направляющей, при этом кулачок связан с регулятором через установленный в направляющих толкатель с ролинами на концах, один из которого установле-н в контакте с кулачком, другой - в пазу регулятора, а горелка жестко связана с корпусом регулятора ;через тягу, установленную в направляющих, перпендикулярных направляющим толкателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки с поперечными перемещениями электрода | 1977 |
|
SU732099A1 |
| Устройство для поперечных колебаний сварочной горелки | 1987 |
|
SU1459855A1 |
| Устройство для дуговой сварки с поперечными перемещениями электрода | 1976 |
|
SU605706A1 |
| Наплавочная головка | 1988 |
|
SU1613268A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1979 |
|
SU893453A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| Устройство для сварки с поперечными колебаниями сварочной горелки | 1988 |
|
SU1574396A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2070492C1 |
| Устройство для дуговой сварки с колебаниями электрода | 1981 |
|
SU984762A1 |

УСТРОЙСТВО ДЛЯ ДУГОВОй :СВАРКИ С ПОПЕРЕЧНЕМИ КОЛЕБАНИЯМИ ЭЛЕКТРОДА, содержащее привод с редуктором, на выходном валу которого установлен кулачок, а также регулятор Амплитуды колебаний и сварочную гоотличающееся тем. релку, что, с целью повыиения качества наплавленного металла, производительности, наплавки и экономии наплавляемых материалов путем раздельного регулирования параметров колебаний без изменения параметров дуги по траектории ее движения, регулятор амплитуды колебаний выпЬлнен в виде корпуса и установленного в нем с воэ ложностью поворота относительно про-, дольной оси вкладыша на котором расположены образующие паз две направляющие, одна из которых неподвижна, а вторая установлена с возможностью поворота относительно оси, параллельной продольной оси вкладыша, и с возможностью перемещения в направлении, перпендикулярном неподвижной г 1 I 6ч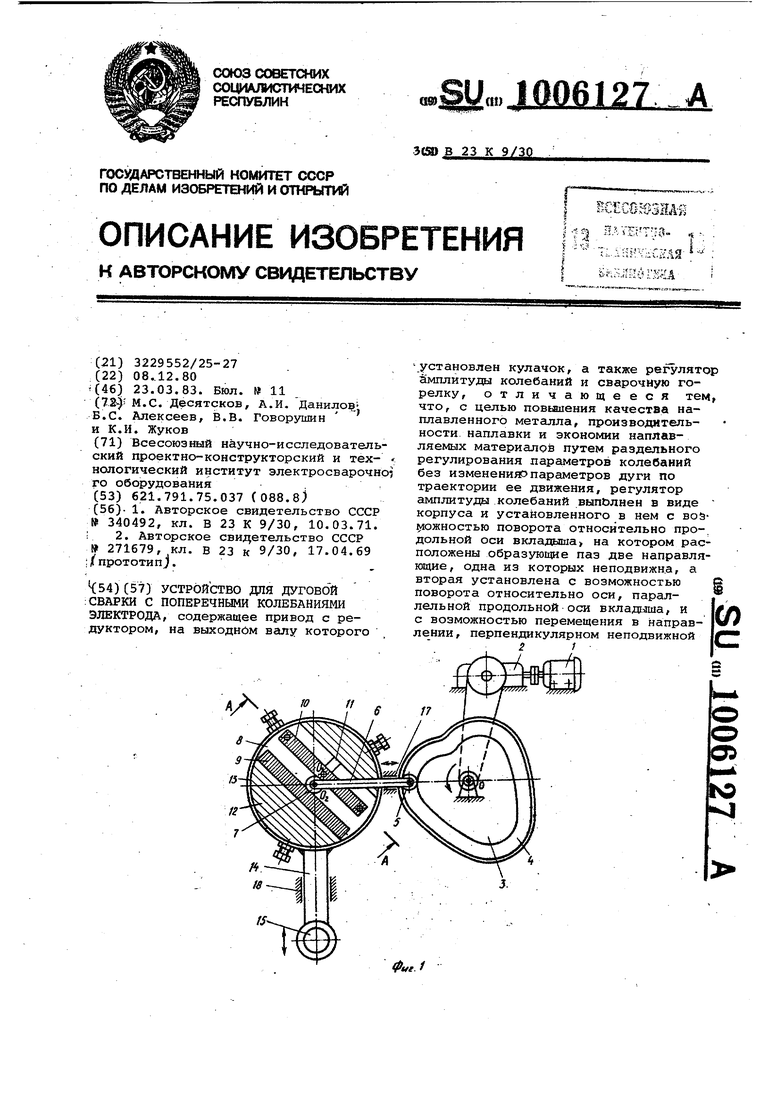
: Изобретение относится к дуговой обработке и может использоваться при производстве наплавочных работ. Производство наплавочных работ связано с использованием устройств, позволяющих осуществлять поперечные колебания дуги. В соответствии с тех нологическими требованиями и для обе спечения высокой производительности плазменной наплавки возникает необхо димость раздельного регулирования та ких параметров колебаний дуги, как амплитуда (размах), частота и время остановки дуги в крайних точках амплитуды 1 размаха ; колебаний. Известно устройство для поперечных колебаний дуги, позволяющее осуществлять раздельное регулирование времени остановки дуги в крайних точ ках амплитуды (размаха)колебаний. Устройство выполнено в виде пружины навитой вокруг оси поворота кронштейна. Один конец пружины взаимодействует с кронштейном, а другой - с подвижной перегородкой, которая вме те с корпусом образует Зс1мкнутую камеру, сообщающуюся с пневмоприводом. Камера разделена диафрагмой, на которой жестко закреплен шток, воздействукиций на подвижную перего родку. Пневмопривод снабжен диафраг менным переключателем с перекидным клапаном. Раздельное регулирование времени остановки дуги в крайних точках достигается с помощью встроенных в выходных каналах регулируемых дросселей Pl Устройство обладает следующими недостатками: колебания являются ма ятниковыми, что приводит к изменению электрических параметров дуги по траектории ее движения в процесс колебанияJ возможность изменения амплитуды (размаха) колебаний ограничена, что не позволяет получить широкослойную наплавку использован регулируемых дросселей связано с не обходимостью применения дополнитель ных пневмоэлектрических систем, обе спечивающих постоянство давления ра бочего газа, что.