Устройства для автоматического контроля внутреннего диаметра полого изделия с подачей его на последовательно расположенные пункты обмера, включающие подвижные проходные и непроходные .калибры с отсортировкой проверенных изделий, известны.
Отличительной особенностью предлагаемого устройства того же типа является выполнение калибров вибрирующими в осевом напр вленни в процессе их поступательной подачи в полость изделия. Такое выполнение устройства обеспечивает ввод калибров .в проверяемые полости изделия в правильном положении.
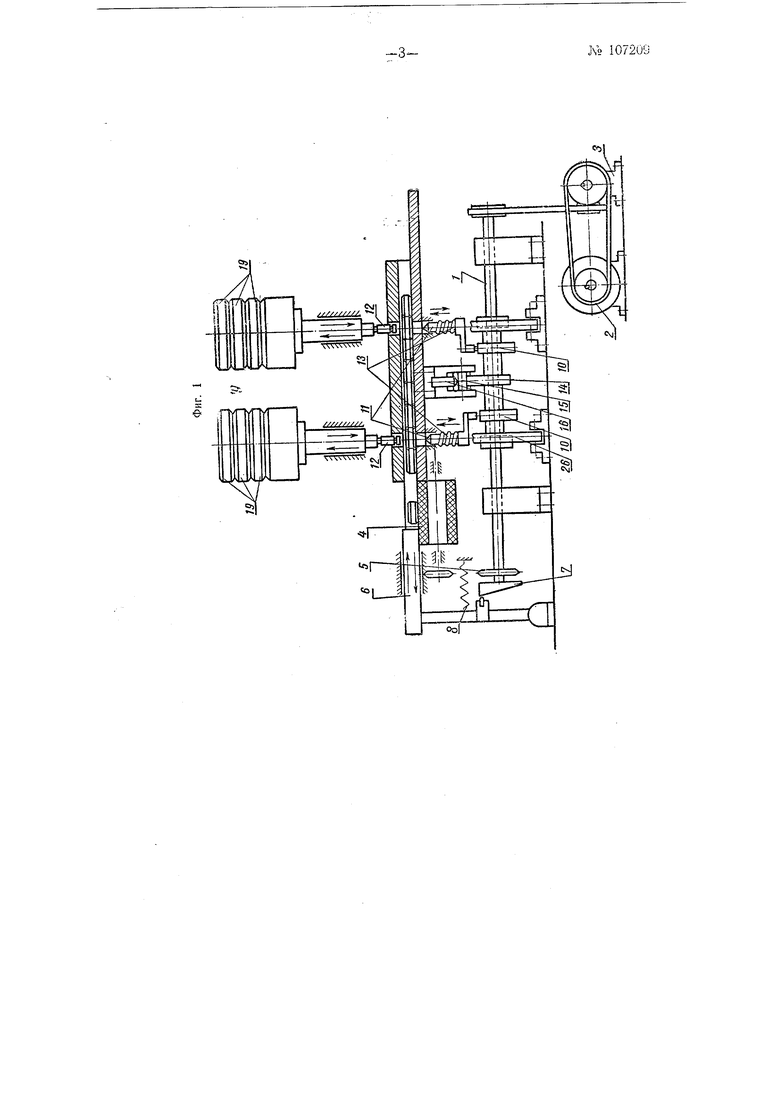
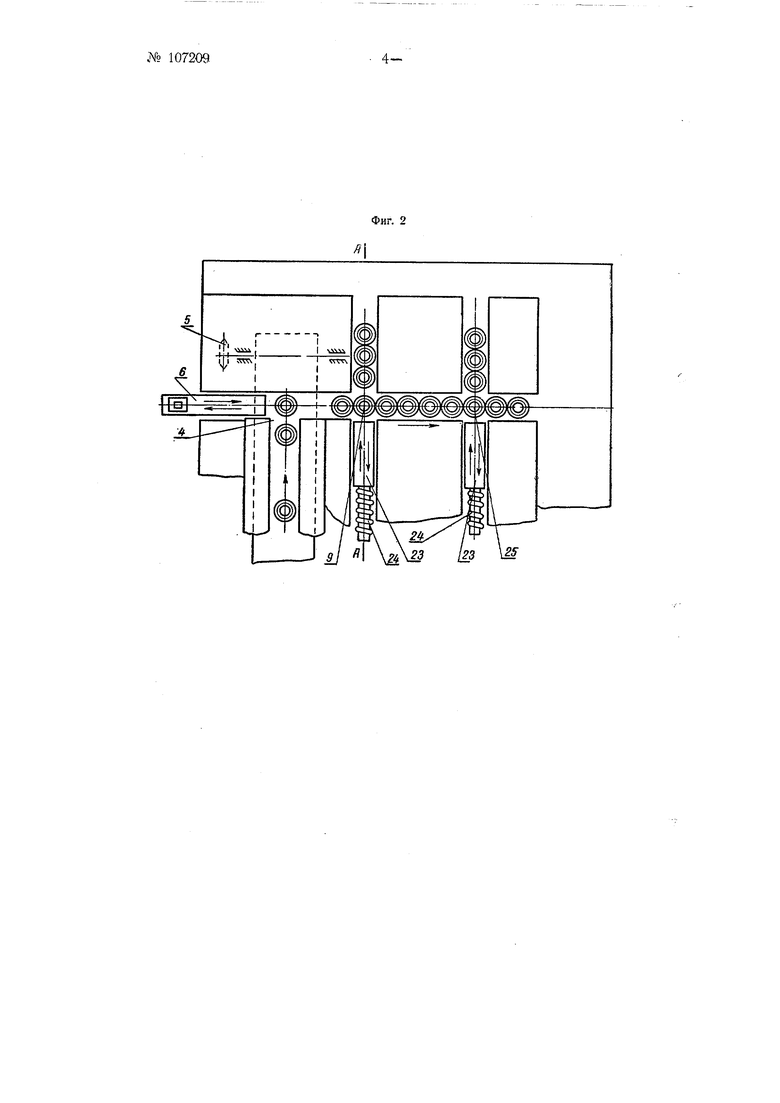
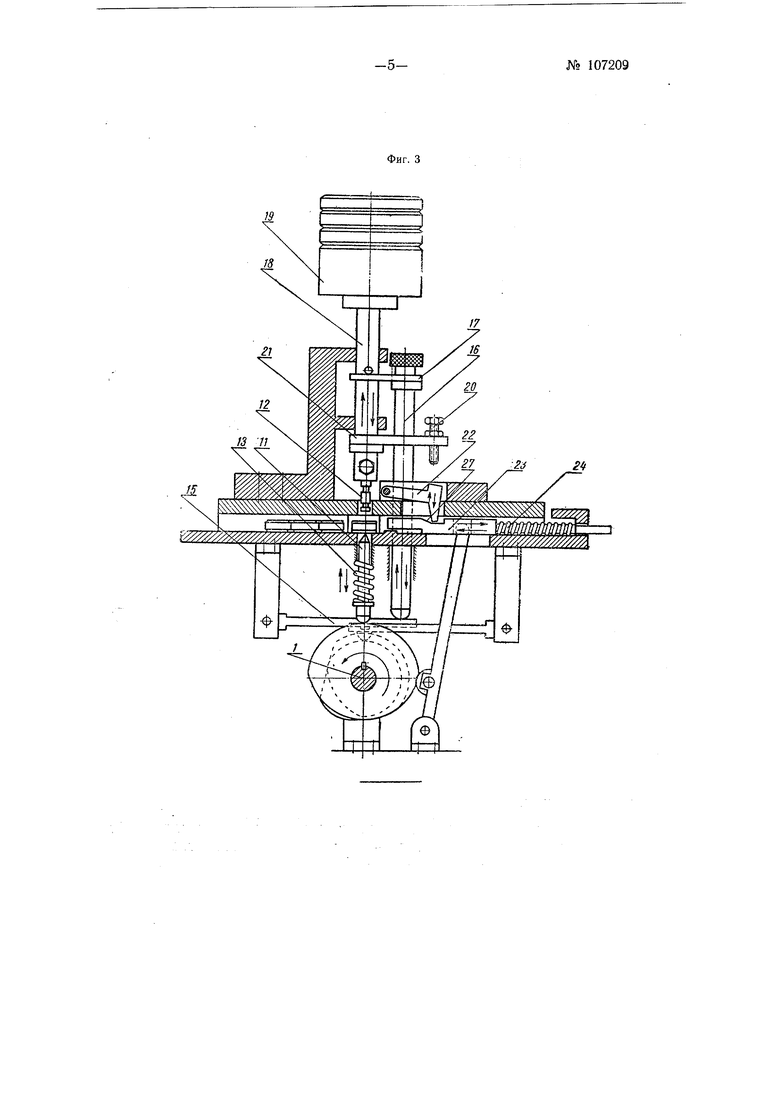
Принципиальная схема предлагаемого устройства дана на фиг. 1, изображающей его спереди и на фиг. 2 - сверху; на фиг. 3 устройство показано в разрезе по АА фиг. 2.
