1
Изобретение относится к сварочному производству и может быть использовано для дуговой наплавки и сварки плоских и цилиндрических деталей во всех пространственных положениях.
Известно устройство, обеспечивакацее перемещение электрода по сложной траектории, получаемой,в результате сложения возвратно-поступательных движений в двух взаимно перпендикулярных направлениях. Это устройство содержит горелку, жестко закрепленную на конце Д1танги,
установленной с возможностью перемеще- ния вдоль своей оси и поворота относительно неподвижной в продольном направлении оси, коромысло, блок, задающий форму поперечных перемещений электрода, выполненный в виде сложной зубчатой передачи и двух эксцентриков, а также электрод И .
Однако указанное устройство не позволяет получать несимметричную траекторию перемещения электрода одноврёменно по оси шва, поперек шва и по глубине разделки, а это не позволит получить швы с заданными геометрическими параметрами.
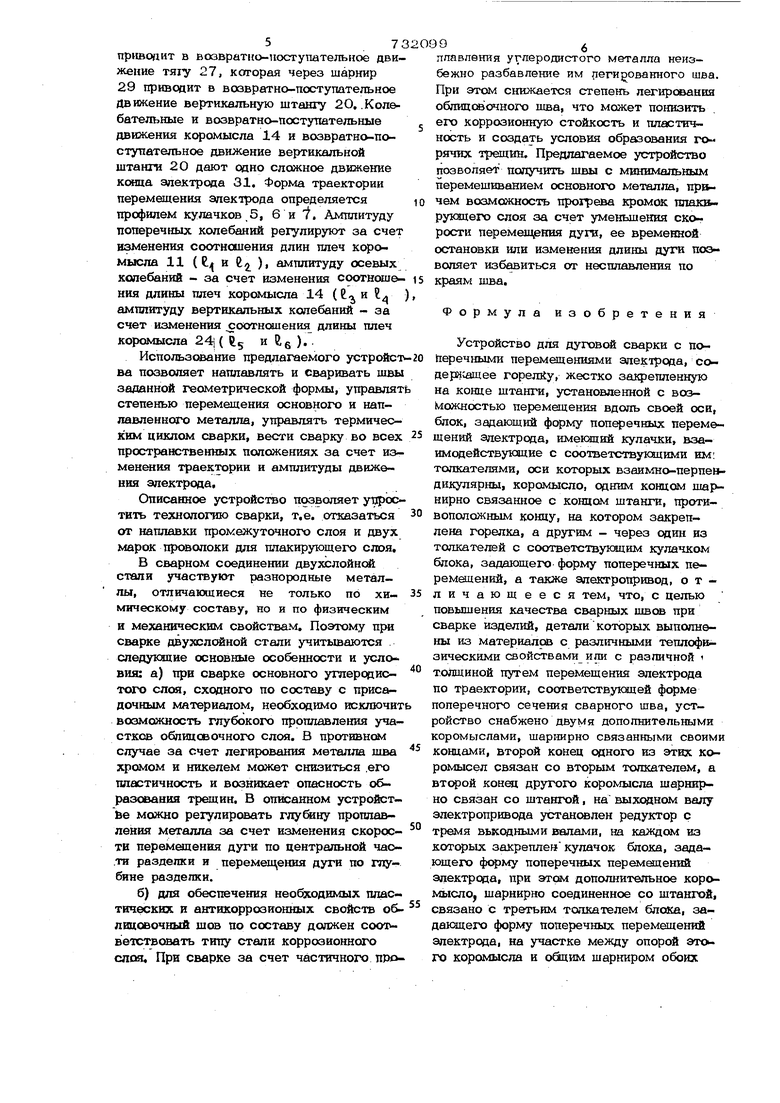
Наиболее близким по технической сущkocTH и достигаемому эффекту к описываемому изобретению является устройсугво для дуговой сварки с поперечными перемещениями электрода, обеспечивающее перемицение электрода по сложной траектории, содержащее горелку, жестко закрепленную на конце штанги, установленной с возможностью перемецения вдоль своей оси я поворота относительно неподвижной в продольном направлении оси, блок, задающий форму поперечных перемецений, имеющий кулачки, взанмодействугаиие с соответствующими им толкателями, оси которых взаимно перпендикулярны, коромысло, одним к(жаом шарнирно связанное с кс«шсом штавги, противоположным концу, на закреплена гарелка, а другим - через один из толкателей с ось ответствующим кулачком блока, задающего (Ьорму поперечных перемещений, а та«ьже электрод. Блок, задающий форму поперечных перемещений электрода.выполнен в виде двух соосных, жестко связанных кулачков, установленных на выходном валу электропривода {2 . Но известное устройство не позволяет получать перемацение электрода по траекторкн, соответствующей форме поперечного сечения сварного шва, а это не позволит получить требуемое высокое качесг во сварных соединений при сварке изделий, детали которых выполнены из материалов с различными теплофкзическими свойствами или с различной толщиной. Цель изобретения - повышение качест сварных щвов при сварке изделий, детали которых выполнены из материалов с различными теплофизическими свойствами или с различной толщиной путем перемешення апектрода по траектории, соответ т вующей тюперечвого сечення сварного шва. Для этого устройство для дуговой свар ки с поперечными: перемидешшми снабжено двумя дополнительными кopcllv ыcл&ми, шарннрно связанными своими концами, вто рой конец одного из этих коромысел связ со вторым толкателем, а второй конец друг го гюрамыслй ш нирво связан со штавго ва ыаходвом валу электропривода установлен редуктор с тремя выходными валами, ва каждом из которых закреплен кулачок блока задающего поперечвых перем&цевий электрода, при этом до потштельвое коромысло, шарвврво соёдввеквое со штавгой, связано с третьим толкателем блока, задающего форму поперечных перемещений электрода, на участ ке Между опорой этого коромысла и об штш ш виром обоих дополнительных коромысел, а штанга установлена с возможвостью; поворота относительно конца, проТИВОПОЛОЖВО1ЧЭ ковцу, на котором закреплена хюрелка. На чертеже изображена кинематическая схема устройства для дуговой сварки с перемещевиями электрода поперек и по глубине шва. Устройство для дутчюой сварки с попоперечвымв перемвцениями содержит аяекгродвигатепь 1, вал которого через муфту 2 и повижакяций реруктор 3 соед& вев с ковичееким