да
сл ел
Изобретение относится к электрохимической обработке мeтaллoв, в частности к электрохимикомеуаничес:кому полированию прецизионных сплавов, и может быть использовано в радиотехнической, приборостроительной и других отраслях промышленности при изготовлении чувствительных элементов датчиковой аппаратуры, зеркал ,коллиматорных систем и т.д.
Известен раствор для электрохимикомеханического полирования (ЭХМП) металлов, содержащий тартрат и нитрат натрия, окись хрома и глицерин. Этот-раствор предназначен для обработки алюминия и его сплавов и обеспечивает получение 12 класса чистоты полируемой поверхности при степени ее шероховатости 1-2 мкм Cl.
Однако этот раствор не пригоден для обработки стальных изделий из прецизионных сплавов.
Наиболее близким к изобретению по технической сущности является раствор для электрохимикомеханического полирования стали, содержащий натрий фосфорнокислый двузамещенный и абразивный материал-окись хрома. Раствор содержит также сегнётову соль (10-15 г/л), которая является его основой. Процесс ЭХМП нержавеющей стали типа 1Х18Н9Т в этом растворе обеспечивает получение поверхности с величиной шероховатости R 0,06-0,08 ( 13-14) 23.
Недостатком известного раствора является то, что при обработке , сталей более сложного состава, каким являются прецизионные сплавы, например ЗбНХТЮ, ЗОНГХТЮМ, 36НХТЮМ, содержащие наряду с железом, никелем и хромом молибден и марганец, качество поверхности ухудшается изза растравливания, которое объясняется большой разнородностью прецизионных сплавов - в состав входит б и более компонентов, отличающи-хся своими химическими и электрохимическими свойствами, а следовательно, и скоростями растворения при одном и том же анодном потенциале.
Целью изобретения является повышение класса чистоты поверхности . прецизионных сплавов и работоспособ ности раствора.
Поставленная цель достигается тем, что раствор, содержащий натрий фосфорнокислый двузамещенный и окис хрома, дополнительно содержит буру, аэросил и глицерин при следующем соотношении компонентов, г/л:
Натрий фосфорнокислый двузамещенный5-50
Окись хрома60-100
Бура5-10
30-50
Лэросил
Глицерин. 10-20
Рабочая температура раствора 20-35°С, анодная плотность тока 0,2-0,5 А/см, напряжение 10-16 В, ,0-8,0.
Процесс ЭХМП с помощью предлагаемого раствора осуществляют следующим образом.
В зону обработки между детальюанодом и электродом-инструментом, являющимся катодом, подают раствор со взвешенными в нем частицами абразивного порошка. На катод-инструмент устанавливают диэлектрическую прокладку (капроновое сито, синтетическую замшу), обеспечивающую электродный зазор. Катод и анод совершают вращательное движение. За счет смещения их осей вращения на обрабатываемой поверхности не наблюдается направленности. Удельное усилие прижима детали к полировальнику 0,050,1 .
Введение глицерина значительно улучшает качество обработки, что объясняется его поверхностно-активными свойствами - задерживаясь во впадинах, глицерин затрудняет в них растворение компонентов сплава, предотвращая растравливание. Наиболее эффективным является действие глицерина в пределах концентрации 1020 г/л.
Влияние аэросила на процесс ЭХМП проявляется в том, что его частички, образуя коллоидный раствор и обладая отрицательным зарядом, под действием электростатического поля устремляются к аноду (обрабатываемая деталь), увлекая за собой окись хрома и адсорбируясь на поверхности.
Таким образом, во впадинах электрохимическое растворение замедляется (за. счет экранирования), на выступах - интенсифицируется механической депассивацией абразивными зернами и катодом-инструментом, что способствует выравниванию микрорельефа поверхнрсти.
Кроме того, примеси НС1 в аэросиле образуют в сочетании с натрием тетраборнокислым буферную смесь, которая повышает буферную емкость раствора, так как стабилизация натг рием фосфорнокислым двузамещенным при рабочих плотностях тока оказывается недостаточной что нарушает оптимальные условия процесса ЭХМП и отрицательно сказ авается на сроке службы раст.вора. При повЕЛшении концентрации аэросила выше 50 г/л повышается вязкость раствора, а качество поверхности не изменяется, при понижении концентрации менее 30 г/л - увеличивается растравливание.
Как показали опыты, удовлетворительное качество полируемой поверхности обеспечивает широкий диапазон концентраций, но при г/л натрия фосфорнокислого двузамещенного раствор быстро вырабатывается и производительность падает, а при О50 г/л ухудшается растворимость соли, чем и обусловлены пределы,изменений концентрации основного компонента.
