Изобретение относится к автоматам для полировки желобов колец упорных шарикоподшипников наждачной лентой.
Отличие онисываемого автомата зак.(К)чается в том, что он выполнен в виде г К1яематически связанных между :собой бункера с подавателем колец, электромагнитного патрона для удержания кольца, полировальнике li, MOifTi-iposaHHbix соосно патрону на нагруженном грузом или пружиной рычаге, двух катушек для наматывания наждачной ленты, пары рифленых валиков для продвижения ленты U к лачкового механизма для периодического приведения , в движение валиков и полировальников, что позволяет автоматизировать процесс полирования желобоз упорных шарикоподшипников и повьлсить качество полируемых поверхностей.
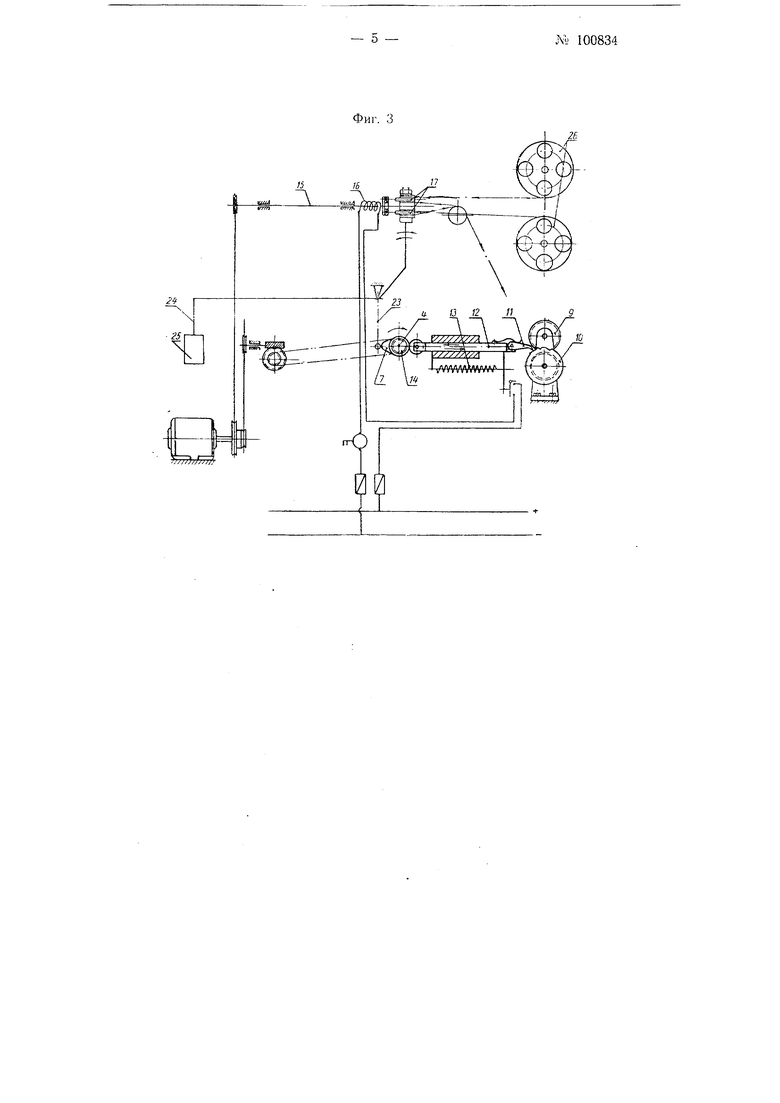
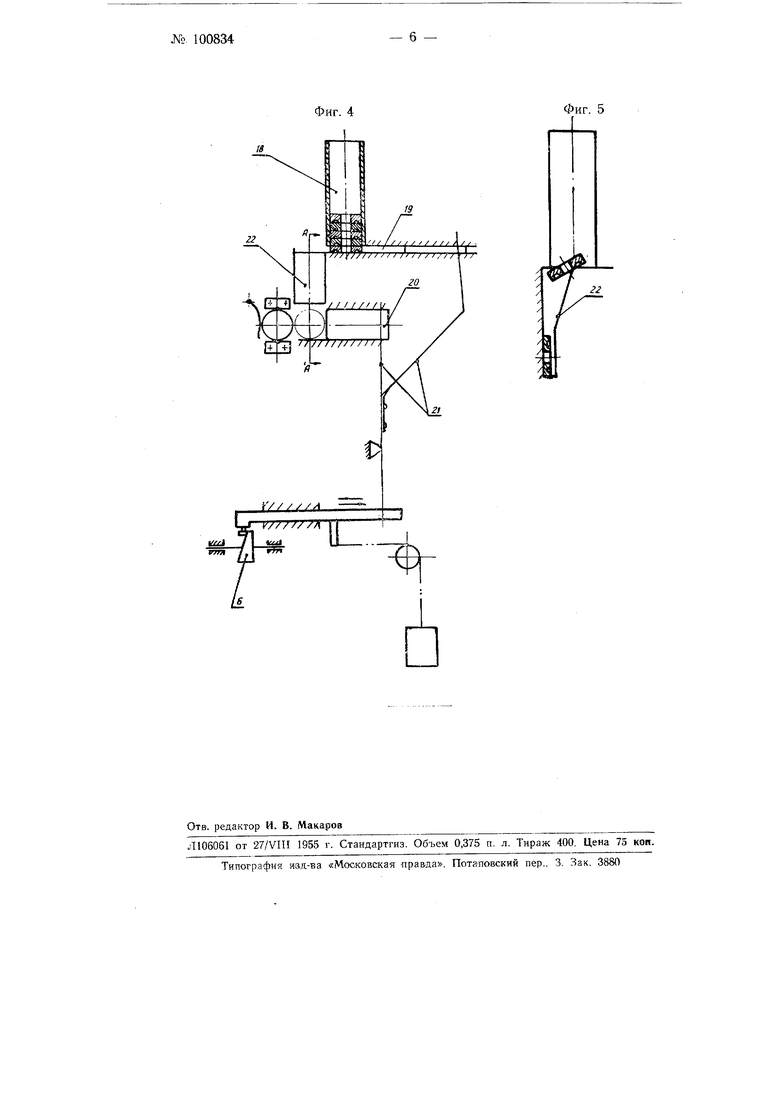
На фиг. 1 изображен общий вид спереди автомата с частичным разрезом (привод не. изображен); на фиг. 2 - вид автомата сбоку без загрузочного механизма; на фиг. 3 - нрнннипиальная схема автомата без бункера и подаюшего механизма; на фиг. 4 - принципиальная схема подаю1П1его механизма с бункерам; на фиг. 5 - сечение по АА на фиг. 4.
Между нижней плитой 1 и верхней п.(итой 2, скрепленными шестью стойками 3, распололсен распределительный вал 4 с кулачками 5, 6 -л 7 и лентопротяжный механизм, состоя ил,ий из рифленых валиков 8 и 9, хралового колеса 10 и собачки 11, монтированной на штоке 12, взаимодейгтв)Юп(,ем с «улачком 5 и пружиной 13. Привод распределительного вала осушествляется звездочкой 14, сочлененной с неноказапным на чертеже редуктором, приводящим во враш,еin-ie также и шпиндель 15 с торцовой Н1айбой, несущий электромагнитный патрон 16.
Шпиндель 15, патрсн 16 и два полировальника 17 расположены над верхней плитой, где расположе;г также бункер 18, отсекатель 19 и подаватель 20, взаимодействующие с KVлачком 6 посредством рычага 21. К бугпчеру 18 примыкает опрокидыватель 22, в котором кольцо поворачивается на 90°. Полировальники 17 расположены соосно шпинделю 7.5 и патрону 16 «а угловом рычаге 23, 15заимодействуюи ;ем с кулачком 7. Рычаг 23 онабжен на удлине-. конце подвеской 24 для груза 25. Наждачная лепта наматывается на катушки 26, а в бункер 18 укладываются подлежащие обработке кольцу, желобами вниз. Наждачную леиту протягивают между полировальникам /7 и патроном 16, который удержт:вает сольца, и вводят ее между рифлеными валиками 8 и 9, после чего зключаюг двигатель автомата.
