И:н б ре те II не относится к г.пярке, в частности к устройстрлм для сварки не плавящимся электродом с подпчей нрис.чдочной проволоки, и может naiiTii применение в любой отрасли народного хозяйства при аитоматизации сварочных продессов.
Целью изобретения являются повышение качества сварки путем обеспече- чия синхронного поперечного колебания г орелки и мундштука и автоном- ного колебания горелки относительно мундштука, а также повышение производительности труда при сварке соединений больших толщин путем обеспечения однопроходной сварки.
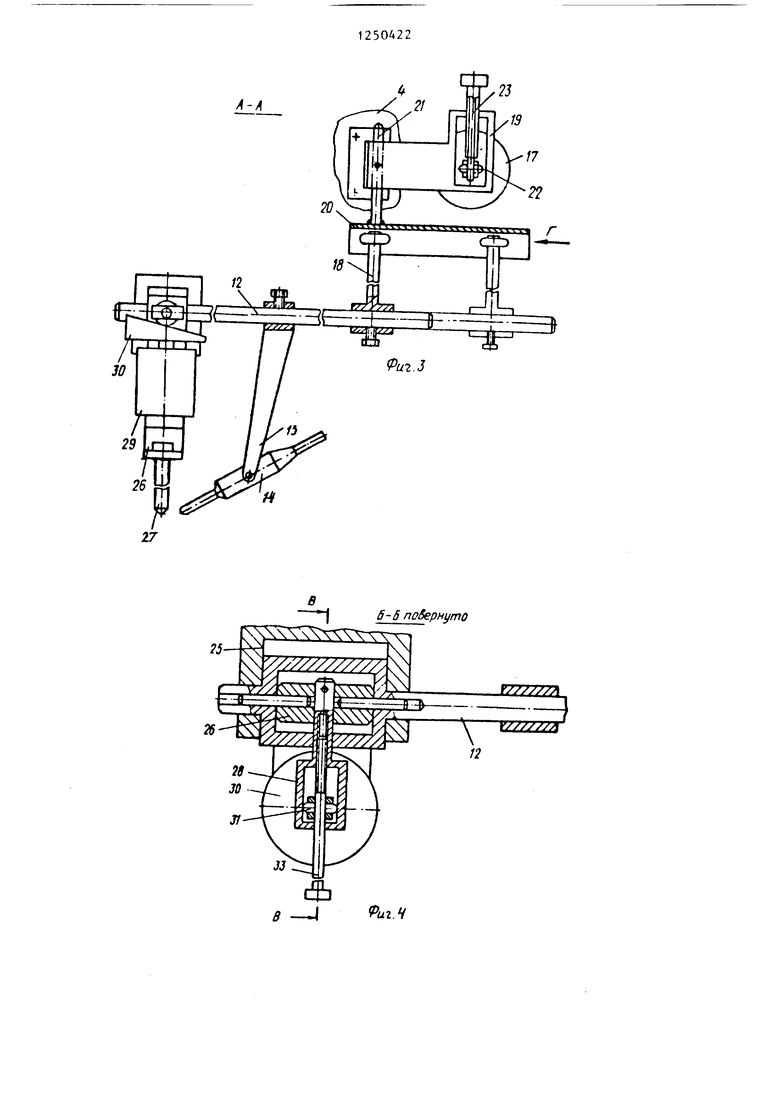
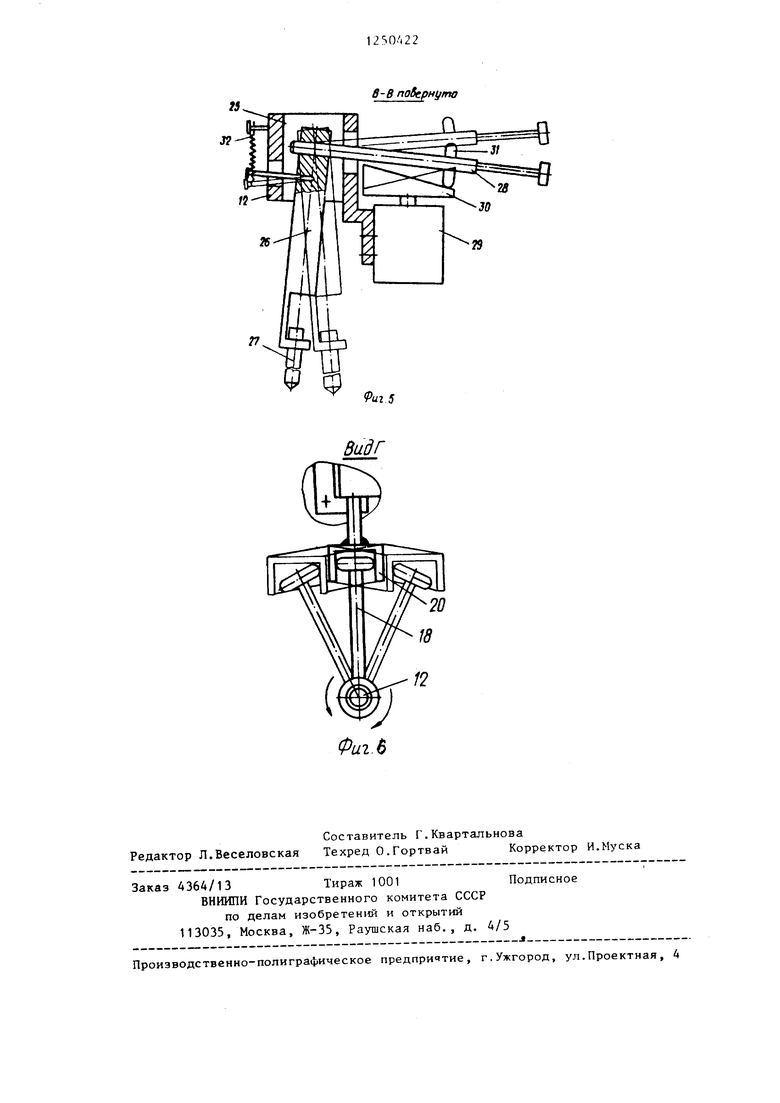
На ())иг. 1 представлено устройство вид в плане; на фиг. 2 - то же, общий вид; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 4; на фиг. 6 - вид Г на фиг. 3.
Устройство содержит механизм 1 шагового перемещения, ко.ппус 2 с направляющей 3 и рычагом 4.
На корпусе установлен механизм 5 слежения. Каретка 6, механизм 7 изменения амплитуды с конечными выключениями 8 и 9, механизм 10 поперечных колебания и механизм 11 подачи присадочной проволоки установлены на рычаге 4 (фиг. 2).
На приводном валу 12 каретки, установленной с возможностью возвратно-поступательного перемещения закреплены с возможностью регулировки кронштейн 13 с мундштуком 14 для подачи присадочной проволоки.
Механизм 7 регулирования амплитуды снабжен ходовым винтом 15, взаимодействующим с гайкой 16 каретки 6.
Механизм 10 поперзчных колебаний выполнен с профильным кулачком 17 и толкателем 18, жестко закрепленным на приводном валу 12, кулачок 17 и толкатель 18 взимодействуют между собой через коромысло 19 и рамку 20.
