Изобретение относится к кузнвчноштамповочному производству, а именно к устройствам для сферодвижной штамповки.
Наиболее близким по. технической сущности к изобретению является устройство для штамповки-вытяжки, содержащее соединенный с инструментодержателем механизм качательного движения, выполненный в виде по меньшей мере трех силовых цилиндров-, взаимодействующих своими, плунжерами с .инструЛентодержателем и расположенных равномерно по окружности на равном расстоянии относительно оси устройства fl.
Недостатком извес- ного устройства является то, что много мощности теряется на трение при обработке обкатыванием, что не дает возможности обрабатывать крупногабаритные детали, снижая тем самым технологические возможности устройства.
Цель изобретения - расширение технологических возможностей.
Поставленная цель достигается тем, что в устройстве для штамповки деталей, содержащем соединенный с инструментодержателем механизм качательного движения, выполненный в виде по меньшей мере трех силовых цилиндров, взаимодействующих своими плунжерами с инструментодержателем и расположенных равномерно по окружности на равном расстоянии относительно оси устройства, каждый из силовых цилиндров снабжен соединенным, с ним дополнительным цилиндром, служащим для создания пульсирующей нагрузки.
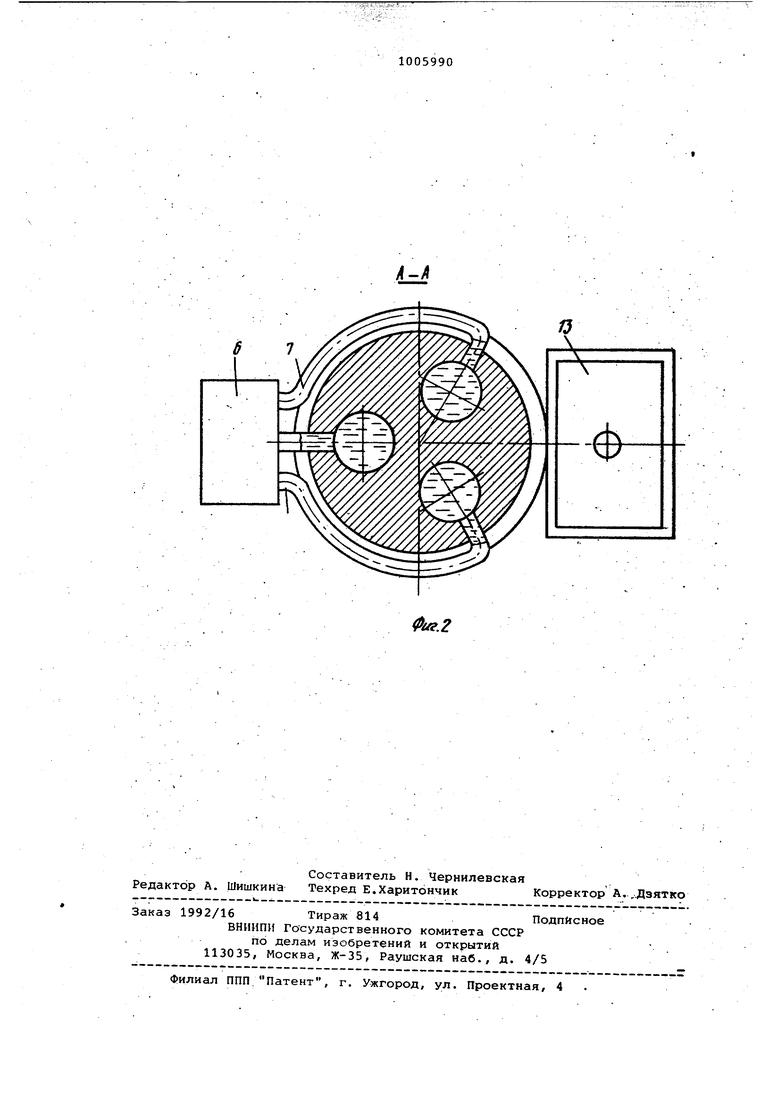
На фиг. 1 показано предлагаемое устройство, общий ВНР.; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит расположен- ный на станине 1 привод поступательного движения, например гидравлический,: в виде цилиндра 2 с плунжером 3. Плунжер 3 жестко соединен , с плунжерами 4, расположенными в силовых цилиндрах 5, например гидавлических. Силовые цилиндры 5 в . ачестве не менее трех равномерно асположены по окружности и на одинаковом расстоянии от оси устройства. Каждый силовой цилиндр 5 соедиен своей средней полостью с цилиндONf б пульсирующего действия посредтвом трубопровода 7.