приводит к усложнению устройства. Наиболее близким по технической сущности и достигаемому эффекту к изобретению является устройство для дуговой сварки с поперечными колебаниями электрода, содержащее привод i с редуктором, на выходном валу которого установлен кулачок, а также регулятор амплитуды колебаний и сварочную горелку. Роль регулятора амплитуды колебаний выполняет направлякицая, смонтированная в неподвижном корпусе устройства с возможностью поворота относительно ее оси 2. i Известное устройство обладает следующими недостатками: колебания являются маятниковыми, что приводит к изменению электрических параметров дуги по траектории ее движения в период колебания; возможность изменения амплитуды (размаха) колебаний ограничена, что не обеспечивает получения широкослойной наплавки, время остановки дуги в крайних точках размаха колебаний не регулируется. Целью изобретения является повышение качества наплавленного металла, производительности наплавки и экономии наплавляемых материалов путем раздельного регулирования параметров колебаний без изменения параметров дуги по траектории ее движения. Это достигается тем, что в устрой;ство для дуговой сварки с поперечными колебаниями электрода, содержащем привод с редуктором, на выходном валу которого установлен кулачок, а также регулятор амплитуды колебаний и сварочную горелку, регулятор амплитуды колебаний вып&лнен в виде корпуса и установленного в нем с . можностью поворота относительно продольной оси вкладыша, на котором расположены образующие паз две на.правляющие, одна из которых неподвиж на, а вторая установлена с возможностью поворота относительно оси, па|раллельной продольной оси вкладыша, и с возможностью перемещения в направлении, перпендикулярном неподвижной направляющей, при этом кулачок связан с регулятором через установленный в направлянядих толкатель с роликами на концах, один из которых установлен в контакте с кулачком, другой - в пазу регулятора, а го релка жестко связана с корпусом .-регулятора через тягу, установленную .в направляющих, перпендикулярных на правляющим толкателя. На фиг, 1 представлено устройств общий вид; на фиг. 2 - регулятор амп,питуды колебаний с повернутой подвижной направляющей; на фиг. 3 .разрез А-А на фиг. 1. - Устройство состоит из электродвигателя 1 постоянного тока, вал которого соединен с входным валом редуктора 2 на выходном вгшу рёдуктора 2 насажен кулачок 3 (на фиг. 1 условно через ременную передачу с профилированной канавкой 4. Внутри профилированной канавки размещен ролик 5, ось которого закреплена на од ном конце толкателя 6. На другом кон це толкателя б закреплена ось ролика 7, который входит в паз 8. Паз 8 образован неподвижной направляющей 9 и подвижной направляющей 10, которая перемещается по пазу 11 во вкладыше 12. Корпус 13, вкладыш 12, направлянйцие 9 и 10 образуют регулятор амплитуды колебаний. Корпус 13 регулятора жестко связан с одним концом тяги 14, на другом конце которой жестко закреплен плазмотрон 15. Кс рпус 13 регулятора амплитуды колебани скреплен с вкладышем 12 винтами 16. Толкатель 6 установлен в направляющи 17. Вкладыш 12 установлен в корпусе 13 с возможностью поворота относительной своей продольной оси. Направляющая 10 установлена с возможностью поворота относительно оси 0, параллельной продольной оси вкла дыша 12-0. Тяга 14 плазмотрона 15 установлена в направляюиих 18, пер-, пендикулярных направляющей 17. Работа устройства заключается в