сйрующёРО действия соответствует количеству силовых цилиндров. Так, например, при механизме качения, содержащем три силовых цилиндра, можно использовать трехплунжерный насос.
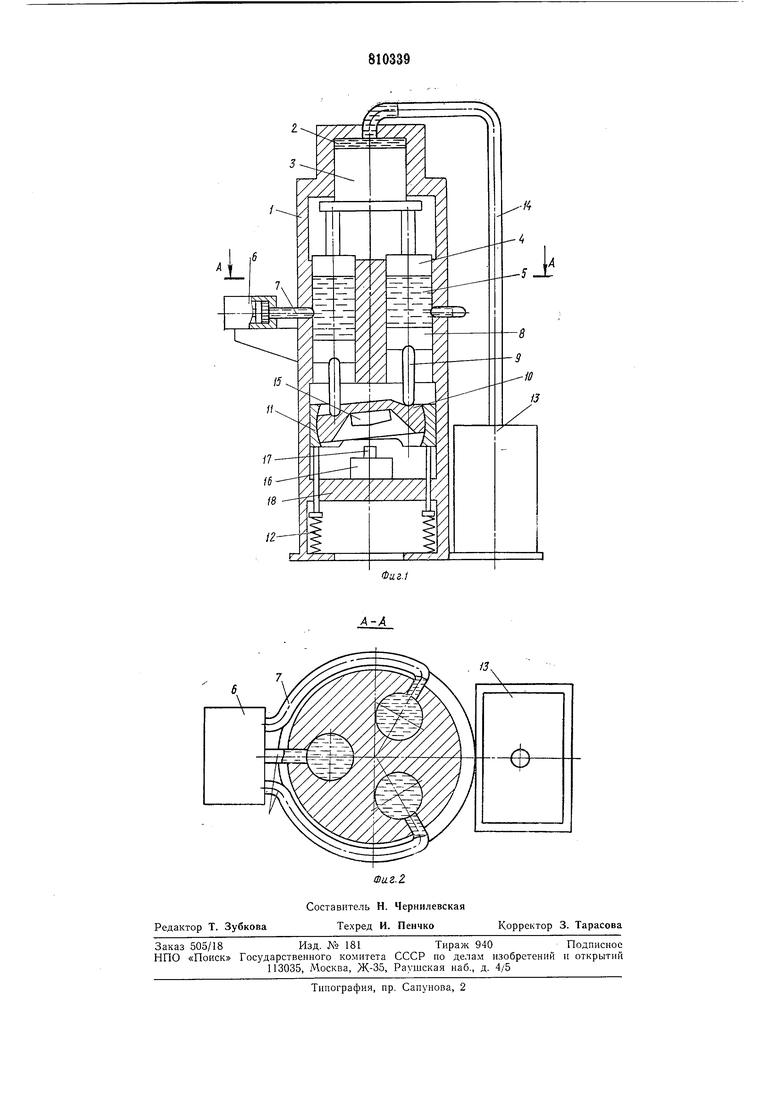
Силовые цилиндры 5 связаны с плунжерами 8 штоками 9 и соединены с инструмептодерлсателем 10. Инструментодержатель 10 расположен подвижно в ползушке И. Ползушка 11 расположена на станине 1 с возможностью возвратно-поступательного перемещения и связана с уравновешивающим механизмом 12. Цилиндр 2 привода связан с гидростанцией 13 трубопроводом 14. В инструментодержателе 10 установлен верхний штамп 15, а нижний штамп 16 с заготовкой 17 установлен на рабочем столе 18.
Устройство работает следующим образом. При включении устройства гидростанция 13 по трубопроводу 14 подает жидкость в гидроцилиндр 2 привода поступательного движения. Под воздействием жидкости плунл ер 3 и жестко связанные с ним плунжеры 4 опускаются вниз и создают давление жидкости в цилиндрах 5, вследствие чего плунжеры 8 опускаются вниз, посредством щтоков 9 сообщают поступательное движение инструмептодержателю 10 и ползушке И в направлении заготовки 17. Одновременно цилиндры 6 пульсирующего действия поочередно нагнетают или отбирают рабочую жидкость из гидроцилиндров 5, т. е. создают пульсацию л идкости, причем работа цилиндров пульсирующего действия сдвинута по фазе (создается пульсирующее по гармоническому закону двил ;ение жидкости). Под воздействием такого движения жидкости каж;дый из плунжеров 8 получает синусоидальное колебательное движение, сдвинутое по фазе относительно движения других плунл еров. При таком движении плунжеров 8 штоки 9 сферическими торцами поочередно воздействуют на инструментодержатель 10, вначале увеличивая, а затем уменьшая усилие воздействия.
При совместном поочередном воздействии штоков 9 на инструментодержатель 10 последний совершает круговое качательное двилсение, а штамп 15 производит штамповку заготовки обкаткой. После окончания деформации привод и цилиндры 6 пульсирующего действия отключаются, и уравновешивающий механизм 12 возвращает механизмы качательного движения в первоначальное положение.
Предлагаемое устройство для штамповки деталей обкаткой устанавливается на обычном гидравлическом прессе. Стоимость серийного гидропресса усилием 160 л. с., выпускаемого Оренбургским заводом «Гидропресс, после модернизации увеличится не более чем в 1,5 раза. Стоимость пресса с таким же усилием модели PXWIOOAB, выпускаемого ППР для щтамповки обкаткой, выще примерно в 10 раз за счет высокой
стоимости механизма качания.
Формула изобретения
Устройство для щтамповки деталей, содержащее привод поступательного перемещения и связанный с ним механизм качательного движения, соединенный с инструментодержателем, отличающееся тем, что, с целью увеличения надежности и расщирения технологических возможностей,
механизм качательного движения выполнен в виде не менее трех силовых цилиндров, соединенных своими плунжерами с инструментодерл ателем и расположенных равномерно по окружности на равном расстояНИИ от оси инструмента, при этом каждый из цилиндров снабжен соединенным с ним дополнительным цилиндром, служащим для создания пульсирующей нагрузки.
.t
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сферодвижной штамповки деталей | 1979 |
|
SU1005990A1 |
| СПОСОБ КОМБИНИРОВАННОГО ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ И ГИДРОПУЛЬСАЦИОННЫЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2093295C1 |
| УСТРОЙСТВО для ДЕФОРМИРОВАНИЯ | 1973 |
|
SU372780A1 |
| Винтовой пресс для штамповки пульсирующей нагрузкой | 1985 |
|
SU1276520A1 |
| Устройство для штамповки деталей | 1976 |
|
SU611704A1 |
| ГИДРОПУЛЬСАЦИОННЫЙ ПРЕСС | 1992 |
|
RU2050220C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС И СПОСОБ ШТАМПОВКИ С ОБКАТЫВАНИЕМ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2380231C2 |
| ГИДРОПУЛЬСАЦИОННЫЙ ПРЕСС | 1991 |
|
RU2010658C1 |
| Многопозиционный пресс для листовой штамповки | 1988 |
|
SU1562049A1 |
| Устройство для выталкивания | 1977 |
|
SU680911A1 |