Последние установлены в одной плоскости и жестко соединены в торце стержнем 21, который закреплен на рычаге 4 с возможностью поворота. При этом на коромысле 19 смонтирован ролик 22, который регулируется винтом 23 и контактирует с кулачком 17. Рамка 20 имеет сечение швеллера. Толкатель 18 установлен в контакте с рамкой 20.
Приподной нал 12 и толкатель 18 кинематически замкнуты с роликом 22 и кулачком 17 погредством пружины 24 (см. фиг. 2).
5 Приводной вал 12 выполнен с призматическим пазом 25, в котором шар- нирно установлена траверса 26 с горелкой 27 (фиг.4 и 5). Последние установлены соосно.
В траверсе 26 перпендикулярно горелке 27 жестко закреплен роликовый поводок 28.
Приводной вал 12 снабжен электроприводом 29 и профильным кулачком 30, 5 который контактирует с роликом 31 , смонтированн1.1м на поводке 28.
Траверса 26 кинематически замкнута с приводным валом 12 и роликом 31 усилием пружины 32. Винт 33 регулиру- 20 ет положение ролика 31.
Устройство работает следующим образом.
Перед запуском на рабочий режим устройство проходит предварительную настрояку.
С помощью механизма 5 слежения механизм 7 с рычагом 4 по направляющей 3 опускаются, горелка 27 устанавливается в корне разделки. При 30 этом каретка 6 отводится в крайнее положение, которое фиксируется конечным выключателем В (фиг. 2).
25
Толкатель 18 механизма 10 поперечных колебаний устанавливается на оси стержня 21, т.е. на оси вращения коромысла 19 и рамки 20 (фиг. 3). Это положение толкателя 18 соответствует нулевой амплитуде в корне разделки.
