(54) СПОСОБ СФЕРОДВИЖНОЙ ШТАМПОВКИ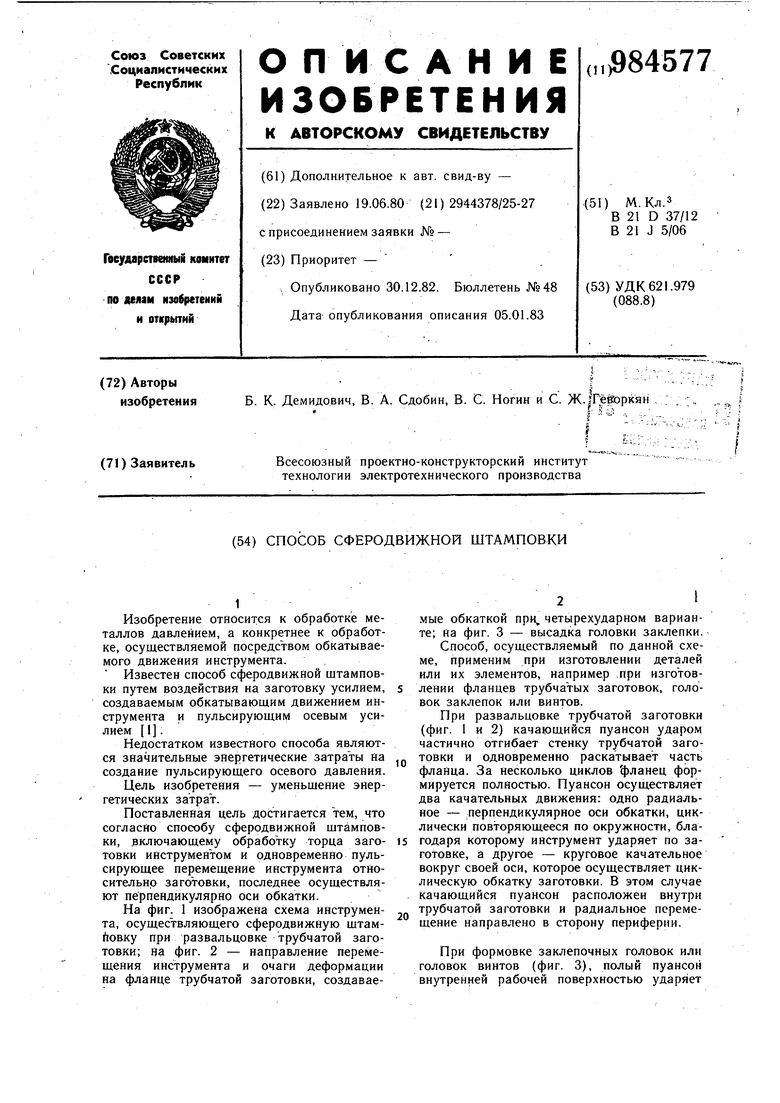
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обкатки заготовок качающимся пуансоном | 1986 |
|
SU1424917A1 |
| Инструмент для штамповки обкатыванием | 1987 |
|
SU1530303A1 |
| Способ сферодвижной штамповки | 1977 |
|
SU626870A1 |
| Устройство для сферодвижной штамповки | 1978 |
|
SU889217A1 |
| Способ изготовления металлических изделий и сферодвижный прессователь для его осуществления | 1978 |
|
SU700243A1 |
| СПОСОБ СФЕРОДИНАМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТА ДЛЯ СФЕРОДВИЖНОЙ ШТАМПОВКИ | 2011 |
|
RU2475328C1 |
| Способ обратного выдавливания изделий типа стаканов | 1975 |
|
SU562365A1 |
| Способ изготовления дисков с центральным утолщением и инструмент для его осуществления | 1990 |
|
SU1745394A1 |
| Устройство для сферодвижной штамповки деталей | 1979 |
|
SU1005990A1 |
| Способ изготовления деталей с фланцем | 1988 |
|
SU1611514A1 |
1
Изобретение относится к обработке металлов давлением, а конкретнее к обработке, осуществляемой посредством обкатываемого движения инструмента.
