Стеклянные трубы, выработанные на машине вертикального вытягивания при температуре выше 600°, выходят из машины с температурой 150-200° и затем направляются в печь для отжига. Перегружатели стеклянных труб с машины вертикального вытягивания на ленточный транспортер для подачи на отжиг известны. Однако при транспортировании горячих труб от машины до отжигательной печи они часто разрушаются под действием сквозняков и от соприкосновения с холодными предметами, что снижает выход годной продукции. Уцелевшие же трубы охлаждаются за время транспортирования и снова подлежат разогреву в отжигательной печи с температурным перепадом в 500-520°, что приводит к понижению выхода годной продукции и к излишнему расходованию топлива для повторного нагревания стеклянной трубы для отжига.
Описываемый перегружатель свободен от указанных недостатков благодаря тому, что он выполнен в виде поворотной от штока пневматического цилиндра рамы, несущей створчатые пневматические зажимы. Перегружатель, монтированный над шахтой машины в теплоизолированной
камере, предназначен снимать отрезанную горячую трубу с машины и укладывать ее на движущийся под печи для отжига.
В этом случае при правильно подобранном температурном режиме в шахте машины стеклянная труба, поступаюш,ая в печь для отжига, требует весьма незначительного подогрева.
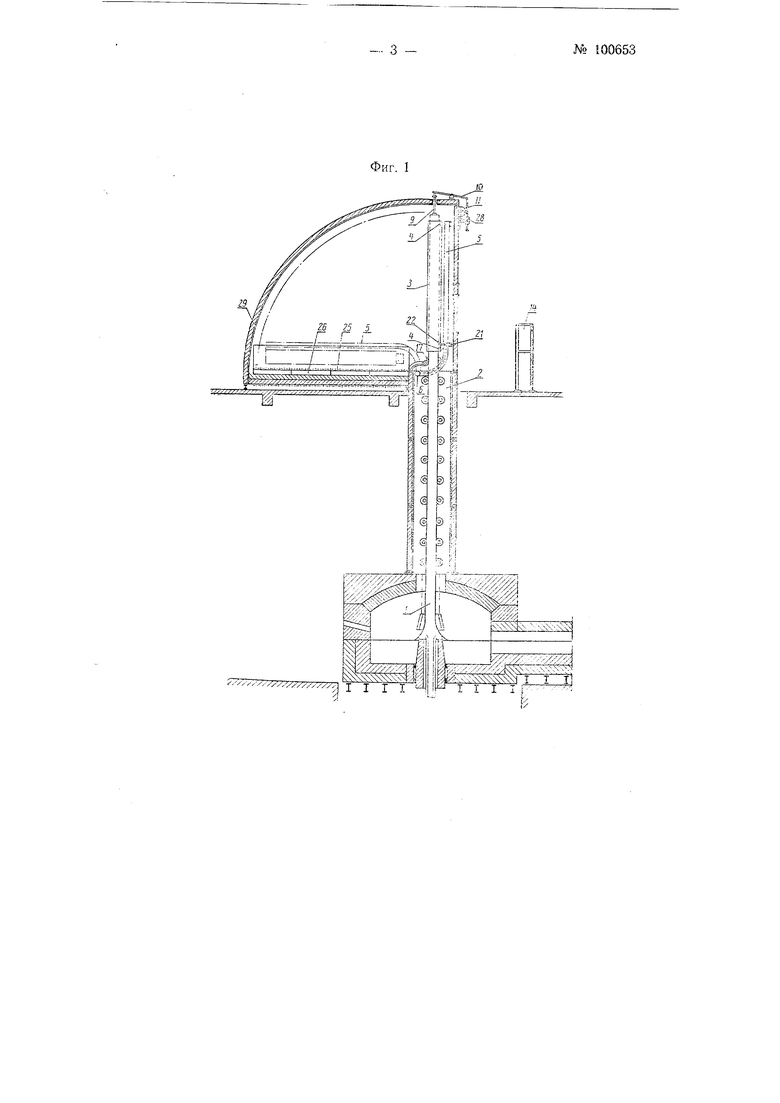
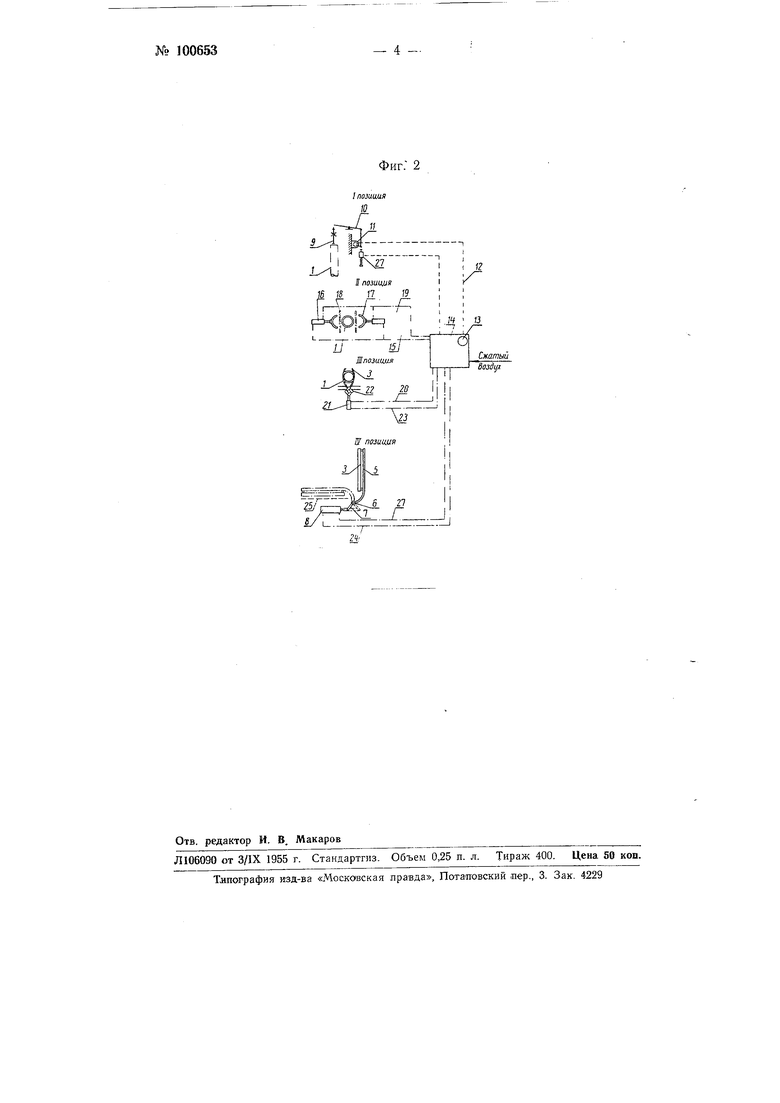