Регулируя мундштук 14, устанавливают присадочную проволоку под электрод горелки 27. С помощью механизма 7 регулирования амплитуды выводят горелку 27 и мундштук 14 на периферию
разделки. Регулировочным винтом 23 устанавливают ролик 22 на диаметральной оси профильного кулачка 17 в положение, соответствующее амплитуде колебаний горелки и мундштука от кромки к кромке, и фиксируют это положе
ние конечным выключателем 9.
Таким образом задаются параметры траектории колебаний электрода с присадочной проволокой от корня шва к периферии разделки и обратно для автоматического режима.
С помощью механизма 7 регулирования амш1итуды во яиращают горелку 27
и мундштук 14 в исходное положение, т.е. к корню шва.
С помощью винта 33 устанавливают ролик 31 на диаметральной оси кулачка 30 в положение, соответствующее заданному отклонению горелки при автономном ее колебании. На этом предварительная настройка устройства заканчивается.
, Для запуска устройства зажигают дугу и после нескольких секунд подогрева включают механизм 11 подачи присадочной проволоки, механизм 7 регулирования амплитуды, механизм 10 поперечных колебаний и электропривод 29 автономных колебаний горелки. I
При включении механизма 10 поперечных колебаний профильный кулачок 17, вращаясь, контактирует с роликом 22, при этом коромысло 19, рамка 20 и толкатель 18 отклоняются. Толкатель 18 поворачивает на соответствующий угол приводной вал 12, который сообщает синхронные колебания траверсе 26 с горелкой 27 и крон- щтейну 13 с мундштуком 14.
Таким образом, электрод горелки 27 и присадочная проволока мундштука 15 совершают синхронное колебание.
Возврат приводного вала 12 осуществляет пружина 24.
При включении механизма 7 регулирования амплитуды ходовой винт 15 взаимодействуете гайкой 17 каретки 6.
При этом происходит перемещение каретки 6 с приводным валом 12. Вместе с последним перемещаются горелка 27, мундштук 14 и толкатель 18. При этом толкатель 18 перемещается вдоль отклоняющейся рамки 20. Отклонения толкателя 18 с приводным валом 12 увеличиваются, соответственно увеличивается амплитуда синхронного колебания горелки и мундштука.
Дойдя до конечного выключателя 9, каретка 6 с приводным валом 12 перемещается в обратном направлении, соответственно, толкатель 18 возвращается вдоль рамки 20 в исходное положение, и амплитуда синхронного колебания горелки 27 и мундп ука 14 уменьшается, т.е. одновременно с получением синхронного колебания горелки и мундштука происходит плавное изме- нение амплитуды колебания.
При контакте каретки 6 с конечными выключателями 8 и 9 последние
5
10
20
5
подают управляющий сигнал на запуск механизма 1, который обеспечивает шаговое перемещение горелки и мундштука вдоль шва на величину, равную толщине наплавляемого слоя металла.
В конечном итоге устройство обеспечивает выполнение однопроходной сварки в любых пространственных положениях при синхронном движении неплавящегося электрода и мундштука с присадочной проволокой.
При включении электропривода 29 вращается профилын)1й кулачок 30, взаимодействующий с ним ролик 31 от- 15 клоняет поводок 28, который передает траверсе 26 с горелкой 27 автономные симметричные колебания относительно присадочной проволоки. Усилие пружины 32 обеспечивает постоянный контакт ролика 31 поводка 28 с профильным кулачком 30. В результате горелка 27 получает сложное колебание, склллывающееся из совместного синхронного плавно изменяющегося колебания с мундштуком и собственного автономного маятникового колебания.
Таким образом, снабжение устройства кареткой с зак ершенным в ней приводным валом, установка каретки с возможностью возвратно-пгступатель- ного перемещения и соединение вала с горелкой и мундштуком позволяют обеспечить синхронное перемещение последних вместе с приводным валом.
Снабжение механизма поперечных колебаний профильным кулачком и жестко закрепленным на приводном валу толкателем, взаимодействующими между собой через рамку и коромысло с регулируемым роликом, контактирующим с кулачком, жесткая связь коромысла и рамки между собой, установка их в одной плоскости с возможностью поворота, а также кинематическое замыкание приводного вала и толкателя с роликом и кулачком посредством пружины позволяют обеспечить реверсивный поворот приводного вала и синхронное колебание горелки и мундштука с присадочной проволокой.