Известен способ сферодвижной штамповки путем воздействия на заготовку усилием, создаваемым обкатывающим движением инструмента и пульсирующим осевым усилием 1.
Недостатком известного способа являются значительные энергетические затраты на создание пульсирующего осевого давления.
Цель изобретения - уменьщение энергетических затрат.
Поставленная цель достигается тем, что согласно способу сферодвижной штамповки, .включающему обработку торца заготовки инструментом и одновременно пульсирующее перемещение инструмента относительно заготовки, последнее осуществляют перпендикулярно оси обкатки.
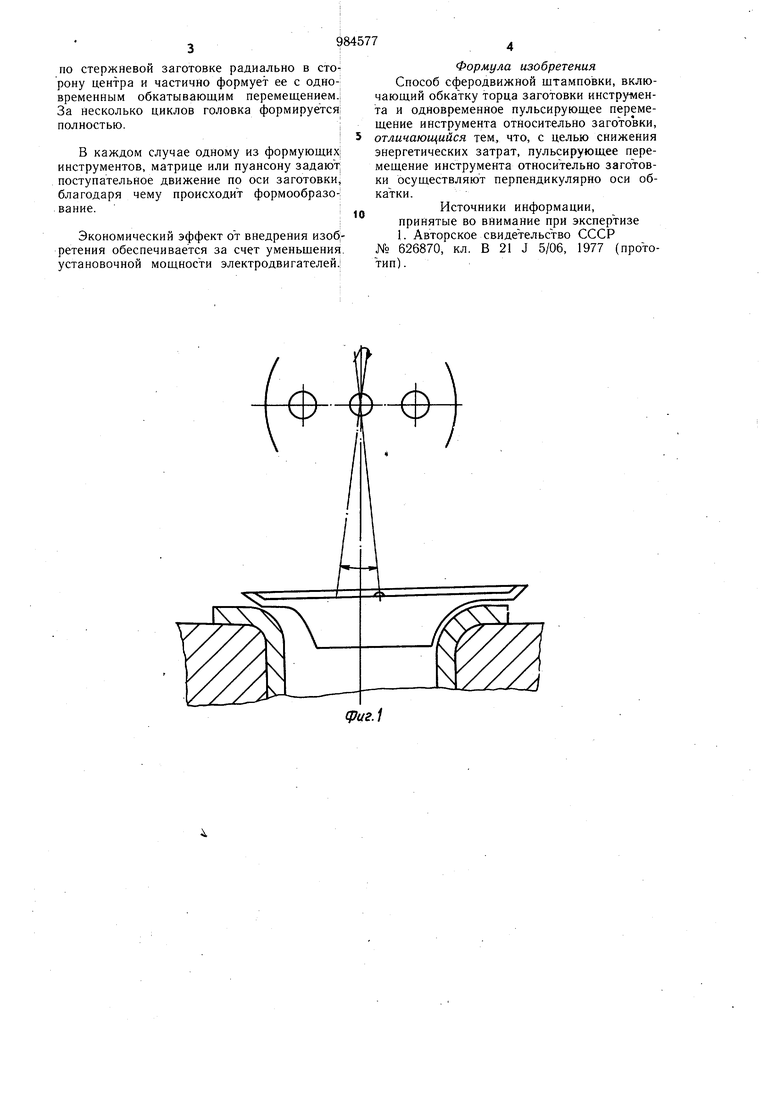
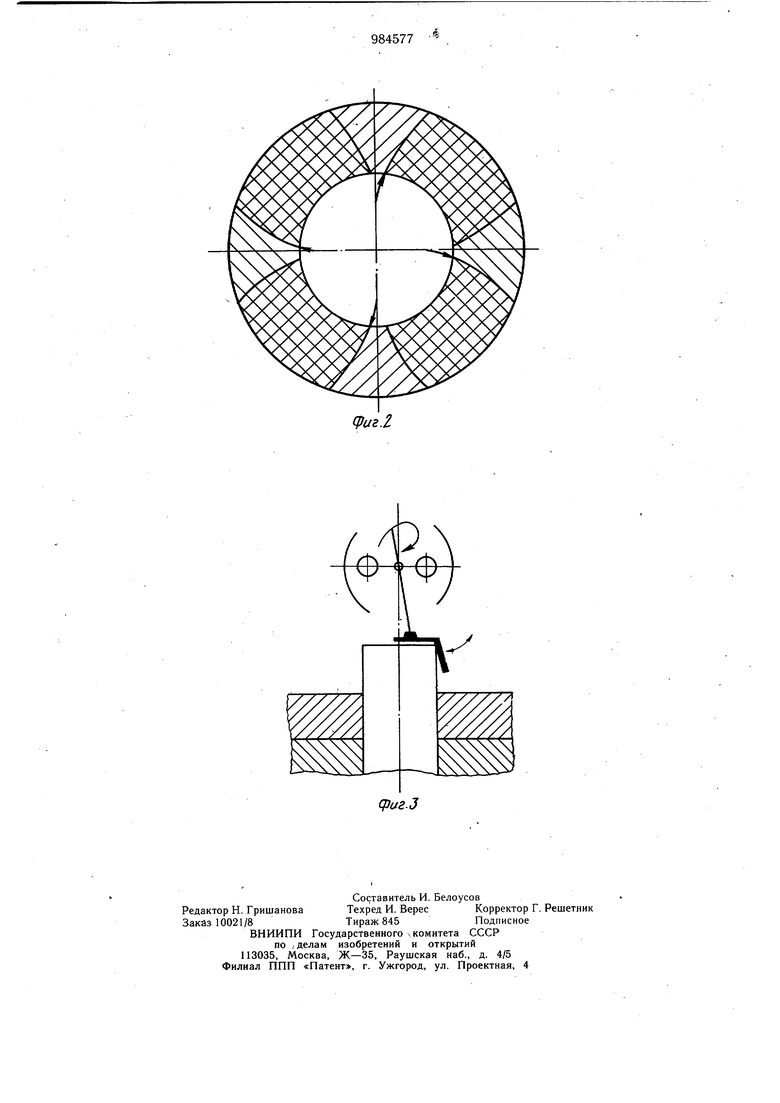
На фиг. 1 изображена схема инструмента, осуществляющего сферодвижную штамповку при развальцовке трубчатой заготовки; на фиг. 2 - направление перемещения инструмента и очаги деформации на фланце трубчатой заготовки, создаваемые обкаткой при, четырехударном варианте; йа фиг. 3 - высадка головки заклепки. Способ, осуществляемый по данной схеме, применим при изготовлении деталей или их элементов, например .при изготовлении фланцев трубчатых заготовок, головок заклепок или винтов.
При развальцовке трубчатой заготовки (фиг. 1 и 2) качающийся пуансон ударом частично отгибает стенку трубчатой заго,- товки и одновременно раскатывает часть фланца. За несколько циклов фланец формируется полностью. Пуансон осуществляет два