На фиг. 1 изображена установка для производства стеклянных труб машиной вертикального вытягивания с предлагаемым перегружателем трубы; на фиг. 2 - схема работы установки в различных позициях.
Вытягиваемый ствол 1 стеклянной трубы выше машины 2 входит в зажимы 3, асбестированные с внутренней стороны. Зажимы соединены петлями 4 с жесткой рамой 5, кото-, рая смонтирована на валу 6. Вал в свою очередь соединен за пределами кожуха всей установки через рычажную систему 7 с поршнем пневматического цилиндра 8 (позиция /V на фиг. 2). Вытянутый до определенного размера ствол трубы своим торцом поджимает ограничитель 9 и через рычажную систему Ю включает двухполюсный барабанный рубильник //, который замыкает электрическую цепь 12 включающую электродвигатель 13 золотникового синхронизатора 14 (позиции / и // на фиг. 2). Синхронизатор, получивший импульс от ограничителя 9, последовательно по заданным позициям через специальный набор шестеренчатого привода включает золотники и распределяет сжатый воздух к рабочим цилиндрам. Вначале подается воздух по трубопроводу /5 к цилиндрам 16, укрепленным вне кожуха машины (позиция //). На штоках цилиндров закреплены шаблоны 17, которые подрезают ствол трубы. Шаблоны в нерабочем положении находятся за заслонками 18 в своих кожухах. Следующим положение.м ЗОЛОТН1ПО подается воздух по трубопроводу 19 в противоположный конец цилиндра 16, и шаблоны занимают исходное положение. Одновременно через золотник воздух вьшускается нз цилиндра по тр} бопровоДУ 15.