Снабжение устройства механизмом регулирования амплитуды с ограничивающими ход каретки конечными выключателями позволяет осуществить взаимодействие ходового винта этого механизма с гайкой каретки, т.е. получить возвратно-поступа- ельное движение каретки с приводным валом, а так0
5
0
же перемещение вместе г палом горелки, мундштука и толкателя. При этом возможность толкателя перемещаться вдоль отклоняющейся рамки позволяет увеличить или уменьшить амплитуды синхронного колебания горелки и /мундштука, т.е. получить плавное Изменение амплитуды колебания по ши- рйн.ё разделки щва от корня к раскрытию И обратно.
Снабжение устройства механизмом шагового перемеи1ения позволяет перемещать исполнительные органы устройства вдоль стыка на заданный шаг, опредеяемьт толщиной наплавленного слоя металла.
В результате приме-нение устройства позволяет получить однопроходную сварку разделки и сопутствующий автоподогрев кромок для последующего наплавляемого слоя.
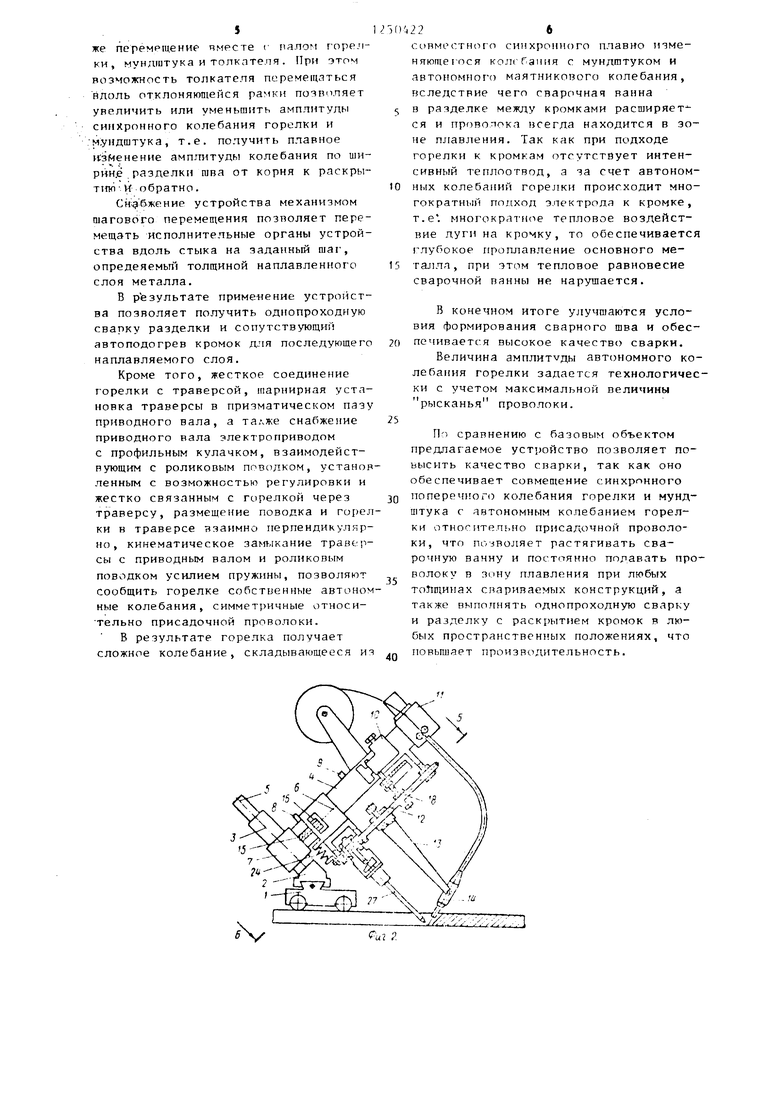
Кроме того, жесткое соединение горелки с траверсой, шарнирная установка траверсы в призматическом пазу приводного вала, а талже снабжение приводного вала электроприводом с профильным кулачком, взаимодействующим с роликовым поводком, установ ленным с возможностью регулировки и жестко связанным с горелкой через траверсу, размещение поводка и го1)ел ки в траверсе взаимно перпендикулярно, кинематическое зам -лкание траверсы с приводным валом и роликовым поводком усилием пружины, позво:тяют сообщить горелке собственные автоном ные колебания, симметричные относи- тельно присадочной проволоки.
В результате горелка получает сложное колебание, складывающееся и
ЗГ)
совместного синхронного плавно изменяющегося колгбамия с мундштуком и автономного маятникового колебания, вследствие чего сварочная ванна 5 в разделке между кромками расщиряет ся и проволока всегда находится в зоне плавления. Так как при подходе горелки к кромкам отсутствует интенсивный теплоотвод, а за счет автоном10 ных колебаний горелки происходит многократный подход электрода к кромке, т.е . многократкое тепловое воздействие дуги на кромку, то обеспечивается глубокое проплавление основного ме15 талла, при этом тепловое равновесие сварочной вянны не нарущается.
