СО ел СлЭ Изобретение относится к составам металлических связок для изготовлени абразивного инструмента,- предназначенного для обработки стальных, чугунных, твердосплавных деталей и неметаллических материалов. Известна металлическая связка для изготовления абразивного инструмента, содержащая медь и оловоЩ. Однако абразивный инструмент, изготовленный из данной связки, обла дает низкими эксплуатационными свойствами при обработке неметаллических i материалов, например минералокерамики. Цель изобретения - повышение эксплуатационных свойств инструмента при обработке неметаллических материалов. Поставленная цель достигается тем что в состав связки, содержащей олово и медь,дополнительно введен сплав ; Вуда при следующем соотношении компо нентов, вес.%: . - ОловоITflS Сплав Вуда 7-12 , МедьОстальное Повышение эксплуатационных свойств инструмента, а именно высокая производительность при малых усилиях резания и высокая самозатачиваемость при пониженном удельном расходе алмазов, достигается лишь при одновре- . менном введении в связ,ку на основе меди легирующих компонентов Cd, РЬ и В1 в виде сплава Вуда в количестве 7-12 мас.%. При этом следует отметить, что введение большого количества таких элементов, как РЬ и Cd, в свободном состоянии усложняет технологический процесс изготовления алмазного инструмента вследствие их ,высокой окисляемости и летучести при температурах выше точки плавления. Введение же в метгшлическую связку . сплава Вуда, содержащего, %: Bi 50,1,РЬ 24,9; Sn 14,2 и Cd 10,8 в связанном состоянии, позволяет значительно упростить технологический процесс спекания и, кроме того, снизить температуру спекания на 180-250 С. Физико-механические свойстаа связки представлены в табл.1. Т а б л и ц а 1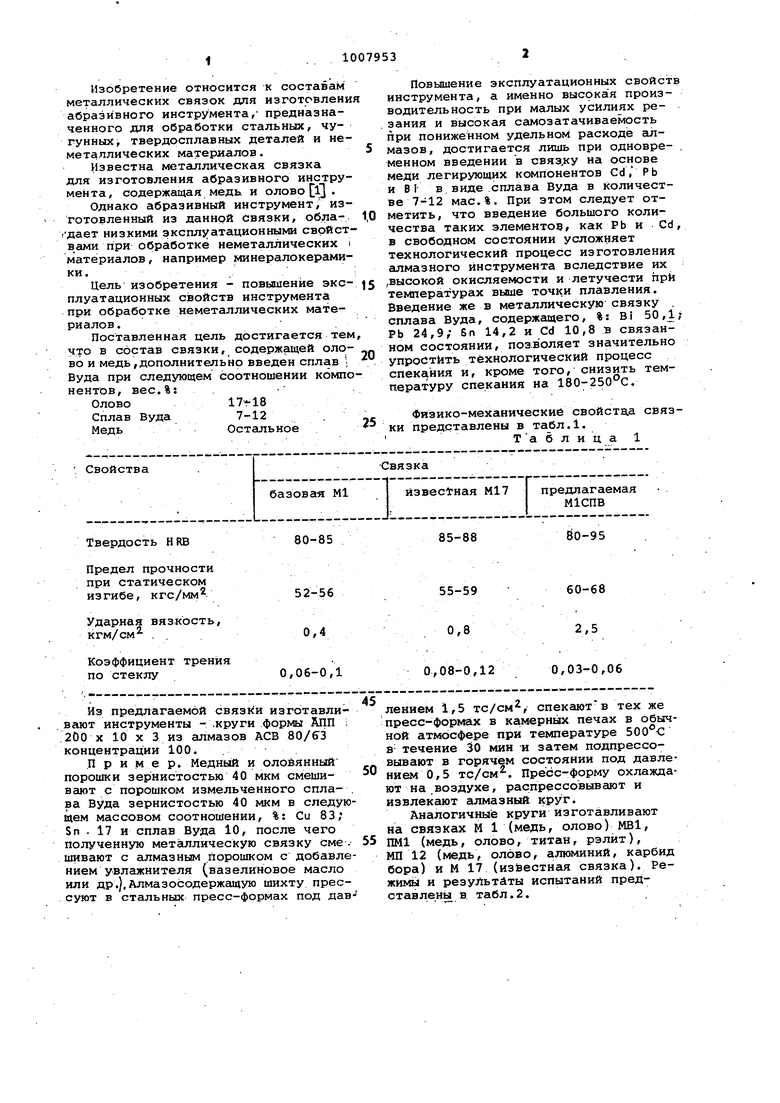
