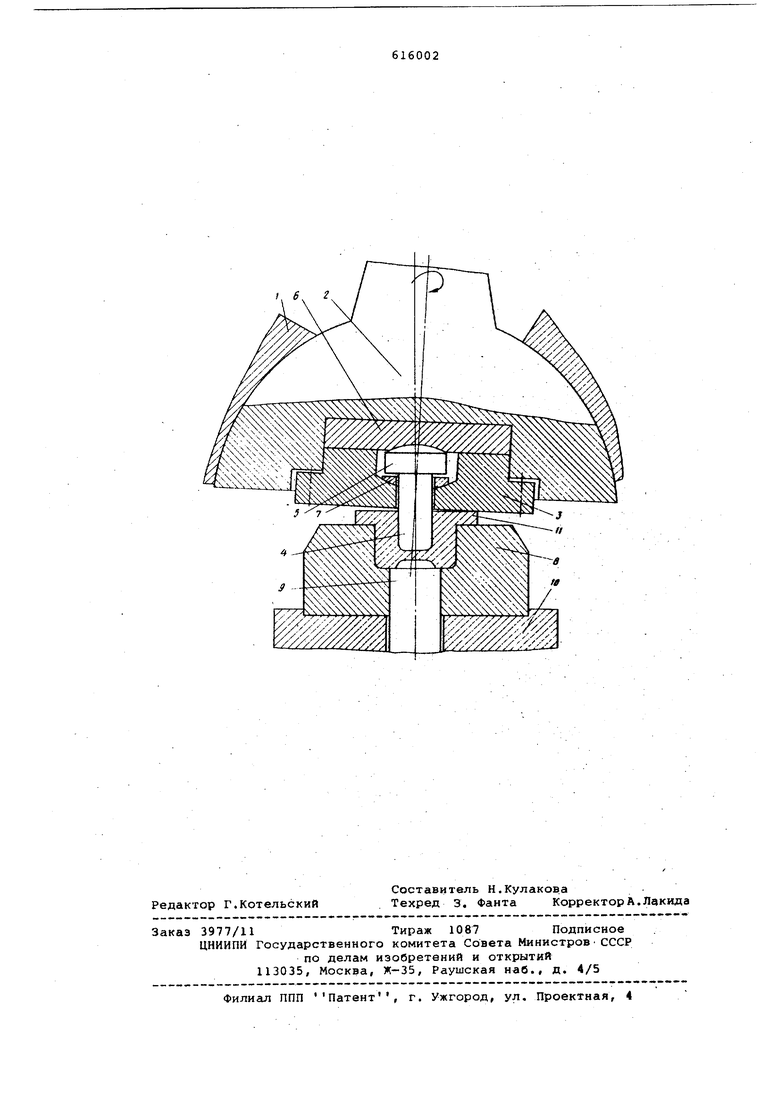
(54) УСТРОЙСТВО ДЛЯ ШТАМПОВКИ с ОБКАТКОЙ Поставленная цель достигается благодаря тому, что предлагаемое уст ройство снабжено дополнительным пуансоном, выполненным в виде стержня со сферической головкой и установленным на сферическую пяту и сферическую шайбу в полости обкатывающего пуансона. На чертеже изображено предлагае,мое устройство для штамповки с обкат кой, разрез. Устройство имйе корпус 1,в кото ром установлен инструментодержатель 2 со сферической опорной nosepxHOCTij Инструментодержатель установлен с возможностью Kt yroBoro качения от привода (на чертеже не показан). На инструментодержателе закреплен обкатывающий пуансон 3, в полости которо го установлен дополнительный пуансон 4. Дополнительный пуансон выполнен в виде стержня с головкой 5, имеющей сферическую торцовую поверхность, контактирующую с поверх-юстью сферической пяты 6, установленной в полос ти инструментодержателя. Дополнитель ный пуансон 4 опирается на сферическую шайбу 7, установленную в расточке обка -йшающего пуансона 3. Нижняя половина устройства содержит матрицу 8 и выталкиватель 9, установленные на гидравлическом устройстве 10. ; Работает устройство следующим образом. Заготовку 11 устанавливают в матрицу 8 и с помощью гидравлического устройства 10 пере155етцагат- вверхт-В это время;инструментодержатель 2 вместе с пуансонами 3 и 4 совершае: обкатывающее движение. Когда дополнительный пуансон 4 коснется, заготов ки, начнется деформация последней, например обратное|выдавливание. Благодаря наличию степени свободЦ в сферической опоре пуансона 4 сферическая пята 6 с инструментодержателем 2 будут обкатываться по сферической головке пуансона 4, пуансон же 4 при этом остается неподвижным. При дальнейшем перемещении матрицы, 8 заготовка коснется пуансона 3, который производит обкатывание торцовой, поверхности заготовки, В это время в работе одновременно находятся оба пуансонаг пуансон 4 производи обратное .выдавливание, а пуансон 3 обкатку. Когда формообразование заготовки закончено, матрица 8 отходит вниз. снимая отштампованную заготовку, с пуансона 4, при этом пуансон 3 обкатывается относительно пуансона 4 по сферической шайбе 7. При возвращении матрицы 8 в исходное положение выталкиватель 9 удаляет отштампованную заготовку. Далее описанный цикл повторяется. Предложенное устройство позволяет производить одновременно обкатку и прямое выдавливание, обкатку и просечку. Кроме того, в нем можно штамповать трубные заготовки. В этом случае дополнительный пуансон со сферической опорной поверхностью служит оправкой, предотвращающей деформацию трубы по внутреннему диаметру при обкатке ее торца. Экономический эффект от использования изобретения обусловлен экономней BpejMeHH на механическую обработку внутреннего отверстия деталей, экономией металла и повышением стойкости инструмента. При штамповке, например, деталей с внутренним диаметром 50 мм и высотой 110 мм из стали 40х внедрение одного устройства при двухсменной работе позволит сэк4номить примерно 7560 руб. Формула изобретения Устройство для штамповки с обкат-; кой, содержащее смонтированный в кой пусе инструментодержатель со сферической опорной поверхностью, закрепленный на нем обкатывающий пуансон, матрицу, выталкиватель и привод качательного движения инструментодерж теля, отличающееся тем, что, с целью расширения технологических возможностей устройства, повыше- ния качества поковок и стойкости инструмента при штамповке деталей с внутренней полостью, оно снабжено дополнительным пуансоном, выполненным в виде стержня со сферической головкой, и сферическими пятой и шайбой, расположенными а выполненной в обкатывающем пуансоне полости и служащими для установки дополнительного пуансона. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР 410858, кл. В 21 :D 37/12, 1970. 2.Авторское свидетельство СССР № 496194, кл. В 30 В 15/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки обкатыванием полых заготовок | 1989 |
|
SU1609535A1 |
| Устройство для штамповки с обкаткой | 1984 |
|
SU1199366A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЗАГОТОВОК ОБКАТЫВАНИЕМ | 1991 |
|
RU2021059C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ОБКАТЫВАНИЕМ | 1996 |
|
RU2098211C1 |
| Инструмент для торцовой прокатки | 1989 |
|
SU1639839A1 |
| Способ изготовления изделий с центральной полостью и инструмент для его осуществления | 1986 |
|
SU1433617A1 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Способ обкатки заготовок качающимся пуансоном | 1986 |
|
SU1424917A1 |
| Способ изготовления поковки корпуса арматуры газотурбинного двигателя | 2018 |
|
RU2690256C1 |