П р и м еф 1. Изделие из прецизионного сплава ЗбНХТЮ, представляющее собой тонкостенную.мембрану с исходной чистотой поверхности 8 класса (R2 0/40} , обрабатывают в предлагаемом растворе при 25°С, анодной плотности тока0,2 А/см , .напряжении 15 В, удельном усилии
1006551
прижима детали к полировальнику 0,1 кг/см в течение 60 мин. В качестве диэлектрической прокладки используют синтетическую зачешу. Скорость съема металла составляет 5 20 мкм/ч. Величи 21а шероховатости .после обработки ,05, --«- . .,П. ример 2. Изделие из пре цизионного сплава ЗОНГХТЮМ с исходной чистотой поверхности ,6 мкм об10 оабатывают в течение 60 мин в предлагаемом растворе при , анодной плотности тока 0,25 А/смЯ напряжении 12 В, давлении на инструмент 0,08 кг/см2. Скорость съема метал 5 ла составляет 35 мкм/ч.
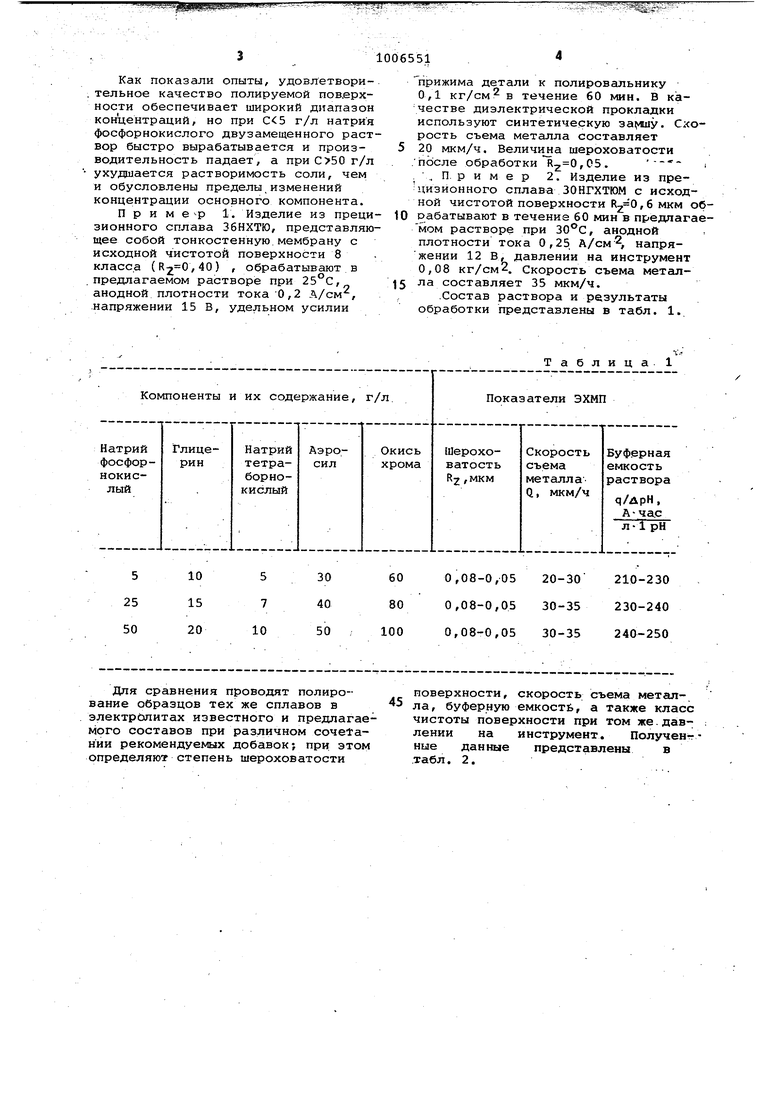
.Состав раствора и результаты обработки представлены в табл. 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Раствор для электрохимикомеханического полирования стали | 1976 |
|
SU582339A1 |
| Рабочая среда для электрохимикомеханического полирования сталей | 1990 |
|
SU1756045A1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
| Полировальный состав | 1978 |
|
SU789552A1 |
| Завод полупроводниковых приборов | 1970 |
|
SU334852A1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОЛУПРОВОДНИКОВЫХ МАТЕРИАЛОВ | 2004 |
|
RU2295798C2 |
| Способ электрохимического полирования внутренних поверхностей металлических трубок и устройство для его реализации | 2022 |
|
RU2785200C1 |
| ПОЛИРОВАЛЬНЫЙ СОСТАВ ДЛЯ ПОЛУПРОВОДНИКОВ ТИПА А В> И СПОСОБ ПОЛИРОВАНИЯ ПОЛУПРОВОДНИКОВ ТИПА А В> | 1999 |
|
RU2170991C2 |
| Материал электрода-инструмента для электрохимикомеханического полирования | 1986 |
|
SU1315183A1 |
РАСТВОР ДЛЯ ЭЛЕКТРОХИМИКОМЕХАНИЧЕСКОГО ПОЛИРОВАНИЯ ИЗДЕЛИЙ, преимущественно из прецизионных сплавов, содержащий натрий фосфор- ,нокислый двузамещенный и окись хроSU,,.,1006551 А 3
