-ч;


| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для штамповочных операций пульсирующей нагрузкой | 1985 |
|
SU1263538A1 |
| Пресс для штамповки пульсирующей нагрузкой | 1985 |
|
SU1258704A1 |
| Установка для штамповки пульсирующей нагрузкой | 1985 |
|
SU1291439A1 |
| Многофункциональная ковочная установка | 1986 |
|
SU1428591A1 |
| Машина для штамповки заготовок | 1980 |
|
SU940942A1 |
| Винтовой пресс для штамповки обкатыванием | 1990 |
|
SU1731366A1 |
| КРИВОШИПНЫЙ ПРЕСС | 2005 |
|
RU2308376C2 |
| Радиально-ковочная машина | 1979 |
|
SU880596A1 |
| ПОЛЗУН КРИВОШИПНОГО ПРЕССА | 1998 |
|
RU2156188C2 |
| Пресс для штамповки обкатыванием | 1990 |
|
SU1779442A1 |
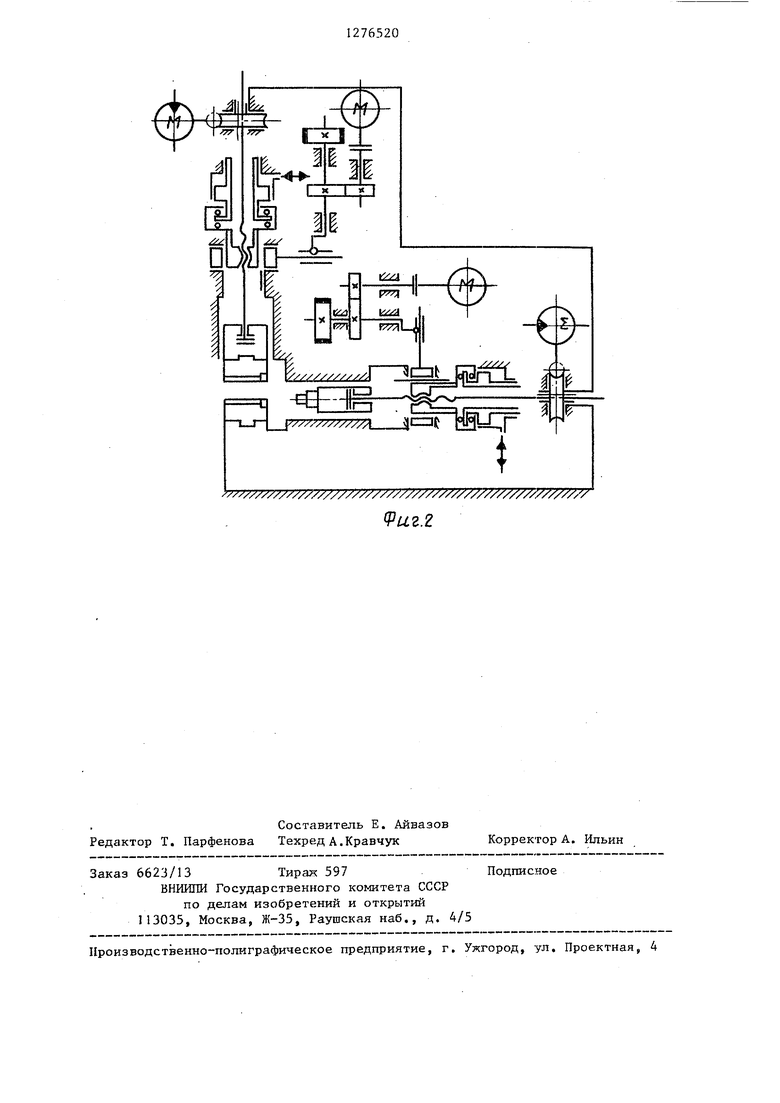

//////////// //////y///f/7Изобретение относится к кузнечнопрессовому машинестроенигоу в частности к конструкции винтовых прессов Цель изобретения - повышение надежности и расширение технологических возможностей за счет увеличения диапазона регулирования величины меж штампового пространства. На фиг. 1 показан пресс, общий вид; на фиг. 2 - то же, с дополнительным ползуном и его приводом. Винтовой пресс для штамповки изделий пульсирующей нагрузкой устроен следующим образом. Неподвижная часть 1 штампа установлена в станине 2. Подвижная часть 3 штампа закреплена на ползуне 4, совершающем движение в опорах - подшипниках скольжения 5, смонтированных в станине 2, Ползун 4 соединен с винтом 6 шарнирно. Это позволяет исключить вращение ползуна 4 при совершении винтом 6 вращательных движений (при регулировочном перемещении ползуна 4). Винт 6 взаимодействует с .гайкой 7 На внешней поверхности гайки 7 выполнеШ) шлицы, посредством которых она соединена с ответными шлицами на выполняющем роль шатуна рычаге-кулисе 8, соединенном через кулисный камень 9 с шипом кривошипного вала 10 зубчатого редуктора 11, маховиком 12 и двигателем 13, Элементы 9-10-11-12 в совокупности представляют собой .кривошипно-кулисный привод ползунов, преобразующий вртцательное движение двигателя 13 в качательные колебательные движения рычага-кулисы 8, coBepmaeivcbie последним (его ступицей) в подшипниках 14, которые одновременно ограничивают его осевой перемещение некоротой величиной, необходимой на случай возникновения rtepeгрузки по усилию ковки. Для этого случая предусмотрено предохранительное устройство, выполненное в виде смонтированного на винте 6 (концентрично ему) силового предохранительного цилиндра 15, кольцевой плунжер 16 которого через подшипник 17 опирается на бурт 1.8 гайки 7 . На противоположном относительно .