Установки для выбивки литья из опок, перемещаемых формовочным конвейером, с использованием параллельной конвейеру вибрационной прутковой решетки известны.
Основной отличительной особенностью предлагаемой установки, также имеющей параллельную конвейеру вибрационную решетку, служащую одновременно транспортером, является применение двух толкателей и двух манипуляторов; один толкатель и один манипулятор установлены на одном конце решетки и предназначены для передачи залитой опоки с конвейера на решетку и для снятия верхней опоки; вторые манипулятор и толкатель, установленные на другом конце решетки, служат для переворачивания нижней опоки с удалением из нее отливки и установки выбитой нижней опоки на поданную вибрационной решеткой верхнюю опоку с последующим сталкиванием обеих опок на формовочный конвейер. Такое выполнение установки обеспечивает осуществление комплексной механизации процесса.
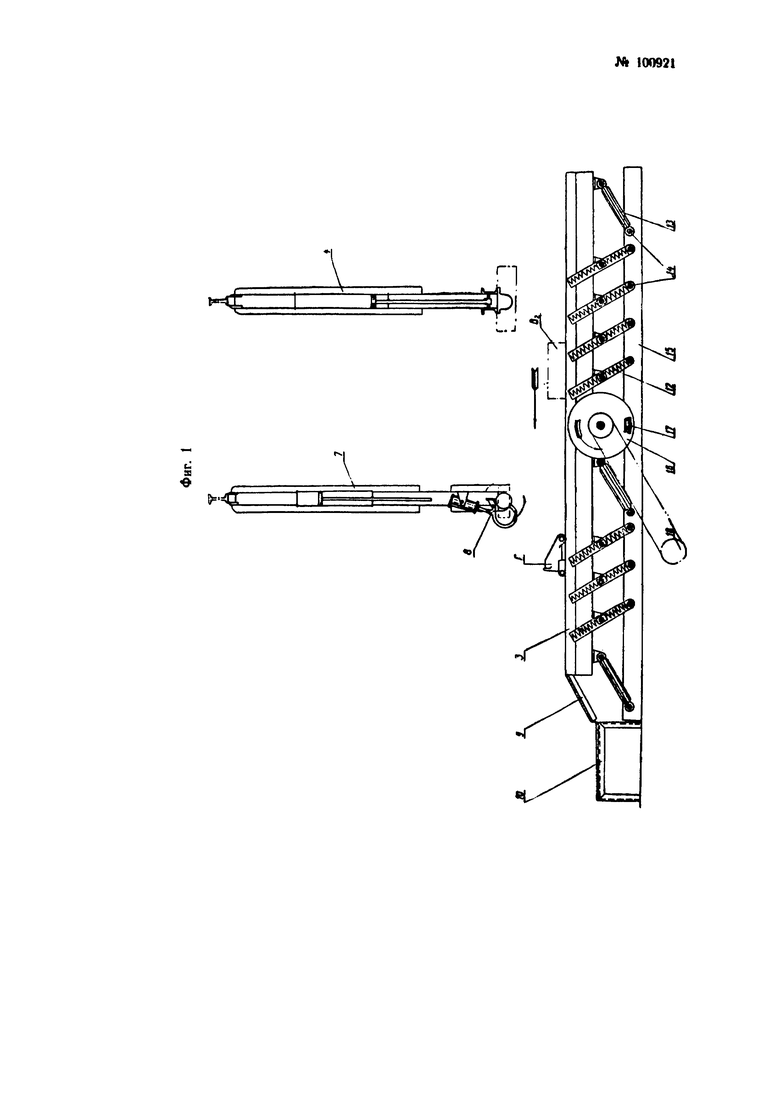
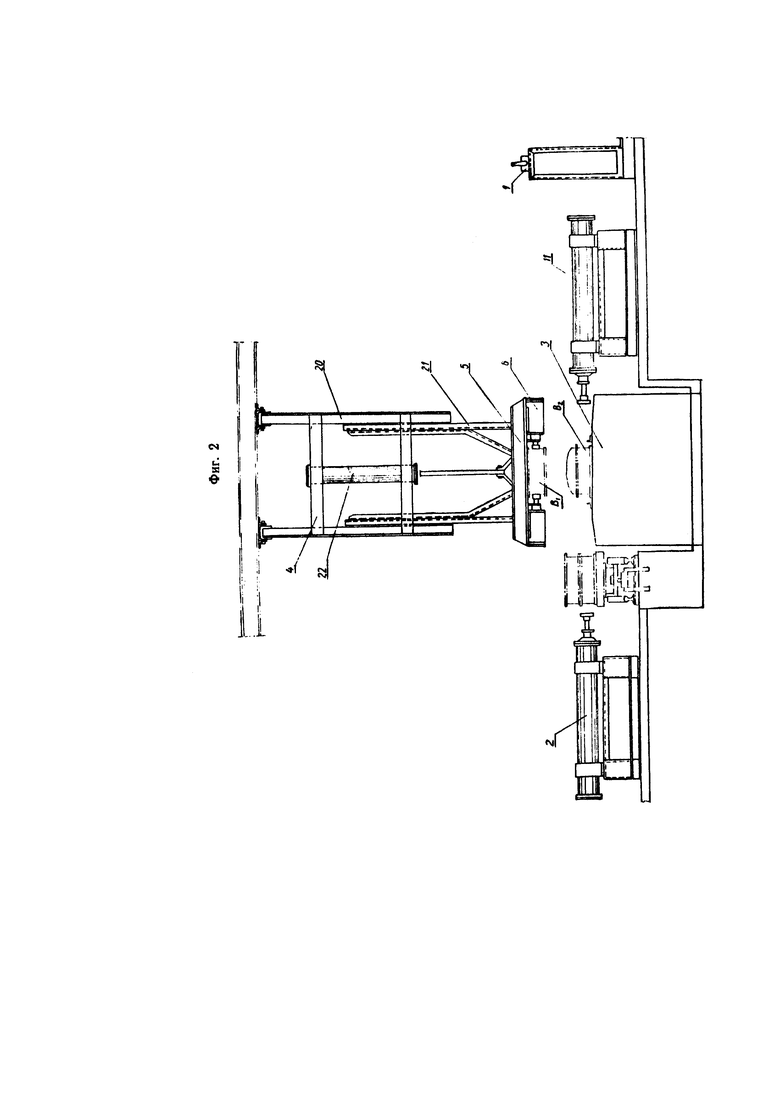
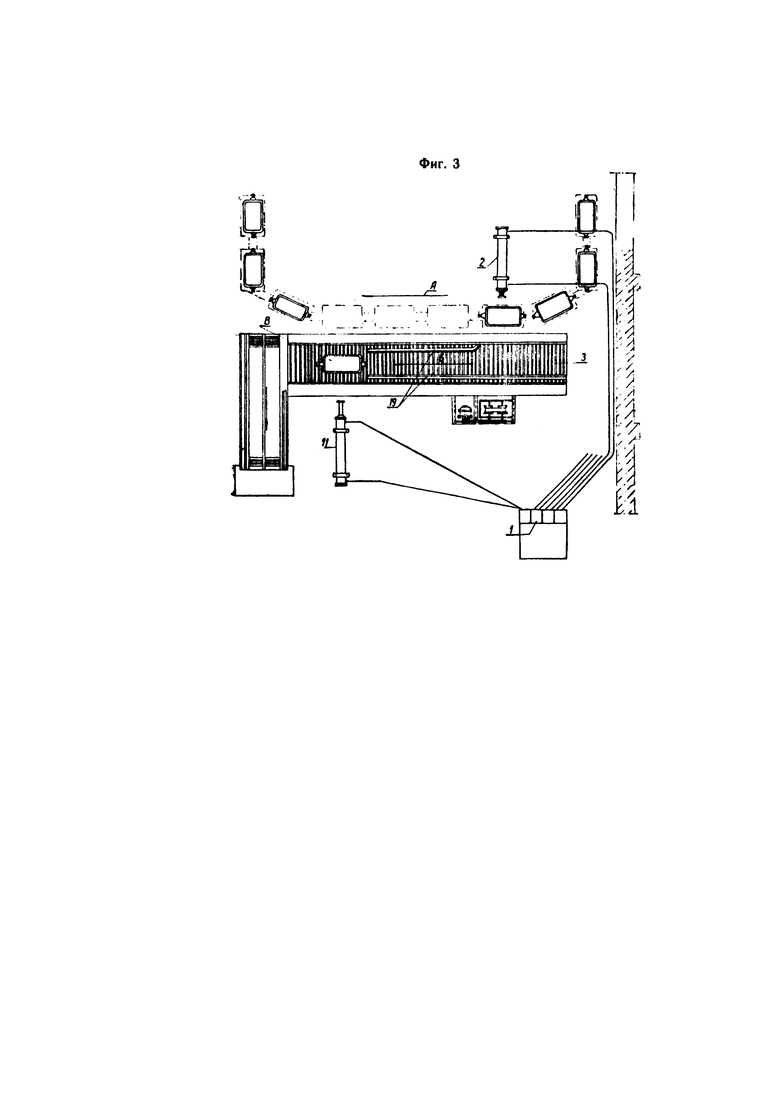
Схема установки согласно изобретению показана на фиг. 1 спереди; на фиг. 2 - сбоку и на фиг. 3 - сверху.
Установка оборудована пультом 1 управления механизмами, пневматическим толкателем 2, подающим опоку с формовочного конвейера на вибрационную решетку 3, манипулятором 4 с траверсой 5, несущей пневматические зажимы 6, вторым манипулятором 7 с поворотным устройством 8, спуском (склизом) 9, желобом 10 и вторым пневматическим толкателем 11, сталкивающим пустые половины опоки на формовочный конвейер.
