Изобретение относится к сварочному производству и может быть использовано при сварке и наплавке с колебаниями сварочной горелки. Целью изобретения является обеспечение независимой регулировки амплитуды и радиуса колебаний.
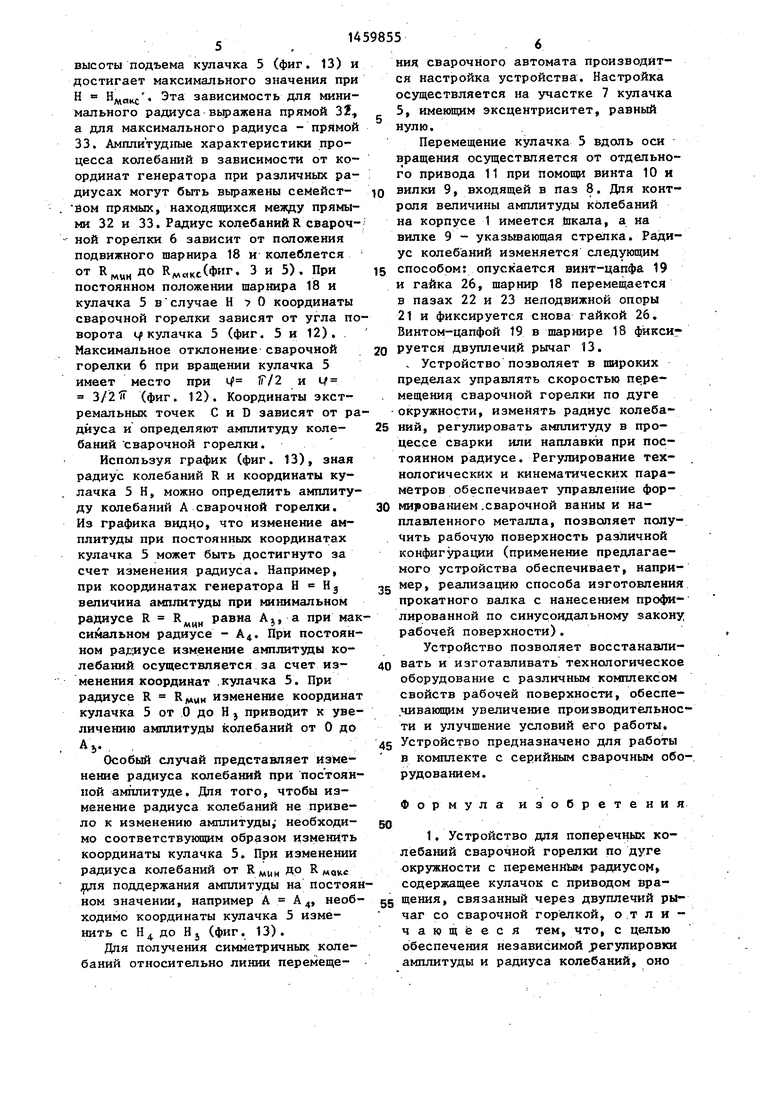
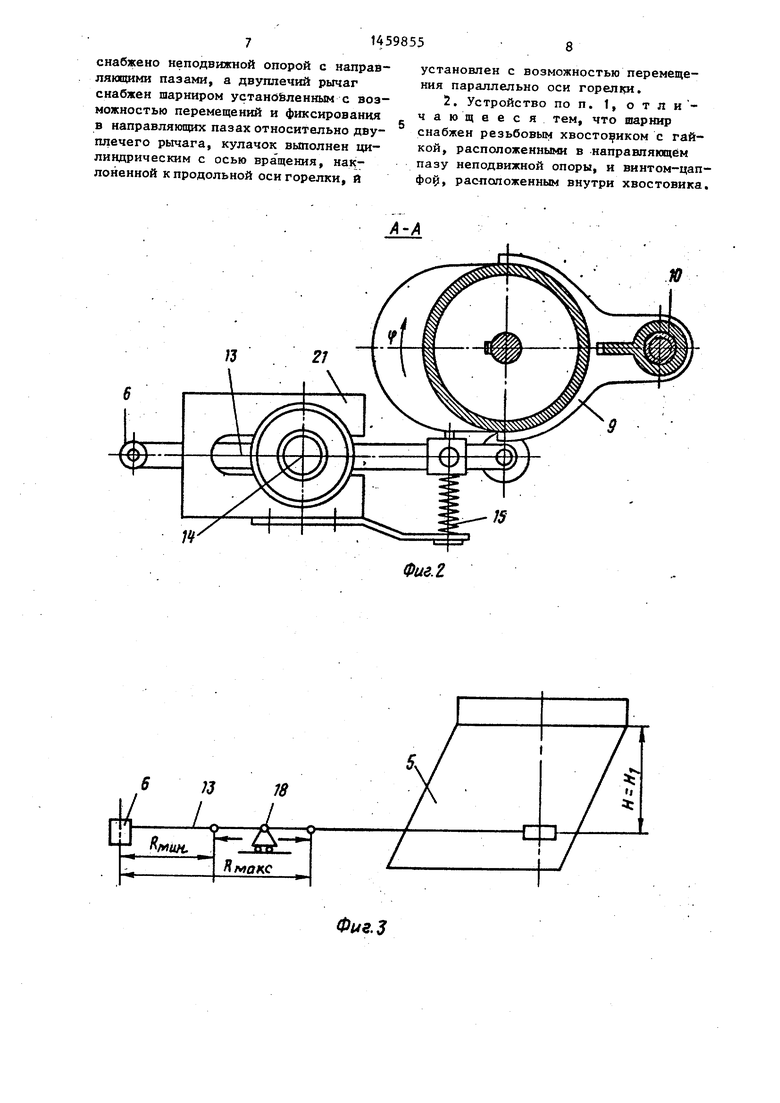
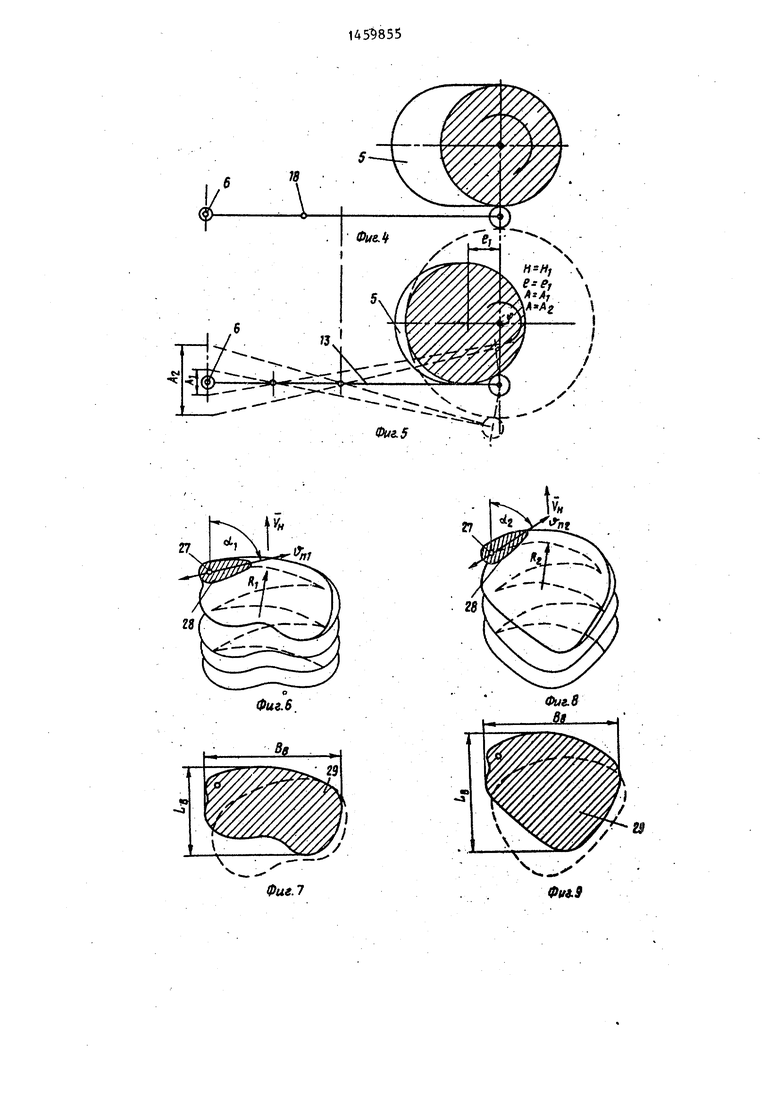
На фиг. 1 представлено устройство дня поперечных колебаний сварочной горелки, общ- .й ВИД} на фиг.. 2 - сечение А-А на фиг. 1 на фиг. 3 - схема перемещения шарнирной опоры и взаимодействия двуплечего рычага с кулачком; на фиг. А - схема взаимодействия двуплечего рычага с кулачком при отсутствии колебаний; на фиг. 5 - схема колебаний сварочной горелки при различных положениях опорного шарнира; на фиг. 6 - схема формирования сварочной ванны при движении электрода по траектории с радиусом R,; на фиг. 7 - конфигурация сварочной ванны при движении электрода по траектории с радиусом R ; на фиг. 8 - схема формирования сварочной ванны при движении электрода по траектории с радиусом R « R на фиг. 9 - конфигурация сварочной ванны при движении электрода по траектории с радиусом на фиг. 10 - сварочная ванна по фиг, 7, поперечное сечениеi на фиг. П - сварочная ван на по фиг, 9, поперечное сечение| на фиг, 12 - график зависимости амплитуды колебаний горелки от угла поворота кулачка i на фиг. 13 - график за- вис имости амплитуды колебаний горелки от перемещения кулачка вдоль оси горелки..