ползуна 4 конце винта 6 выполнены шлицы, посредством которых винт 6 че рез щ.лицевую ступицу 19 связан: с механизмом регулирования штампового пространства, включающим в сйбя червячное колесо 20, взаимодействующее с червячным валом 21 ,, кинематически связанным с гидромотором 22. Ступица 19 червячного колеса 20 вращается наружной поверхностью в подшипниках 23 Винтовой пресс - как вариант исполнения - может иметь разъемные штампы, расположенные в двух взаимно перпендикулярных плоскостях (вертикальной и горизонтальной), и по два из каждых описанных приводов и механизмов. Это расвшряет технологические возможности пресса - позволяет получать изделия более разнообразных размеров и форм. Горизонтально ориентированные приводы и механизмы устроены аналогично вертикальным. Бинтовой пресс работает следуюш м образом. Исходное положение ползуна 4 верхнее (фиг. 1). Двигатель 13 включен и через редуктор 11 сообщает вращение кривошипному валу 10 с маховиком 12. Вращательное движение кривошипного вала 10 посредством шипа этого вала, кулисного камня 9 и рычага-кулисы 8 преобразуется в качательное колебательное движение последнего, а через шлицевое соединение это движение сообщается гайке 7, которая при взаимодействии с винтом 6 сообщает возвратно-поступательное вертикальное движение винту 6 с ползуном 4, несуш гм часть 3 штампа. Винт 6 при соверс1ении рабочих ходов удерживается от вращения своим шлицевым концом и ступицей 19 червячного колеса 20. Обрабатываемая заготовка устанавливается на неподвижной части 1 штампа. После этого включается гидромо- тор 22. Вращая посредством червячного вала 21 и червячного колеса 20 ступицу 19, гидромотор 22 сообщает вращательное движение винту 6. Последний за счет взаимодействия с гайкой 7 опускается вниз вместе с ползуном 4, одновременно вращаясь. Так совершается регулировочное перемещение ползуна 4 при изменении шта1-шового расстоЯ1шя. Величина этого перемещения может быть любой, она практически зависит только от величины шлицевой части винта 6. При регулировочном вращательном и поступательном перемещении винта 6
с ползуном 4 вращение последнего исключается за счет размещения его в подшипниках скольжения 5 и шарнирного соединения с винтом 6.