Распределительный вал / получает вращение от электродвигателя 2 через редуктор 3. Транспортер 4 получает движение вала 1 посредством
цеппой передачи 5 и перемещает проверяемые изделия подшипника от автомата для укладки щайб к щи беру 6, который под воздействием торцевого кулачка 7 и пружины 8, соверщая возвратно-поступательные движения, сталкивает подшипники с транспортера 4 на перву1О позицию 9 измерения. Когда подщипник становится в эту позицию, кулачки 10 перемещают центрирующие штыри 11 в крайнее верхнее положение, а они своими концами, входят в полость изделия - во внутреннее отверстие подшипника, и тем самым центрируют его относительно калибров 12. В то время как центрирующие штыри начинают опускаться под воздействием пружин 13 в исходное положение, кулачок 14 через рычаг 15 опускает шток 16. Опускаясь, шток 16 через планку 17 освобождает несущие калибры штоки 18, которые под воздействием тарированных грузов 19 опускаются и подают калибры 12 в отверстия подшипников. Как только калибр 12 начинает входить во внутреннее отверстие подшипника, он получает вибрационные возвратно - поступательные движения в осевом направлении от рифлений, имеющихся на кулачке 14. Вибрирование калибра необходимо для обеспечения ввода их в отверстие подплнпника в правильном положении.
На первой измерительной позиции 9 происходит промер проходным калибром. Если подшипник тугой, то проходной калибр не войдет во внутреннее отверстие последнего, и упор 20, закрепленный на планке 21, жестко связанной со штоком 18, не коснется собачки 22 и не опустит ее до положения запирания шибера 23, который в следующий момент под действием пружины 24 перемещается в крайнее левое положение и выталкивает тугой подшипник в позицию «тугие. Если же подшипник годный или «слабый, то проходной калибр опустится на величину, равную высоте подшипника, упор 20 нажмет .на собачку 22, запрет сортирующий шибер 23 и удержит его В таком положении до тех пор, пока подшипник шибером 6 переместится во вторую измерительную позицию 25. После этого кулачок через рычаг 26 отводит шибер 23 в крайнее правое положение так, что скос 27 этого шибера поднимает собачку 22 в крайнее верхнее положение и таким образом готовит ее к принятию следующей команды от калибра 12 и упоров 20.
Во второй измерительной позиции 25 промер делается непроходным Калибром. Если подшипник годный, то непроходной калибр в него не войдет и упоры 20 не коснутся собачки 22, а значит, шибер 23 не будет заперт и под воздействием пружины 24 переместится в крайнее левое положение и вытолкнет годный подшипник на транспортер агрегата для консервации. Если же подшипник «слабый, то непроходной калибр опустится на величину, равную высоте подшипника, и упор 20 нажмет на собачку 22, которая запрет шибер 23, а «слабый подшипник шибером 6 переведется в положение «слабые. Таким образом, контроль внутреннего отверстия по образующим роликов собранного подшипника закончен.
Предмет изобретения.
1. Устройство для автоматического контроля внутреннего диаметра полого изделия, например собранного подшипника качения, с подачей изделий на последовательно расположенные пункты обмера, включающие подвижные проходные и непроходные калибры с отсортировкой проверенных изделий, отличающееся тем, что, с целью обеспечения ввода калибров в проверяемые полости изделий в правильном положении, калибры выполнены вибрирующими в осевом направлении в процессе их поступательной подачи в полость изделия.
2. Форма выполнения устройства по п. 1, отличающаяся тем, что несущий калибр и совершающий вибрационные движения шток снабжен упором, предназначенным для воздействия, в случае прохождения калибра через контролируемое отверстие, на собачку, запирающую сортирующий шибер.
«ol
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической укладки на сепараторы шайб с фаской на одном торце | 1956 |
|
SU107713A1 |
| Устройство для сборки веретенных подшипников | 1954 |
|
SU105112A1 |
| Автомат для полировки желобов колец упорных шарикоподшипников | 1953 |
|
SU100834A1 |
| Автомат для завертывания шарикоподшипников в бумагу | 1956 |
|
SU119826A1 |
| Устройство для набора заклепок в змейковые полу сепараторы подшипников качения | 1952 |
|
SU96555A1 |
| АВТОМАТ ДЛЯ ИЗМЕРЕНИЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1938 |
|
SU57760A1 |
| Автомат для измерения и сортировки деталей по наружным размерам | 1938 |
|
SU57813A1 |
| Устройство для сборки роликовых радиальных подшипников | 1957 |
|
SU110883A1 |
| Автомат для контроля внутренней резьбы гаек | 1958 |
|
SU121241A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1986 |
|
SU1342537A1 |