Устройство содержит корпус 1, в котором установлен вал 2 с приводом 3 вращения. На валу 2 по щпонке 4 посажен кулачок 5, выполненный в виде цилиндра с осью вращения, наклонной к продольной оси горелки 6. При. этом эксцентриситет кулачка 5 колебаний зaвиcиf от его положения в вертикальной плоскости. В верхней части кулачок 5 .имеет участок 7 без эксцентриситета и паз 8 для размещения вилки 9, связанной с механизмом подъема и опускания кулачка 5, состоящим из винта 10 и привода 11. Кулачок 5 контактирует своей профильной поверхностью с копирным роликом 12, предназначенным для передачи колебаний через двуплечий рычаг 13 с подвижной осью 14 вращения на сварочную горел
0
5
0
5
D
35
40
45
50
55
ку 6, Копирный ролик 12 прижимается к профильной поверхности кулачка 5 пружиной 15. Непосредственно у ко- пирного ролика 12 на двуплечем рьта- ге 13 размещена фиксирующая опора 16 с роликом 17, при помощи которых рычаг 13 опирается на основание корпуса 1, Подвижная ось 14 вращения, относительно которой совершает колебания двуплечий рычаг 13, проходит через шарнир 18, имеющий гладкое отверстие в горизонтальной плоскости для прохощ1ения двуплечего рычага 13 и отверстия с резьбой в вертикальной плоскости: верхнее для ввинчивания винта-цапфы 19, нижнее.для ввинчивания цапфы 20. Шарнир 18 фиксируется в неподвижной опоре 21, закрепленной на корпусе 1 и содержащей направляющие пазы 22 и 23. В направляющих опоры 21 посредством паза 24 расположен резьбовой хвостовик 25, который фиксируется в данном положении гайкой 26. Внутри резьбового хвостовика 25 установлен винт-цапфа 19, Направляющий паз 23 опоры 21 фиксирует цапфу 20, ввинченную в нижнюю часть шарнира 18. Горелка 6 содержит электг род 27,
Устройство работает следующим образом.
Электрод 27 подается к месту сварки (наплавки) через сварочную горелку 6. Последняя, будучи жестко закрепленной на двуплечем рычаге 13, осуществляет колебания, поворачиваясь вокруг оси 14, проходящей через . оси винтов-цапф 19 и 20. Колебания рычага 13 задаются вращающимся кулачком 5, Рычаг 13 своим контактным роликом 12 постоянно прижимается пружиной 15 к рабочей поверхности кулачка 5, Вращение кулачка осуществляется от отдельного привода 3 посредством приводного вала 2 и скользящей шпон- ки 4. Опора 16 своей массой уравновешивает массу сварочной горелки 6 при максимальном удалении от нее шарнира Т8. При повороте двуплечего ры чага 13 опора 16 перекатывается по основанию корпуса 1 контактным роликом 17. При этом амплитуда колебаний зависит от двух факторов: величины радиуса колебаний R сварочной горелки 6 и положения кулачка 5 в вертикальной плоскости, характеризуемого высотой И, Изменение амплитуды колебаний в зависимости от кулачка 5
связано с изменением его эксцентристета. На схемах (фиг. 4 и фиг. 5) показано взаимодействие двуплечего рычага 13 с кулачком 5 при различны положениях кулачка 5 и шарнира 18. Сечение рабочей, поверхности кулачка 5 (фиг. 4) заштриховано при Н 0. данном сечении осуществляется кон-. такт двуплечего рычага 13 через ко- пирный ролик 12 с образующей поверхностью кулачка 5. В этом случае эксцентриситет равен нулю (е 0) и, следовательно, вращение кулачка 5 н приводит к колебаниям двуплечего рычага 13 при любых значениях радиуса R. Сечение рабочей поверхности кулака 5 заштриховано (фиг. 5) при его подъеме на высоту Н Н.,. При таком положении кулачка 5 контакт копирно го ролика 12 двуплечего рычага 13 осуществляется с образующей кулачка 5, имеющей эксцентриситет е е , что приводит к колебаниям двуплечего рычага вокруг шарнира 18 с амплитудои, зависящей от радиуса колебаний R. Например,, при определенном значении величины подъёма кулачка 5Н Н при R амплитуда колебаний сварочной горелки равна А , (фиг. 5), а при R AI.