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления алмазосодержащих агрегатов | 1981 |
|
SU1013244A1 |
| Алмазный инструмент на теплопроводной металлической связке | 2017 |
|
RU2679807C1 |
| Связка на основе меди для изготовления алмазного инструмента | 2017 |
|
RU2644225C1 |
| КОМПОЗИЦИОННЫЙ АЛМАЗОСОДЕРЖАЩИЙ МАТЕРИАЛ ИНСТРУМЕНТАЛЬНОГО НАЗНАЧЕНИЯ | 2013 |
|
RU2534713C2 |
| Металлическая связка для изготовления абразивного инструмента | 1982 |
|
SU1047670A1 |
| Металлическая связка для алмазного инструмента | 1982 |
|
SU1088919A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО СЛОЯ АБРАЗИВНОГО ИНСТРУМЕНТА ИЗ ПОРОШКОВ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2009 |
|
RU2396161C1 |
| Связка для изготовления алмазного инструмента | 2022 |
|
RU2827866C2 |
| МАТЕРИАЛ МАТРИЦ АЛМАЗНОГО И АБРАЗИВНОГО ИНСТРУМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2136479C1 |
| СВЯЗКА НА ОСНОВЕ МЕДИ ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2010 |
|
RU2432249C1 |
МЕТАЛЛИЧЕСКАЯ СВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА, содержащая медь и олово, .о т л ичающаяся тем, что с целыО повышения эксплуатационных свойств инструмента при обравотке неметаллических материалов, в нее дополн тельно введен сплай Вуда при следупщем соотно1иении компонентов, вес.%: ОЛово17-18 Сплав Вуда . 7-12 МельОстальное
80-85
Твердость Н RB
Предел прочности при статическом
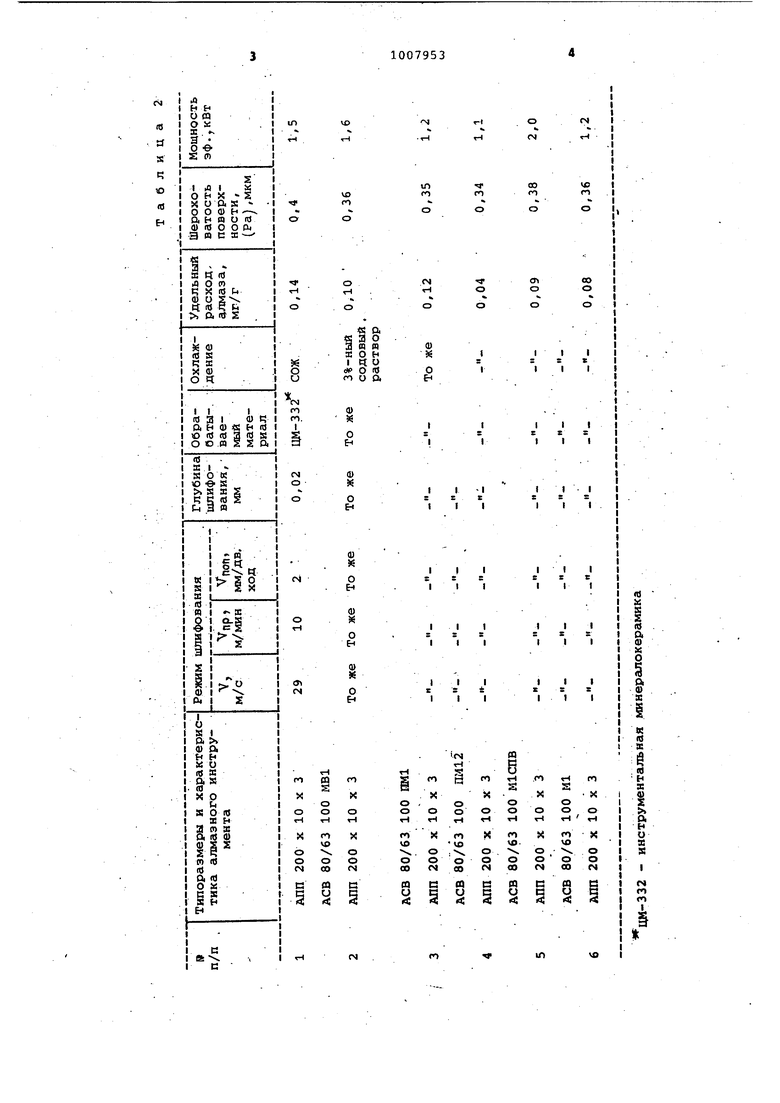
Из предлагаемой связки изготавливгиот инструменты - .круги .формы АПП ; 200 X 10 X 3 из алмазов АСВ 80/б3 концентрации 100.
Приме р. Медный и олойянный порошки зер нистостью 40 мкм смешивают с порошком измельченного спла- . ва вуда зернистостью 40 мкм в следующем массовом соотношении, %: Си 83; Sn . 17 и сплав Вуда 10, после чего полученную металлическую связку сме. шивают с алмазным порошком с добавлением увлажнителя (вазелиновое масло или др.),Алмазосодержащую шихту прессуют в стальных пресс-формах под давбО-95