Весь цикл полировки совершается за один Оборот распределительного вала 4. Последовательность олераций следующая. Отсекатель 19 выталкивает из бункера 18 одно кольцо в опрокидыватель 22, откуда подаватель 20 толкает кольцо к электромагнитному латрону 16, где кольцо центрируется двумя планками и удерживающей пружш-юй (1|)иг. 4), после чего подаватель возвращается в исходное лоложение, а полировальники }7 под действием груза, установлен)юго на подвеске 24, поджимают лепту к желобу кольца. Во время полирования niTOK 12 иод действием кулачка 5 перемещается, собачка // поворачивает храповик колеса 10 и рифленые валики 8 и 9, вследствие зращения которых лепта сматывается с катущек 26.
После полного перемещения штока 12 срабатывает размыкатель цепи питания электромагнитного патрона и последний обесточивается. Шток 12 удерживается в этом положении некоторое время, а затем под действием пружины 13 .возвращается в исходное положение и размыкатель обеспечивает питание патрона (фиг. 4). При обесточивапни электромагнитного патрона размыкателем отполированное кольцо падает в лоток и происходит подача следующего подлежащего полированию кольца и цикл повторяется.
Г1 р е д м е т изобретения
Автомат для полировки желобов колец упорных шариковых подщипииков наждачной лентой, отличающийся тем, что, с целью получения высокого качества полировки, автомат выполнен в виде кинематически связанных между собой бункера с подавателем колец, электромагмитного патрона для удерживания кольца, полировальников, монтированных соосно патрону на нагруженном грузом или пружиной рычаге, двух катушек для еаматывания наждачной ленты, пары рифленых валиков для продвижения ленты и кулачкового механизма для периодического приведепия в движение валиков и полировальников. М А А
cs EEEEF f
22