редуктором 4, имекадим три выходвых вала. На валах редуктора 4з«1Креплены кулачки 5, 6 и 7, входящие в блок, задакяций форму поперечных перем девий электрода. Профиль кулачка 5контактирует с подпруживеввым ролико вым толкателем 8, а через опору .) скольжения и узел 1О соединения подвижно соединен с одним концом коромысiia 11, установлен 1ым на регулируемой шарнирной опоре 12, состоящей из втулки и подшипника качения и крепящейся к основанию болтами так, что при необходимости (настройке амплитуды) может перемещаться вдоль коромысла 11 к шарнирам 13 или 10, изменяя этим самым длину плеч е и li . Другой конец коромысла 11 через шарнир 13 связан с коромыслом 14.. Профиль кулачка 6 через подпружиненный рачиксвый толкатель 15, опару 16 скольжения и узел 17 соединения, состоящий из втулки, позволяющей перемещаться коро олслу 14, подшипника качения, внутреннее кольцо которого соединено с втулкой, а наружное - с толкателем 15, взаимодействует с коромыслом 14, которое установлено в регулируемом шарнире 18, а через узел 19 соединения, состоящий из втулки и шарового шарнира, связано с вертикальной щтакгой 20. . Профиль кулачка 7 через роликовый толкатель 21, опору 22 скольжения и узел 23 соединения взаимодействует с одним концом кс омысла 24, установленным в регулируемой 25, состоящей из втулки, подшипника качения и крепящейся к основанию болтами так, что при необходимости настрсАки амплитуды вертикального перемещения монсет перемещаться вдоль коромысла 24 к шарнирам 26 или 23; изменяя тем самым длину плеч В5 и &б . Другой конец коромысла 24 через шарнир 26 соединен с подпружиненной тягой 27, которая, находясь в опоре скольжения 28, через шаровой шарнир 29 соединена с вертикальной штангой 20, На последней закреплена сварочная горелка 30 с электродом 31. Устройство работает следующим образом. Вращение электродвигателя 1 через Ьоединительную муфту 2, понижакший редуктор 3 и конический редуктор 4 передается на кулачки 5,6,7. Кулачок 5 через подпружиненный роликовый толкатель 8, коромысло 11 приводит в возвратно- поступательное движение коромысло .14, Кулачок 6 через подпружиненный роликовый толкатель 15 приводит в колебательное движение коромыспо 14 с осью колебания, совпадающей с осью шарнира 18. Кулачок 7 через подпружиненный роликовый толкатель 31, коромысло 24 пр шояит в возвратно-поступательное движение тягу 27, которая через шарнир 29 приводит в воавратно-поступательное движение вертикальную штангу 20, .Колебательные и возвратно-поступательные движения коромысла 14 и возвратно-поступательное движение вертикальной штанги 2 О дают одно сложное движение коща электрода 31. Форма траектории перемещения электрода определяется профилем кулачков,5, 6 и /, Амплитуду поперечных колебаний регулируют за счет изменения соотношения длин плеч ксромысла 11 (P.;j и 2 )| амплитуду осевых колебаний - за счет изменения сротношения длины плеч коромысла 14 (& и амплитуду вертикальных колебаний - за счет изменения остнсхиения длины плеч коромысла 24 ( и lig ).. Использование предлагаемого устройст ва позволяет наплавлять и сваривать швы заданной геометрической формы, управлят степенью перемещения основного и наплавленного металла, управлять термичеоКИМ циклом сварки, вести сварку во всех пространственных положениях за счет изменения траектории и амплитуды движения электрода. Описанное устройство позволяет уяростить технолоппо сварки, т,е, отказаться от наплавки промежуточного слоя и двух марок проволоки для плакирующего слоя, В сварном соединении двухслойной стали участвуют разнородные металлы, отличающиеся не только по химическому составу, но и по физическим и механическим свойствам. Поэтому при сварке двухслскйной стали учитываются следующие основные особенности и условия: а) при сварке основного углеродистого слеш, сходного по составу с присадочным материалом, необходимо исключит возможность глубокого проплавления участков облвдов очного слоя, в противном случае за счет легирования металла шва хромом и никелем может снизиться .