Решетка 3 (фиг. 1) имеет верхнюю вибрирующую раму, под которой на кронштейнах имеются шипы, последними она опирается на подпружиненные опоры 12, заключенные в стаканы, и жесткие опоры (тяги) 13. Опоры упираются внизу в валики 14, вокруг которых они могут поворачиваться; валики укреплены в нижней неподвижной раме 15. К вибрирующей верхней раме решетки 3 прикреплены подшипники, в которых вращается вал с двумя насаженными на нем маховиками 16, несущими дебалансы 17. Вращение передается валу от шкива 18 двигателя. Опоры 12 и 13 устанавливаются наклонно, причем угол наклона опор 12 может меняться в пределах 60-75° к горизонту; благодаря этому решетка 3 получает вибрационные движения под углом к горизонту. Для направления опок на решетке 3 предусмотрены угольники 19.
Вибрационная решетка 3 установлена параллельно рабочей ветви формовочного конвейера, вплотную к нему. Траверса 5 манипулятора 4 монтирована на перемещающейся вертикально по раме 20 каретке 21 (фиг. 2). В пневматических зажимах 6 манипулятора 4 встроены вибраторы (на чертеже не показаны). Для вертикального передвижения каретки 21 служит пневматический цилиндр 22.
При движении формовочного конвейера по стрелке А (фиг. 3) в тот момент, когда тележка конвейера с залитой опокой В находится между пневматическим толкателем 2 и решеткой 3, установленной вплотную к конвейеру, включают пневматический толкатель 2, который сталкивает опоку на вибрирующую решетку 3. Опока под действием вибрации начинает выбиваться и одновременно двигаться по решетке в направлении стрелки Б (фиг. 3). Продвинувшись от места сталкивания, опока В проходит под подвесным манипулятором 4. В это время включением соответствующих кнопок на пульте 1 управления опускают траверсу 5 манипулятора на опоку; пневматические зажимы 6 захватывают верхнюю половину опоки и при последующем движении каретки 21 вверх поднимают ее, т.е. производят разборку опоки (фиг. 2). Одновременно для выбивания из опоки остатков земли включаются вибраторы, встроенные в зажимах 6.
После подъема верхней опоки В1 пропускают вперед нижнюю опоку В2, продолжающую двигаться с отливкой Г по вибрирующей решетке 3, и затем сбрасывают верхнюю пустую опоку В1 на выбивную решетку 3 путем выключения пневматических зажимов 6.
Нижняя опока В2, подходит ко второму манипулятору 7, имеющему, кроме монтированных в зажимах вибраторов, поворотное устройство 8.
Опока захватывается зажимами и переворачивается для того, чтобы выбросить отливку, затем нижняя половина опоки опускается манипулятором на подошедшую верхнюю половину опоки, а отливка Г перемещается с решетки на наклонный спуск 9 и вспомогательный желоб 10 и дальше на подъемный пластинчатый транспортер; обе же пустые половины опоки сталкиваются вторым пневматическим толкателем 11 на формовочный конвейер. Затем цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выбивки литейных форм | 1979 |
|
SU863173A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ | 1961 |
|
SU152728A1 |
| УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И ВИБРАЦИОННОЕ ВЫБИВНОЕ УСТРОЙСТВО | 1990 |
|
RU2015840C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| Устройство для выбивки литейных форм | 1989 |
|
SU1675044A1 |
| Автоматическая установка для выбивки и охлаждения отливок | 1958 |
|
SU114619A1 |
| Механизированная линия для изготовления отливок | 1988 |
|
SU1675043A1 |
| Установка для выбивки стопочных форм | 1989 |
|
SU1699707A1 |
| Установка для выбивки литейных форм | 1982 |
|
SU1087253A1 |
| Автоматическая установка для раскрытия парноопочных форм и выбивки земли из верхних опок | 1959 |
|
SU130164A1 |
1. Установка для выбивки литья из опок, перемещаемых формовочным конвейером, с использованием параллельной конвейеру вибрационной прутковой решетки, одновременно служащей транспортером, отличающаяся тем, что, с целью комплексной механизации процесса, в ней применены два толкателя и два манипулятора, из которых один толкатель и один манипулятор, установленные на одном конце решетки, предназначены для передачи залитой опоки с конвейера на решетку и для снятия верхней опоки, а вторые манипулятор и толкатель, установленные на другом конце решетки, служат для переворачивания нижней опоки с удалением из нее отливки и установки выбитой нижней опоки на поданную вибрационной решеткой верхнюю опоку с последующим сталкиванием обеих опок на формовочный конвейер.
2. Форма выполнения установки по п. 1, отличающаяся тем, что зажимы манипулятора для снятия верхней опоки, с целью освобождения последней от формовочной земли, снабжены встроенными в них вибраторами.
3. Форма выполнения установки по пп. 1 и 2, отличающаяся тем, что зажимы второго манипулятора с встроенными вибраторами снабжены поворотным устройством для опрокидывания нижней опоки с целью удаления из нее отливки.
4. В установке по пп. 1, 2, 3 применение для привода толкателей манипуляторов и поворотного устройства второго манипулятора индивидуальных гидравлических (пневматических) приводов.