85-88
лением 1,5 тс/см, спекаютв тех же
пресс-формах в камерных печах в обычной атмосфере при температуре 500°С в- течение 30 мин и затем подпрессовывают в горячем состоянии под давлением 0,5 тс/см. Пресс-форму охлаждают на .воздухе, распрессовывают и извлекают алмазный круг.
Аналогичные круги изготавливают на связках М 1 (медь, олово) МВ1,
5 ПМ1 (медь, олово, титан, рэлйт),
МП 12 (медь, олово, алюминий, карбид бора) и М 17 (изЬестная связка). Режимы и результаты испытаний представлены в табл.2.
R Ю
О
л
EH
СМ
го го. I
(N
Ф (N
т-1
CQ
S
о о
го VO
.
о 00
CQ
S яо
3 пm
з: ои
I чи
ою
пир,
Как видно из табл.2 HHCTpyMeHt, изготовленный из предлагаемой связки, по сравнению с уже известными и другими BbinycKaeMbDvm в настоящее время инструментами обладает более высокой стойкостью (в 2-3 раза) и обеспечивает более высокий класс чистоты поверхности. Невысокая потребляемая мощность показывает, что инструмент работает с малыми усилениями резания, плавно исключая перегрев обрабатываемых деталей и, как следствие, их деформацию.
Количество введенных в состав связки компонентов является оптимальным.
Увеличение содержания сплава Вуда более чем на 12% приводит к повышени удельного расхода алмаза и ухудшен шероховатости поверхности, уменьшение же его содержания не йает за-т метного понижения коэффициента трения и повышения ударной вязкости. Связка технологична так как Имеет небольшое количествЪ. компонентов.
Предлагаемая металлическая связка позволяет повысить эксплуатационные свойства инструмента при обработке неметаллических материалов, .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| МАТЕРИАЛ НА ОСНОВЕ МЕДИ | 0 |
|
SU398666A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
