1
Изобретение относится к электрохимической обработке металлов.
Известен способ размерной электрохимической обработки с периодическим подводом электрода-инструмента до касания с деталью и последующим отводом на заданный межэлектродный зазор.
Недостатком этого способа является то, что в момент касания электродов (при ош,упывании) за счет остаточного палряжения на поверхности анода образуется окисная пленка, которая тормозит пропесс анодного растворения.
Предлагаемый сиособ отличается от известного тем, что в период подвода и отвода электрода-инструмента в межэлектродный зазор подают сухой, подогретый до 35-40°С, газ под давлением 8-12 атм.
Этим исключается возможность образования в момеит ощуиывания на поверхности детали дополпительного слоя окисной пленки.
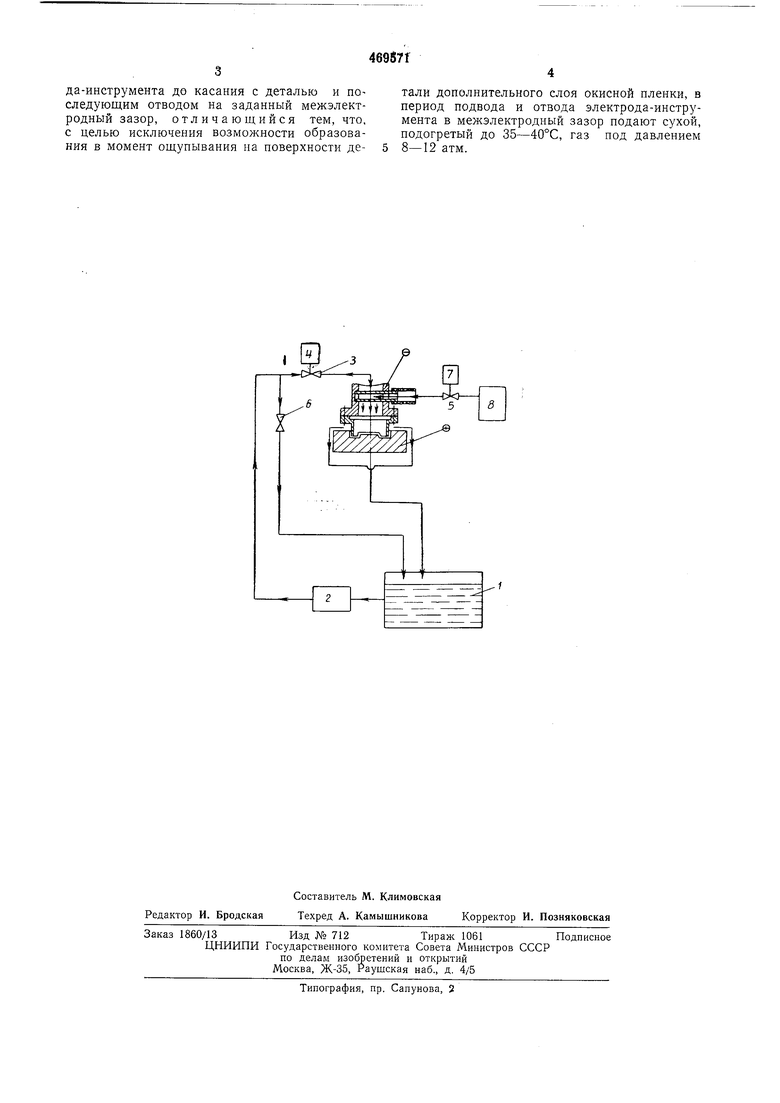
Схема, поясняющая предлагаемый способ, представлена на чертеже.
Она включает бак 1 для электролита, насос 2 для подачи электролита с вентилем 3, открытие и закрытие которого ,ествляется приводом 4.
Воздушный вентиль 5 связан с источником импульсного тока.
Схема содержнт также предохранительный клапан 6, привод 7, резервуар 8 для подогретого газа.
Способ обработки осуществляется следующим образом.
Электролит 113 бака 1 подается в зону обработки насосом 2 через вентиль 3.
В момент окончания рабочей подачи отключается источник питания и нодается сигнал на закрытие вентиля 3. Электролит через клапаи 6, настроенный на онределенное давление, сбрасывается в бак 1. Одновременно подается сигнал на привод 7, посредством которого открываются вентиль 5 и клапан 6. В рабочий зазор во время подвода электрода-инструмепта до касания с анодом-деталью н отвода на зазор нод давленнем нодается подогретый таз из резервуара 8, Из рабочего зазора в момент удаления электролита выносятся н нродукты электрохнмической реакиии.
В результате этого при соприкосновении электродов не происходит образование окисной пленки на иоверхности аиода.
Предмет изобретения
Способ электрохимической размерной обработки с периодическим иодводом электрода-инструмента до касания с деталью и последующим отводом на заданный межэлектродный зазор, отличающийся тем, что, с целью исключения возможности образования в момент ощупывания на поверхности детали дополнительного слоя окисной пленки, в период подвода и отвода электрода-инструмента в межэлектродный зазор подают сухой, подогретый до 35-40°С, газ под давлением 8-12 атм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ размерной электрохимической обработки изделий из металла | 1981 |
|
SU1006143A1 |
| Способ высокоточной непрерывной импульсно-циклической размерной электрохимической обработки деталей осциллирующим электродом | 2020 |
|
RU2747436C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2188103C1 |
| Способ биполярной резмерной электрохимической обработки | 1976 |
|
SU673412A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2306211C1 |
| Станок для импульсной электрохимической размерной обработки | 1981 |
|
SU1093455A1 |
| Способ размерной электрохимической обработки | 1987 |
|
SU1484505A1 |
| Устройство для электрохимической копировально-прошивочной обработки | 1972 |
|
SU485851A1 |
| СПОСОБ АНОДНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2014 |
|
RU2588953C1 |
| УСТРОЙСТВО для РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ | 1973 |
|
SU367997A1 |