Количество цилиндров пульсируюего действия соответствует количесту силовых цилиндров. Так, например, ри механизме качания, содер кащем ри силовых цилиндра, можно испольовать трехплунжерный насос.
Силовые цилиндры 5 посредством плунжеров 8 и штоков 9 соединены с инструментодержателем 10.
Инструментодержатрль 10 расположен в ползуне 11, установленном на станине с возможностью возвратно-поступательного перемещения и связанном с уравновешивающим механизмом 12. Цилиндр 2 соединен с гидростанцией
o J13 через трубопровод 14. В инструменггодержателе 10 размещена верхняя половина 15 штампа, а нижняя половина 16 штампа с заготовкой 17 установлена на рабочем столе.
5 Устройство работает следующим образом.
При включении устройства гидростанция 13 ПО трубопроводу 14 подает жидкость в гидроцилиндр 2 привода
Q поступательного, перемещения. Под воздействием жидкости плунжер 3 и жестко с ним связанные плунжеры 4 опускаются вниз и создают давление . жидкости в цилиндрах 5, вследствие
5 чего плунжеры 8 опускаются вниз и посредством штоков 9 сообщают поступательное движение инструментодержателю 10 и ползуну 11 в направлении заготовки 17. одновременно цилиндры
Q б пульсирующего действия поочередно нагнетают или отбирают рабочую жидкость из силовых цилиндров 5, т.е. создают пульсацию жидкости, причем работа цилиндров пульсирующего действия сдвинута по фазе (создается пульсируклцее по гармоническому закону движение жидкости).
Под воздействием такого движения жидкости каждый из плунжеров 8 получает синусоидальное колебательное
0 движение, сдвинутое по .фазе относительно других плунжеров. При таком движении плунжеров 8 штоки 9 сферическими торцами поочередно воздействуют на инструментодержатель 10,
5 вначале увеличивая, а затем уменьшая усилие воздействия.
При совместном поочередном воздействии штоков 9 на инструментодержатель 10, последний совершает
0 круговое качательное движение, а верхняя половина 15 штампа производит штамповку заготовки обкаткой. После окончания деформации привод и цилиндры б пульсирующего действия
отключаются и-уравновешивающий механизм 12 возвращает механизмы качательного движения в первоначальное положение. Устройство для штамповки . деталей обкаткой устанавливается на обычном гидравлическом прессе и при
эксплуатации способствует расширению технологических возможностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки деталей | 1979 |
|
SU810339A1 |
| Способ обкатки заготовок качающимся пуансоном | 1986 |
|
SU1424917A1 |
| Пресс для глубокой вытяжки листовых деталей | 2015 |
|
RU2619421C2 |
| УСТРОЙСТВО для ДЕФОРМИРОВАНИЯ | 1973 |
|
SU372780A1 |
| Способ сферодвижной штамповки | 1980 |
|
SU984577A1 |
| Винтовой пресс для штамповки пульсирующей нагрузкой | 1985 |
|
SU1276520A1 |
| Устройство для штамповки заготовок | 1974 |
|
SU517514A1 |
| Устройство для штамповки | 1977 |
|
SU616002A1 |
| МАШИНА ДЛЯ СФЕРОДВИЖНОЙ ШТАМПОВКИ | 1994 |
|
RU2071856C1 |
| Пресс для штамповки обкатыванием | 1990 |
|
SU1779442A1 |
УСТРОПСТВО ДЛЯ СФЕРОДВИЖНОЙ ШТАМПОВКИ ДЕТАЛЕЙ, содержащее соединенный с инструментодержателем . I у..- . --. iir,;,.f,i S Q i I /«.;. ,, / . S..... мехайизм качательного движения, выполненный в виде .по меньшей мере трех силовых цилиндров, взаимодействующих своими плунжерами с инструментодержателем и расположенных равномерно по окружности на равном расстоянии относительно оси устройства, отличающееся тем, что, .с целью расимрения технологических возможностей, каждый из силовых цилиндров снабжен соединенным с ним дополнительным цилиндром, служащим для создания пульсирующей нагрузки. сл сд ш со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРОБИОТИЧЕСКАЯ КОРМОВАЯ ДОБАВКА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И УПАКОВКА | 2009 |
|
RU2503247C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