При движении электрода 27 по дуге окружности радиуса (фиг. 6), возникает поток в элементарном объеме жидкого металла 28, образовавшемся в ак тивной зоне плавления непосредственно под сварочной дугой и направленном в сторону, противоположную вектору скорости перемещения электрода 27, а затем образуется результирую- ,щий поток. Между вектором скорости перемещения элементарного объема металла прямой, параллельной границе проплавления основного металла, образуется угол с,(угол встречи потока с границей основного металла) . Угол о( определяет условия взаимодействия потока элементарного объема перегретого жидкого металла с твердой стенкой нерасплавленного металла и существенно влияет на формирование общего результирующего потока металла в сварочной ванне. Тепловые и гидродинамические условия в элементарном объеме жидкого металла характеризуются высокими значениями температуры и скорости движения расплавленного металла, поэтому угол встречи потока с границей основного
10
15
20
25
« h
30
0
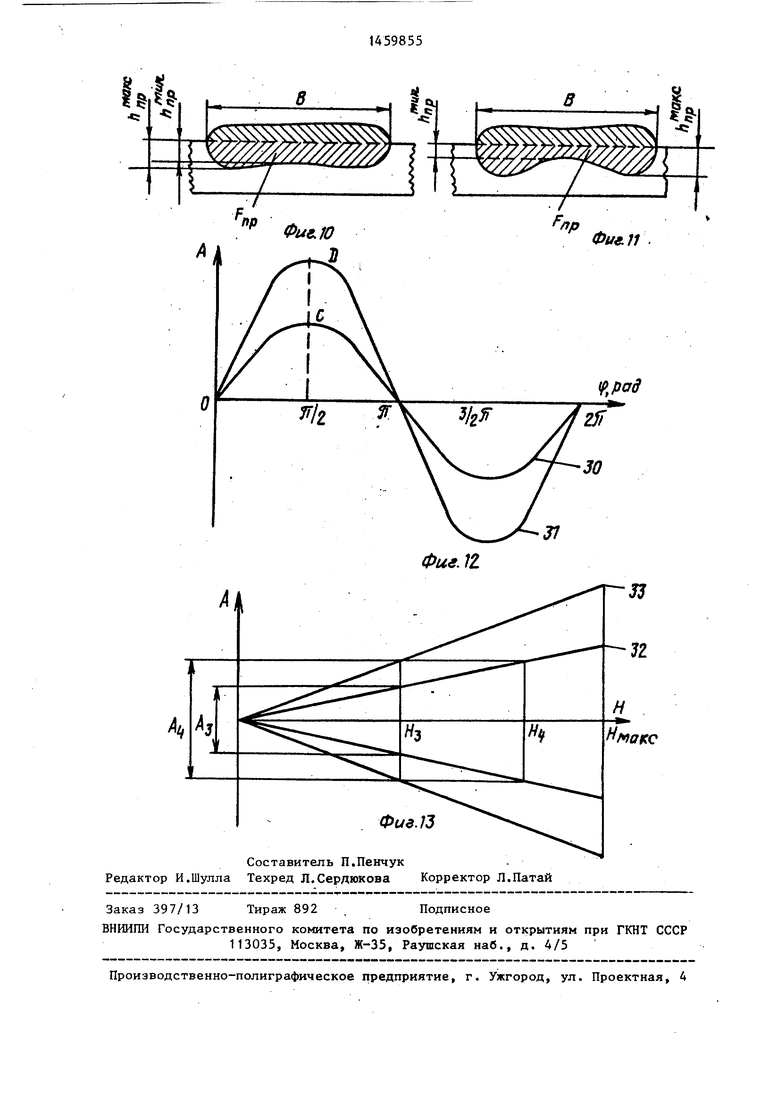
металла существенно влияет на условия теплообмена на границе сплавления и массообмена в сварочной ванне и определяет ее конфигурацию 29, а также качество формирования, состав и свойства наплавленного метал- ла. При движении электрода 27 по дуге окружности радиуса Rj(R.;. RI) угол с/ , образованный между вектором скорости перемещения элементарного объема металла г, и прямой, параллельной границе проплавления основного металла, меньше угла с, . Изменение угла о по сравнению с о{, существенно влияет на процесс взаимодействия потока в элементарном объеме жидкого металла с твердой стенкой нерасплавленного основного металла и приводит к изменению результирующего потока металла в сварочной ванне. При этом существенно изменяется конфигурация сварочной ванны (фиг. 8 и 9), Кроме того, уменьшение радиуса колебаний электрода при прочих неизменных параметрах, приводит к уменьшению ширины сварочной ванны, увеличению времени пребьшания сварочной дуги вблизи линии сплавлении (в плоскости наплавки) и изменению формы проплавления () в поперечном сечении (фиг. 10 и 11), В общем случае зона проплавления в поперечном сечении характеризуется максимальной , мин
пр и минимальной h пр глубинами проплавления. Увеличение времени пребывания дуги вблизи линии сплавления, вызванное уменьшением радиуса колебаний электрода, приводит к ухудшению стабильности проплавления в поперечном сечении, т.е. увеличению 4h
, u т. -
n np - h np . Таким образом, изме5
0
5