Регулировочное перемещение ползуна 4 может совершаться одновременно с его пульсирующими движениями от основного силового маховикового привода исполнительного механизма 1311-12-10-9-8 или отдельно от них. При этом силовое (деформирующее) воздействие части 3 штампа на заготовку производится маховиковым приводом 10-11-12-13, а перемещение части 3 штампа - от привода 22-21-20 на глубину штамповки осуществляется при холостых ходах части штампа.
По окончании формообразования изделия включается реверс гидромотора 22 и винт 6 вместе с ползуном 4 и подвижной частью 3 штампа отводится вверх - в исходное положение.
Пресс с двумя исполнительными приводами и механизмами (фиг. 2) работает аналогичным образом. При этом штампы могут воздействовать на обрабатываемую заготовку одновременно или в иной последовательности, что определяется конкретным технологическим процессом.
Управление гидромотором (или двумя гидромоторами) 22 в зависимости или независимо от работы силового привода производится от командоаппарата или какого-либо иного управляющего устройства (не показано).
В процессе воздействия части 3 штампа на обрабатываемую заготовку усилие ковки от части 3 штампа передается ползуну 4, винту 6 и далее через гайку 7 и подшипник 17 - на плунжер 16 предохранительного (от перегрузки) цилиндра 15. При превышении заданного усилия ковки гайка 7 способная перемещаться в осевом направлении на некоторую величину, определяемую величиной податливости плункера 16, давит своим буртом 18 на последний, в результате чего рабочая жидкость из предохранительного цилиндра 15 сбрасывается на слив предохранительным клапаном (не показан), настроенным на соответствующее давление. Одновременно с этим выдается сигнал на реверс гидромотора 22 После устранения причин перегрузки работа может быть продолжена без
какой-либо дополнительной регулировки или настройки.
Технико-эконом -1ческие преимущества изобретения обеспечиваются по
сравнению с базовым объектом за счет расширения функциональных (технологических) возможностей машины при одновременном снижении энергетических затрат на обратотку. Это достигается тем, что конструкция винтового пресса позволяет осуществлять малые деформирующие ходы рабочего органа, производимые с большой частотой, т.е. пульсирующие рабочие движения, и осуществлять регулировочные перемещения рабочего органа в большом диапазоне величгп. На прессе можно выполнять технологические процессы, относя1диеся к горячей и холодной
объемной штамповке, выполняемые на КПШ, ГКМ, фрикционных прессах, молотах и другом кузнечно-прессовом оборудовании. Рааюложенйе предохранительного цили1 дра так, что его кольцевой плунжер взаимодействует с гайкой, установленной с возможностью осевого перемещения, обеспечивает точность и стабильность усилия штамповки, повышает надежность работы машины, точность и качество обработки. Формула изобретения Винтовой пресс дпя штамповки пульсирующей нагрузкой, содержатчий размещенный в направляющих станины ползун, винтовую пару, у которой винт сочленен с ползуном, гайка - с кривошипно-кулисным приводом ползуна, механизм регулирования штампового пространства в виде червячной передачи, червячное колесо которой сочленено с винтом, а также предохранительный силовой цилиндр, отличающийся тем, что, с целью повышения надежности и расширения технологических возможностей за счет увеличения диапазона регулирования величины штампового пространства, сочленение гайки с кривошипно-кулисным приводом ползуна и винта с червячным колесом выполнено шлицевым, подвижньй элемент силового цилиндра выполнен полым, винт пропущен сквозь последний, при этом гайка смонтирована с возможностью возвратно-поступательного перемещения и взаимодейст ВИЯ с подвижным элементом силового цилиндра.
/ // / ////7////77//////////////////////////7/y/////
yiiinlL I
5
Г
иг.2