В конечном итоге улучшаются условия формирования сварного щва и обес
печивается высокое качество сварки.
Величина aмплитvды автономного колебания горелки задается технологически с учетом максимальной величины рысканья проволоки.
.-1 сравнению с базовым объектом предлагаемое устройство позволяет повысить качество сварки, так как оно обеспечивает совмещение синхронного поперечного колебания горелки и мундштука с автономным колебанием горелки относительно присадочной проволоки, что по зволяет растягивать сварочную ванну и постоянно подавать проволоку в зону плавления при любых толщинах спариваемых конструкций, а также выполнять однопроходную сварку и разделку с раскрытием кромок в любых пространствен1 ых положениях, что гговьш ает производительность.
i/2;
23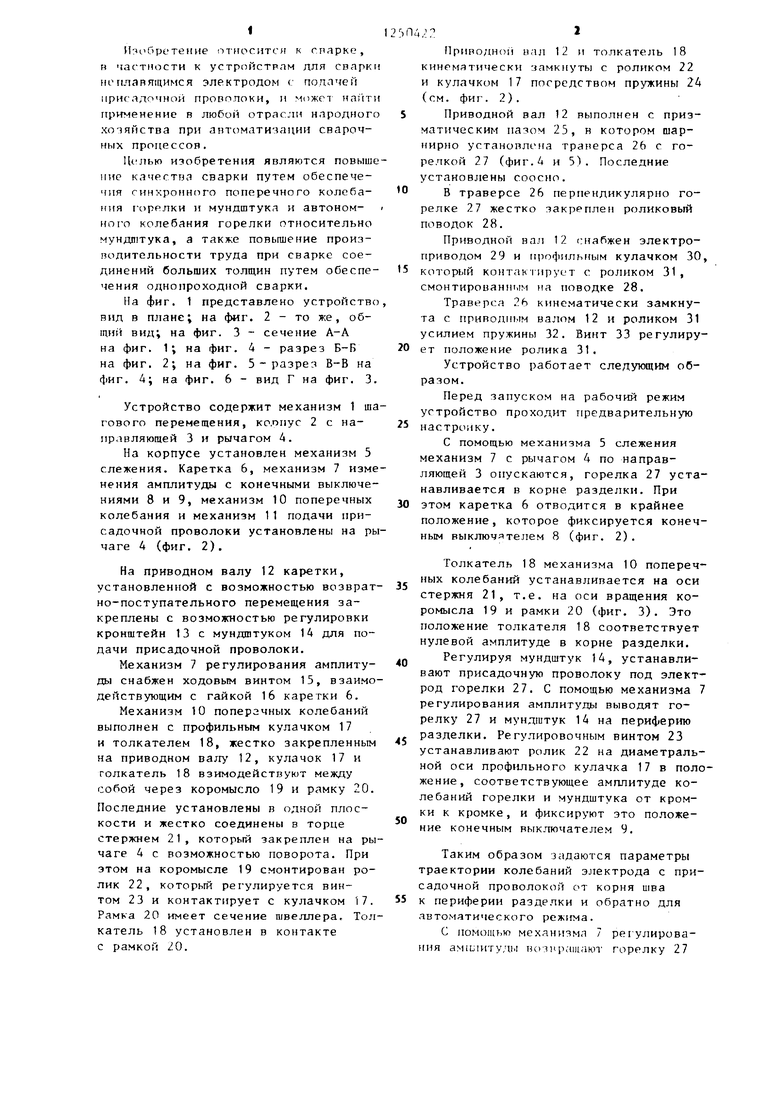

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1987 |
|
SU1459854A1 |
| Устройство для дуговой сварки | 1984 |
|
SU1224121A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для дуговой сварки | 1987 |
|
SU1454604A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Способ электродуговой вертикальной сварки и устройство для его осуществления | 1984 |
|
SU1219292A1 |
| Устройство для автоматической однопроходной сварки тавровых соединений | 1983 |
|
SU1123820A1 |
| АВТОМАТ ДЛЯ СВАРКИ | 1970 |
|
SU278920A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU380412A1 |

6-6 повернуто
п
Риг.Н
в-В паб рнуто
12
| Патент США № 3835286, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1982 |
|
SU1031698A1 |
| ДЖИНО-ПРЯДИЛЬНАЯ МАШИНА | 1920 |
|
SU296A1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1018833A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