нение радиуса колебаний электрода при неизменных других параметрах режима приводит к изменению всех характеристик сварочной ванны и зоны проплавления, качества формирования наплавленного металла, его состав и свойств. Эффект влияния радиуса капе- баний увеличивается с увеличением амплитуды. Исходя из этого,.устройства для колебаний электрода должны обеспечивать возможность независимого регулирования в широких пределах радиуса и амплитуды колебаний электрода .
Амплитуда колебаний сварочной горелки при постоянном радиусе R имеет прямо пропорциональную зависимость от
высоты подъема кулачка 5 (фиг. 13) и достигает максимального значения при Н , Эта зависимость для минимального радиуса вьфажена прямой 3 а для максимального радиуса - прямой 33. Амплитудные характеристики процесса колебаний в зависимости от координат генератора при различных радиусах могут быть выражены семейст- floM прямых, находящихся между прямыми 32 и 33. Радиус колебанийК сварочной горелки 6 зависит от положения подвижного шарнира 18 и колеблется от К,„ до (. 3 и 3). При постоянном положении шарнира 18 и кулачка 5 в случае Н 7 О координаты сварочной горелки зависят от угла поворота « кулачка 5 (фиг. 5 и 12). Максимальное отклонение сварочной горелки 6 при вращении кулачка 5 имеет место при i Г/2 и tf З/2 Jf (фиг. 12). Координаты экстремальных точек С и D зависят от радиуса и определяют амплитуду колебаний сварочной горелки.
Исп«5льзуя график (фиг. 13), зная радиус колебаний R и координаты кулачка 5 Н, можно определить амплитуду колебаний А сварочной горелки. Из графика видио, что изменение амплитуды при постоянных координатах кулачка 5 может быть достигнуто за счет изменения радиуса. Например, при координатах генератора Н Н величина амплитуды при минимальном радиусе R R.
. равна AJ, а при максимальном радиусе - A. При постоянном радиусе изменение амплитуды колебаний осуществляется за счет изменения координат .кулачка 5. При радиусе R изменение координат кулачка 5 от О до Н j приводит к увеличению амплитуды колебаний от О до
AV
Особый случай представляет изменение радиуса колебаний при постоянной амплитуде. Для того, чтобы изменение радиуса колебаний не привело к изменению амплитуды, необходимо соответствукнцим образом изменить координаты кулачка 5. При изменении радиуса колебаний от Rд,н до R макс
1. Устройство для поперечных колебаний сварочной горелки по дуге окружности с переменным радиусом содержащее кулачок с приводом враjpia поддержания амплитуды на постоянном значении, например А А4, необ- 55 , связанный через двуплечий ры- ходимо координаты кулачка 5 изме- чаг со сварочной горелкой, о ,т л и - нить с Н до Hj (фиг. 13).чающееся тем, что, с щшью
Для получения симметричных коле-обеспечения независимой регулировки
баний относительно линии перемеще-амплитуды и радиуса колебаний, оно
ния сварочного автомата производятся настройка устройства. Настройка осуществляется на участке 7 кулачка 5, имеющим эксцентриситет, равный нулю.