его пластичность и возникает опасность образования трещин. В описанном устройстЬе моашо регулировать глубину проплавления металла за счет изменения скорости перемещения дуги по центральной час.тя разделки и переме1цения дуги по глубине разделки. б) для обеспечения несводимых плас/ -- - тических и антикоррозионных свойств о&
лвцовочный шов по составу должен coai ветствовать типу стали коррозионного слоя. При сварке за счет частичного продающего форму поперечных перемещений электрода, на участке между опорой этого коромысла и ойцим шарниром обоих лпавления углеродистого металла неизбежно разбавление им легированного шва. При этом снижается степень легирс ания облицовочного шва, что может понизить его коррозионную стойкость и пластичность и создать условия образования горячих 1рещин. Предлагаемое устройство позволяет получить швы с минимальным перемешиванием основного металла, пр№чем возможность прогрева кромок плак рукщего слоя за счет уменьшения скорости переме1црния дуги, ее временной остановки или изменения длины дуги позволяет избавиться от несплавления по краям шва, Формула изобретения Устройство для дуговой сварки с пойеречными перемещениями электрода, содернсащее горелйу, жестко закрепленную на конце штанги, установленной с возКюжностью перемещения вдоль своей оси, блок, задающий форму поп ечных перемещений Электрода, имекший кулачки, взаимодействующие с соответствующими им: толкателями, оси которых взаимнсх-перпе дикулярны, коромысло, одним концом шарнирно связанное с концом штанги, противоположным концу, на котором закреплена горелка, а другим - через один из толкателей с соответствующим кулачком блока, задающего форму поперечных перемещений, а также электропривод, отличающееся тем, что, с целью повышения качества сварных швов при сварке изделий, деталикоторых выполнены из материалов с различными теплофизическнми свойствами или с различной i толщиной путем перемещения электрода по траектории, соответствующей форме поперечного сечения сварного шва, устройство снабжено двумя дополнительными коромыслами, шарнирно связанными своими концами, второй конец одного из этих коромысел связан со вторым толкателем, а конед другого коромысла шарнирно связан со штангой, на выходном валу электропривода установлен редуктор с тремя вькодными валами, ва каждом из которых закреплеи кулачок блока, задающего поперечных перемещений электрода, при этом дополнительное коромысло шарнирно соединенное со штангой. f-связано с третьим толкателем блока, за7320дополнительных коромысел, а штанга установлена с возможностью поворота носительно конца, тфотивоположного концу, иа закреплена горелка. Источники информации, . принятые во внимание при экспертизе 5 99 ,, (;8 1.; Щтен :США М 3681564, кл. 21Я-12Э, 1972. 2. Авторское свидетельство СССР по заявке N 2362320, кл. В 23 К 9/30, 1976 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки с поперечными перемещениями электрода | 1976 |
|
SU605706A1 |
| Устройство для дуговой сварки с колебаниями сварочной горелки | 1979 |
|
SU903024A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1981 |
|
SU984762A1 |
| Устройство для дуговой сварки | 1984 |
|
SU1224121A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1979 |
|
SU893453A1 |
| Устройство для дуговой сварки с поперечными колебаниями горелки | 1982 |
|
SU1038136A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
29
