1
Изобретение относится :к электрОХимической абрабОТ|Ке металлов (ЭХО), в ча-стности к электрохимикомехаиическому полированию стали.
Широко известны водяьге растворы для ЭХО сталей «а основе азотнокислых, хлористых, сернокислых солей щелочных металлов 1-3.
Наиболее близким к изобретению по технической сущности является известный раствор для электрохимикомеханического полирования стали, содержащий сегнетову соль и абразивный материал 4.
Раствор содержит также, азотнокислый натрий (15 вес. %), который является основой раствора. Обработку ведут с использованием абразивного круга.
Однако данные растворы не обеспечивают ееОбходимой чистоты поверхности, даюттрудноонимаемые пассивные пленки на обрабатываемых поверхностях.
Предлагаемый раствор отличается от известного тем, что с целью повыщения класса чистоты поверхности, ои дополнительно содержит натрий фосфорнокислый двуза1мещенный, а iB качестве абразивного материала - окись хрома п:ри следующем соотнощении компойентов, г/л:
Сегнетова соль10-15
Натрий фосфорнокислый двузамещенный5-7
Окись хрома60-100
Процесс полирования рекомендуют проводить при , температуре 20-35°С, а«одной плотности тока 6-10 А/дм, напряжении 3-6 В, давлении детали на катод-инструмент 0,04-0,08 кг/см и .продолжительности 90- 1;20 мин.
Раствор готовят следующим образом. В эмалированную ванну помещают 700 г (1,4 вес. %) сегнетовой соли (КНаС4Н4Об4Н20), 30,0 г (0,6%) натрия фосфорнокислого двузамещенного (Na2HPO412H2O) и заливают 50 л воды. Затем тщательно перемешивают до еолного растворения. Далее просеива.ют через капроновое сито окись Xjpoма (СгаОз) в количестве 4000 г, высыпают в раствор, тщательно перемещивают, после чего отфильтровывают через капроновое сито. Кислотность раствора поддерживают периодическим добавлением щавелевой кислоты.
Процесс полирования ооуи1,ествляют следующим образом.
В зону обработки между деталью-анодом и электродом-инструментом, являющимся катоД01М, подают раствор, со взвешенными в нем частицами абразивного порошка. На катодинструмент устанавливают диэлектрическую прокладку, обеспечивающую электродный зазор. Катод совершает враииттельное, а деталь-анод - возвратно-поступательное движение.
Ион трехвалентного железа образует с тартрат-ионЯМИ прочные .комплеконые соединения, что приводит к растворению стали.
Поэтому € .ПОМОЩЬЮ сбгнетовой соли, составляющей ocHOiBy предлагаемого раствора, можло добиться (ВЫСОКОГО качества обрабатываемой поверхности (класс чистоты V13-14, отражательная способность «е менее 55%), так как она, не вызывая сильной корролии стали, обладает способностью прочно связывать положительно заряженные ионы железа.
При повышении концентрации сегнетовой соли iCKOpocTb обработки увеличивается в 1,2 раза, однако качество обработки ухудшается.
В процессе полирования происходит подщелачивание раствора, что ухудшает услоВИЯ растворения стали. Стабилизация рН раствора в данно1М слзчае достигается с помощью натрия фосфорнокислого двузамещенного. В результате срок службы раствора значительно увеличивается.
Пример. Изделия из нержавеющей стали марки 1XI18H9T с исходно й чистотой поверхности 8 класса (,4-0,6) обрабатывают в предлагаемом растворе при температуре
20°С, анодной плотности тока 6 А/дм, напряжении б В, давлении детали на инструмент 0,06 кг/ioM в течение 120 мин.
Скорость съема металла составляет 3 1М1Км/час « за. время всего процесса обработки снимается слой металла в 6 мкм. Величина щероховатости после обработки Rz 0,08-0,06.