Перемещение кулачка 5 вдоль оси вращения осуществляется от отдапьно- го привода 11 при помощи винта 10 и
вилки 9, входящей в паз 8. Для контроля величины амплитуды колебаний на корпусе 1 имеется Ькала, а на вилке 9 - указывающая стрелка. Радиус колебаний изменяется следующим
5 способом: опускается винт-цапфа. 19 и гайка 26, шарнир 18 перемещается в пазах 22 и 23 неподвижной опоры 21 и фиксируется снова гайкой 26. Винтом-цапфой 19 в шарнире 18 фйкси
0 РУется двуплечий рычаг 13.
V Устройство позволяет в широких пределах управлять скоростью пере- . мещенич сварочной горелки по дуге окружности, изменять радиус колеба5 НИИ, регулировать амплитуду в процессе сварки или наплавки при постоянном радиусе. Регулирование тех- . нологических и кинематических параметров обеспечивает управление фор0 мированием .сварочной ванны и наплавленного металла, позволяет получить рабочую поверхность различной кoнфигjфaции (применение предлагаемого устройства обеспечивает, напри25 мер, реализацию способа изготовления прокатного валка с нанесением профилированной по синусоидальному закону рабочей поверхности).
Устройство позволяет восстанавли40 вать и изготавливать технологическое оборудование с различным компле ксом свойств рабочей поверхности, обеспе- .чиванлцим увеличение производительности и улучшение условий его работы, 45 Устройство предназначено для работы в комплекте с серийным сварочным оборудованием.
50
Формула изобретения
1. Устройство для поперечных колебаний сварочной горелки по дуге окружности с переменным радиусом содержащее кулачок с приводом вра55 , связанный через двуплечий ры- чаг со сварочной горелкой, о ,т л и - чающееся тем, что, с щшью
снабжено неподвижной опорой с направляющими пазами, а двуплечий рычаг снабжен шарниром устанобленным с возможностью перемещений и фиксирования в направляющих пазах относительно двуплечего рычага, кулачок выполнен цилиндрическим с осью вращения, нак;- лоненной к продольной оси горелки, и
8
установлен с возможностью перемещения параллельно оси горелки,
2. Устройство по п. 1, о т л и - чающееся тем, что шарнир снабжен резьбовым хвостовиком с гайкой, расположенными в направляющем пазу неподвижной опоры, и винтом-цап- Фоу, расположенным внутри хвостовика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Наплавочная головка | 1988 |
|
SU1613268A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1982 |
|
SU1031698A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| Устройство для дуговой сварки с поперечными перемещениями электрода | 1977 |
|
SU732099A1 |
| Кулачок для механизма колебания сварочной горелки | 1976 |
|
SU677847A1 |
| Устройство для сварки с колебаниями сварочной горелки | 1981 |
|
SU1030122A2 |
| Устройство для дуговой сварки с поперечными перемещениями электрода | 1976 |
|
SU605706A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| СПОСОБ ДУГОВОЙ ОБРАБОТКИ | 1984 |
|
RU1302560C |
Изобретение относится к сварке и наплавке и может быть использовано в сварочных автоматах для поперечных колебаний сварочной горелки. Цель - обеспечение независимой регулировки амплитуды и радиуса колебаний. Устройство содержит приводы 3 и , 11 для вращения и перемещения кулачка 5 с изменяющимся эксцентриситетом вдоль оси, параллельной оси горелки. Устройство снабжено шарниром 18, выполненным с возможностью перемещения вдоль двуплечего рычага 13. Шарнир 18 перемещается в пазах неподвижной опоры. Устройство позволяет регулировать скорость перемещения горелки по дуге окружности, изменять радиус колебаний, регулировать амплитуду колебаний в процессе сварки. 1 з,п. ф-лы, 13 ил. (Л ел 00 ел ел 17
It
X
J8
Фиг.З
А-А
Ю
Фие.2
27
Фиг.6
Фиг.7
Фиг. 5
/ -
-
Ф1И.9
Составитель П.Пенчук Редактор И.Шулла Техред Л.Сердюкова Корректор Л.Патай
Заказ 397/13 Тираж 892 , Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
л
Фи. 1Z
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНЫХ КОЛЕБАНИЙ СВАРОЧНОЙ ГОРЕЛКИ | 1970 |
|
SU419337A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