С возвратом шаблонов в исходное положение происходит зажим отрезанного конца трубы (позиция ///). Сжатый воздух по трубопроводу 20 и через полый вал 6 (с левой стороны) подается в цилиндр 21. Шток цилнндра через систему рычагов 22 сближает зажимы 3, которые зажимают трубу. В момент подачи воздуха в цилиндр через трубопровод 20 производится выпуск воздуха но трубопроводу 23 н полому валу 6 (с правой стороны).
Как только труба будет зажата, включается подача сжатого воздуха в цилиндр 8 по трубопроводу 24, и рама 5 наклоняется на ЭО, производя отломку трубы (пунктир IV позиции).
После того, как рама с трубой примет горизонтальное ноложенне, в цилиидр 21 нодается воз;1;ух по трубопроводу 23, а выпускается он но трубонроводу 20 (позиция ///). Этим самыл достигается развод зажимов 3 и стеклянная труба укладывается на сетку 25 отжигательного конвейера 26. Возврат рамы в первоначальное полол ;ение осуществляется подачей воздуха по трубонроводу 27 в цнлнндр 8 н выпуском воздуха по трубопроводу 24.
Последняя операция н зизода золотникового синхронизатора сводится к выключению рубильника 11 и остановке двигателя 13 при помощи электромагнита 28. Этот магнит включается на мгновение только для того, чтобы перевести рычажную систему 10 и установить рубильник в исходное положение.
Перегружатель находится в общей с печью для отжига камере, перекрытой теплоизолированным сводом 29.
Предмет изобретения 1. Перегружатель стеклянных труб с машины вертикального вытягивания на ленточный транспортер, о тличающийся тем, что он выполнен в виде новоротной от штока ннев.матического цнлиндра рамы, несущей створчатые нневматнческие зажимы.
2. Форма выполнения нерегружателя по пункту 1, отличающаяся тем, что, с целью сохранения физического тепла горячих труб нри }кладке их неносредственно на движущийся под печи для отжига труб, например, на ленточный транспортер, перегрзжатель заключен в теплоизолированную камеру.
-№ 1S Л 19
позиции 

| название | год | авторы | номер документа |
|---|---|---|---|
| Перегружатель труб | 1952 |
|
SU101862A1 |
| Устройство для изготовления полуцилиндрических теплоизоляционных изделий | 1952 |
|
SU97561A1 |
| ИЗГОТОВЛЕНИЯ полых СТЕКЛОИЗДЕЛИЙ | 1968 |
|
SU219757A1 |
| Переставитель стеклоизделий | 1956 |
|
SU109898A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| УСТРОЙСТВО для ЗАГРУЗКИ ШТУЧНЫХ СТЕКЛОИЗДЕЛИЙ | 1968 |
|
SU211756A1 |
| ПОТОЧНАЯ ЛИНИЯ для ПРОИЗВОДСТВА СТЕКЛЯННЫХ ТРУБ | 1971 |
|
SU303291A1 |
| Передвижной консольный кран | 1961 |
|
SU143528A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ СТЕКЛОИЗДЕЛИЙ | 1992 |
|
RU2024443C1 |
| ПРИВОД ДЛЯ БЕСКОНЕЧНОГО ТРАНСПОРТЕРА | 1935 |
|
SU47228A1 |