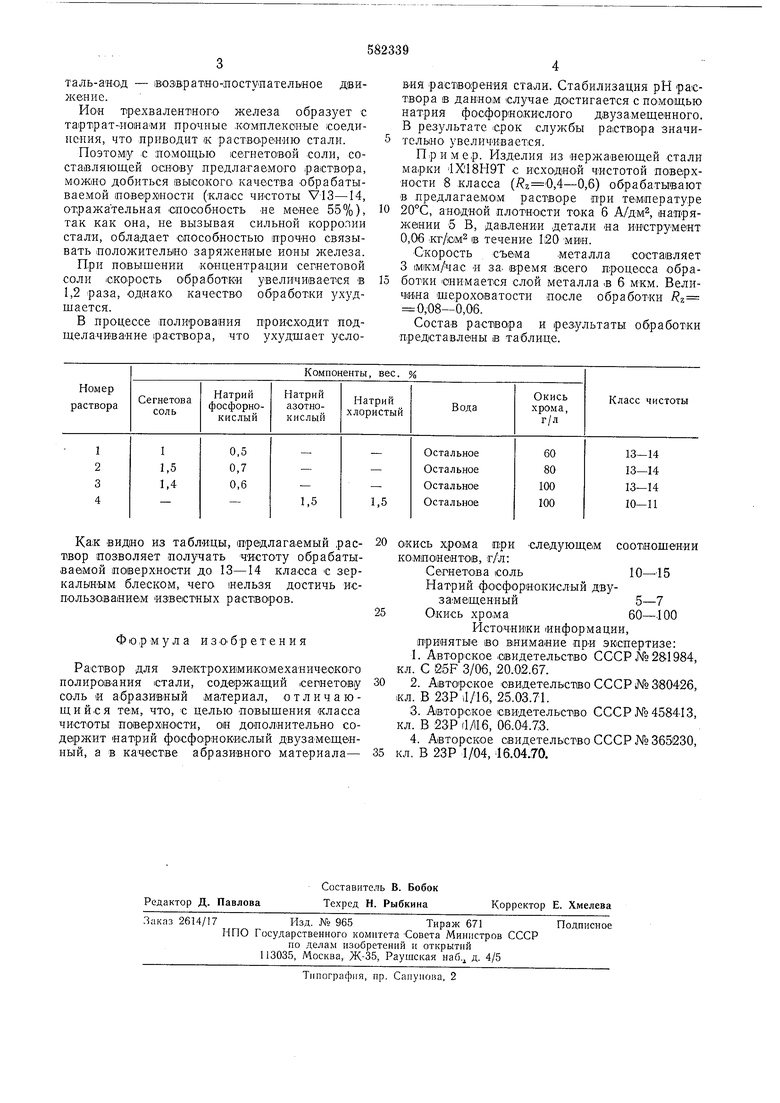
Состав раствора и результаты обработки представлены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Раствор для электрохимикомеханического полирования изделий | 1981 |
|
SU1006551A1 |
| Способ электролитического формования изделий | 1979 |
|
SU781227A1 |
| Раствор для электрохимического полирования изделий из ниобия | 1979 |
|
SU876808A1 |
| Рабочая среда для электрохимикомеханического полирования сталей | 1990 |
|
SU1756045A1 |
| Электролит для электрохимического маркирования | 1978 |
|
SU732114A1 |
| Электролит висмутирования | 1977 |
|
SU654697A1 |
| Раствор для электрохимического полирования сталей | 1979 |
|
SU891812A1 |
| Раствор для электрохимического полирования | 1981 |
|
SU985161A1 |
| Электролит для полирования металлических поверхностей | 1976 |
|
SU604867A1 |
| Материал электрода-инструмента для электрохимикомеханического полирования | 1986 |
|
SU1315183A1 |
Как видно из таблицы, (предлагаемый раствор позволяет получать чистоту обрабатываемой поверхности до 13-14 класса с зеркалыным блеском, чего нельзя достичь использованием известных растворов.
Формула и 3 О б р е т е н и я
Раствор для электрохимикомеханичеокого полиров-ания стали, содержащий сешетову соль и абразивный материал, отличающийся тем, что, с целью повышения класса чистоты поверхности, он дополнительно содержит натрий фо1сфорноКИ(СЛЫй двузамещенный, а в качестве абразивного материала-
окись x,pOiMa при следующем соотиощеиии ко;Мпоненто1В, г/л:
Сегнетова соль10--15
Натрий фос форнокислый двузамещенный5-7
Окись хрома60-100
Источники информации, принятые во внимание при экспертизе: 1. Авторское .свидетельство СССР №281984, кл. С ei5F 3/06, 20.02.67.