качательных движения: одно радиальное - перпендикулярное оси обкатки, циклически повторяющееся по окружности, благодаря которому инструмент ударяет по заготовке, а другое - круговое качательное вокруг своей оси, которое осуществляет циклическую обкатку заготовки. В этом случае качающийся пуансон расположен внутри трубчатой заготовки и радиальное перемещение направлено в сторону периферии.
При формовке заклепочных головок или головок винтов (фиг. 3), полый пуансон внутренней рабочей поверхностью ударяет
no стержневой заготовке радиально в сторону центра и частично формует ее с одновременным обкатывающим перемещением. За несколько циклов головка формируется полностью.
В каждом случае одному из формующих инструментов, матрице или пуансону задают поступательное движение по оси заготовки благодаря чему происходит формообразование.
Экономический эффект от внедрения изобретения обес печивается за счет уменьщения. установочной мощности электродвигателей;
Формула изобретения Способ сферодвижной щтамповки, включающий обкатку торца заготовки инструмента и одновременное пульсирующее перемещение инструмента относительно заготовки, отличающийся тем, что, с целью снижения энергетических затрат, пульсирующее перемещение инструмента относительно заготовки осуществляют перпендикулярно оси обкатки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 626870, кл. В 21 J 5/06, 1977 (прототип).