следующем. Вращение от вала электродвигателя 1 через редуктор 2 передается кулачку 3. Через ролик 5, установленный в профилированной канавке 4 кулачка 3 , вращательное движение кулачка 3 преобразуется в возвратно-поступательное. движение толкателя б. При этом второй ролик 7 начинает взаимодействовать с неподвижной направляющей 9. Составляющая силы от движения толкателя б приводит в движение регу лятор с тягой 14 в направляняцих 18. Таким образом, и плазмотрон 15, жест ко соединенный с тягой 14, совершает то же движение. При изменении движения толкателя б на противоположное .ролик 7 начинает взаимодействовать с направляющей 10. При этом изменяется направление движения тяги 14 с плазмотроном 15. При непрерывном вращении двигателя цикл периодически повторяется и плазмотрон совершает поперечные колебательные движения. Частота колебаний регулируется числом оборотов двигателя 1. Амплитуда колебаний / регулируется поворотом вкладыша 12 относительно оси 0.0. Когда паз 8 перпендикулярен оси толкателя б, колебания отсутствуют. При изменении угла поворота направляющей .10 в сторону уменьшения |( меньше 90) появляется составляющая силы, стремящ 1яся . перемещать регулятор с тягой 14 в направляющих 18. Оптимальный диапа- ; зон угла поворота вкладыша 12 составляет 0-45° относительно оси ОдО. При угле 45 амплитуда колебаний максимальна, при угле чуть больше -О минимальна. Время остановки горелки в крайних точках амплитуды (размаха колебаний) регулируется следующим рбразом. В случае когда это время из технологических требований должно быть одинаково в двух крайни с точках размаха колебаний и равным пкаимальному значению, подвижная направляю щая 10 устанавливается параллельно неподвижной направляющей 9 на рассто-i я НИИ, равном диаметру ролика 7. Уве- личение остановки дуги (горелни) связано с перемшцением подвижной направляющей 10 по пазу 11 параллельно направляющей 9. В том случае, когда время остановки дуги в крайних точках размаха колебаний из технологических требований должно быть различным, то направляющая 10 поворачивается вокруг оси СУ в ту или иную сторону (фиг. 2) иа угол i.«d . Таким образом, все временные зависимости, могут плавно регулироваться от максимума до минимума, основаны на выборе зазора между роликом 7 и подвижной направляюь ей 10. Кроме плазмотрона 15, устройство может быть снабжено любым другим устройством для дуговой обработки, например горелкой для сварки, плавящимся электродом. , В соответствии с технологическими требованиями, траектория движения дуги может быть различной. Изменением профиля канавки 4 в кулачке 3 (замена кулачка) возможно получение различных траекторий движения дуги. Предлагаемое устройство позволяет получить амплитуду размах ) колебаний любой величины без изменения электрических параметров дуги, плавно регулировать амплитуду колебаний от,ми нимума до максимума, плавно и одновременно регулировать время остановки дуги в двух крайних точках о1мплитуда1, плавно и раздельно регулировать время остановки дуги в крайних точках амплитуды, осуществить ирокослойную наплавку с раэличныки траекториями дрижения дуги. По сравнению с известшлл предлагаемое устройство позволяет повысить роизводительность труда в 2-3 раза, овысить качество наплавки и сзко-... jONOiTb направляеквяе материалы в 2 раза.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ СООБЩЕНИЯ КОЛЕБАНИЙ СВАРОЧНОЙГОРЕЛКЕ | 0 |
|
SU340492A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ с ПОПЕРЕЧНЫМИ КОЛЕБАНЙЯЛ^Й ЭЛЕКТРОДА | 0 |
|
SU271679A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
