 |
|
RU2821978C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ТИТАНА | 2012 |
|
RU2503741C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН ИЗ ТЕПЛОСТОЙКИХ СТАЛЕЙ | 2013 |
|
RU2532777C1 |
Изобретение относится к химико-термической обработке стальных изделии и может быть использовано для восстановления и упрочнения прецизионных деталей, преимущественно плунжеров топливных дизелей. Целью изобретения является снижение деформации и усталостного изнашивания. Плунжер очищают, на его нижнюю часть крест-пятка наносят суспензию из металлического порошка и жидкого стекла, высушивают, помещают в борирующий расплав, состоящий из боратного шлака, нагретого до 950°С, выдерживают в нем 10 мин, при этом верхнюю часть плунжера охлаждают циркулирующей водой. По окончании бори- рования плунжер охлаждают и подвергают низкому отпуску, совмещенному с сульфо- борированием в течение не менее 60 мин. Применение способа позволяет снизить деформацию и усталостное изнашивание прецизионных деталей. 1 з.п. ф-лы, 3 ил., 2 табл. ел G
Шерохова тост ь,мкм:
Борированные7
(известный) 140...150 10
Обработанные по предлагаемому способу
Таблица2
10
10
SSS/ /SSSSS/ S//
со
о
«0
CO
си
CN
гЮ
Кчччччччччччччччуччч ч-ч1
J
.
&
Ю
И
s
о
«
АН
3D(,5SO
Ъремяt мин
Фиг.
SO
| Обзорная информация, сер | |||
| Производство и технология - М.: ЦНИИТЭЙ тракто- росельхозмаш, 1973, с.8. |