Компоненты и их содержание, г/л. 5 10 5 30 60 25 15 7 40 80 50 20 10 50 100
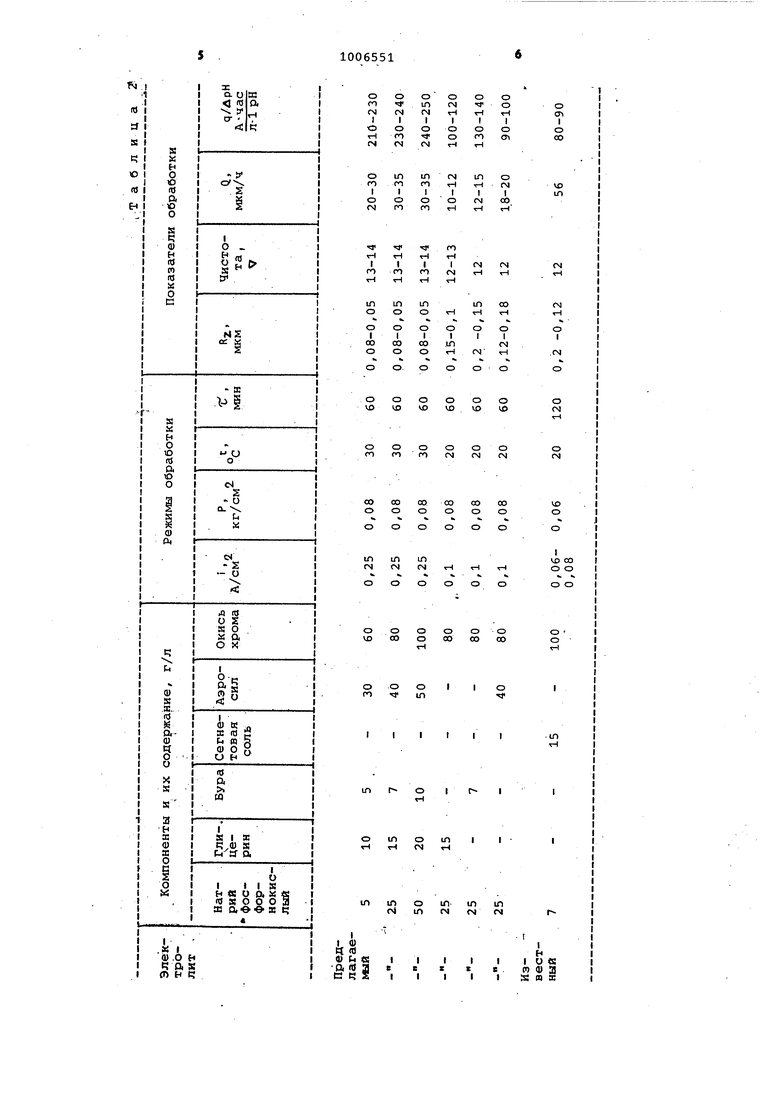
Для сравнения проводят полирование образцов тех же сплавов в электрЬлитах известного и предлагаемого составов при различном сочетании рекомендуемых добавок; при; этом определяют степень шероховатости
Таблица 1
Показатели ЭХМП
поверхности, скорость съема металла, буферную емкость, а также класс чистоты поверхности при том же.дав- : лении на инструмент. Получен-ные данные представлены в табл. 2. 0,08-0,05 20-30 210-230 0,08-0,05 30-35 230-240 0,08-0,05 30-35 240-250
оо
о
о о
о
CNч1Л
о
гНи
IN
О1
СГ1
I
II
I
о
оо
О ГГ
о ел
о со
ого
П
N
см
1Л
ГМ1Л
1Л го
о
го
г-Ч,-1
(N 00
VO 1Л
I
I
II
о
о го
осм
ГО
Гч|
гч
тН
см
тН
о I
о I
о
о I
.1Я
N
.см
о
о
о
о
о
0
см
VD
о см
о см
о см
о см
ОО
со
со о
VO
о
о
о
ko со
1Л
см о о
о
о
о
о
ОО
со
00 о
T-t
о
о
Г
1Л
71006551
Как видно из табл. 2, предлагав-причем все указанные преимущества
мый раствор позволяет получить.мини-достигаются только в присутствии
мальную шероховатость ,08 мкмвсех компонентов предлагаемого элек(13-14 класс) на обработанной поворх-;тролита.
ности деталей из прецизионных спла- Возможность полирования прецивов, чего нельзя достигнуть исполь- зионных сплавов с высокими качестзованием известных растворов. Привенными показателями обработанной
этом буферная емкость раствора, аповерхности позволит широко испольследовательно, и срок его службы по-зовать изобретение в различных отвышается по сравнению с известным,раслях техники.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электролит для электрохимическо-механической доводки поверхностей | 1972 |
|
SU441129A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Раствор для электрохимикомеханического полирования стали | 1976 |
|
SU582339A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
