Изобретение относится к оборудов нию прокатного производства, а именн к оборудованию для прокатки в вакуум или среде инертных газов,и может быть использовано для получения проката из тугоплавких,легкоокисляющихся и актйвных металлов, а также для получе ния прокаткой биметаллов на основе таких металлов. Известна клеть вакуумного прокат ного стана, состоящая из рабочей ка меры с вертикальными стойками,в рас точках которых размещены подушки и их уплотнители fl . В передней и за ней стенках рабочей камеры, выполне ной сваркой, имеются расточки для присоединения к рабочейкамере камер нагрева и охлаждения проката. Расточки в вертикальных стойках служат для ввода валков внутрь камеры. Уплотнители, подушек выполнены в виде кольцевых прокладок из вакуумной резины и помещены в расточках на наружной поверхности камеры. Функционирует описываемая клеть следующим образом. Откачка рабочего объема клети на вакуум производится вакуумной системой стана через камеры нагрева и охлаждения проката, присоединенные к расточкам в передней и задней вер . тикальных стенках корпуса рабочей камеры. Через Эти же расточки нагре тые заготовки задают с помощью мани пулятора из камеры нагрева в валки, а прокат выгружают в камеру охлажде ния. Доступу воздуха в вакуумируемы объем клети вдоль поверхности валков препятствуют уплотнители шеек валков,герметизирующие зазор между внутренней поверхностью подушек и п |верхностью шеек валков, а доступу воздуха между наружными поверхности МИ.подушек и корпуса клети - уплотнители подушек, расположенные между этими поверхностями. Зазор между валками устанавливается путем перемещения в вертикальном направлении верхнего валка, которое осуществляется с помощью нажимного устройства без разгерметизации рабочего объема клети. Давление прокатываемого металла на в,алки передается верхней и нижней крышкам рабочей камеры клети соответственно через нажимные винты от верхних подушек и через вкладыши-опоры от нижних. Клеть-прототип позволяет прокатывать полосы из тугоплавких металлов или плиты биметаллов ка основе тугоплавких металлов и стали шириной до 90 мм, при этом давление металла на валки не. должно .превышать 35 т. Недостатком клети-прототипа является тэ, что компенсация давления прокатки осуществляется за счет упругих свойств всех элементов рабочей камеры клети в последовательности: прокатываемый металл - валки подушки - крышки камеры - сварные швы - вертикальные стойки и стенки камеры. Самым слабым звеном в этой последовательности являются сварные швы, соединяющие кришки корпуса камеры с вертикальными стойками и стенками. Поэтому конструкция прототипа не допускает существенного увеличения давления прокатки. Низкая эксплуатационная надежность клети-прототипа обусловлена тем, что уплотнители подушек располагаются в незамкнутом объеме между подушками и корпусом клети. При прокатке высокопрочных материалов из-за прогиба валков и разворота подушек возможен отход их плоскостей от вертикальных стоек клети и, как следствие, нарушение герметизации непосредственно при прокатке. Цель изобретения - повышение величины давления прокатки при одно временном повышении надежности эксплуатации клети. Поставленная цель достигается тем, что в клети вакуумного прокатного стана, состоящей из рабочей камеры с вертикальными , в расточках которых размещены подушки и их уплотнители, подушки выполнены в виде эксцентриковых втулок, содержащих два сопряженных между собой участка, на один из которых цилиндрический - насажены уплотнители подушек, а другой - эксцентричный - имеет максимальный диаметр, равный диаметру расточки. На чертеже изображен общий вид клети вакуумного прокатного стана. Клеть состоит из рабочей камеры. 1 с вертикальными стойками 2, в расточках которых размещены подушки 3 и их уплотнители 4.. Подшипники 5 и шейки валков б с уплотнителями 7 помещены в подушки 3. В передней и , задней стенках рабочей камеры 1, выполненной сварной, имеются расточки ДЛЯприсоединения к рабочей камере камер нагрева и охлаждения проката. Уплотнители подушек 3 выполнены в виде кольцевых прокладок 8 из вакуумной резины и колец 9 и 10. Функционирует предлагаемая клеть следующим образом. Откачка рабочего объема клети на вакуум производится вакуумной системой стана через камеры нагрева и хлаждения проката, присоединенные к расточкам в передней и задней вертикальных стенках рабочей камеры 1. ерез эти же расточки нагретые заготовки задают с помощью манипулятора из камеры нагрева в валки, а рокат выгружают в камеру охлажения. Доступу воздуха в вакуумироанный объем клети вдоль поверхности валков препятствуют уплотнители шеек валков 7, герметизирующие зазор между внутренней поверхностью подушек 3 и поверхностью шеек валков, а доступу воздуха между наружн ми поверхностями подушек 3 и расточек в вертикальных стойках 2 - уплотнители подушек 3, расположенные между этими поверхностями. Для регулировки зазора между вал ками в предлагаемой конструкции кле ти используется набор комплектов эксцентриковых втулок-подушек 3 с одинаковыми внешними размерами, но с различным эксцентриситетом. Давление, прокатки передается через подушки 3 вертикальным стойкам 2 и полностью компенсируется упругостью последних. Таким образок вертикальные стойки 2 являются основным силонагруженным элементом клети, а передняя и задняя вертикальные стенки, а также крышки и сварные швы рабочей камеры. 1 воспр нимают только атмосферное давление Следовательно, предлагаемая клеть лишена основного недостатка прототипа - сварные швы в ней не воспри нимают давления прокатки. Это позволяет увеличить - по сравнению с ; прототипом.; величину давления прокатки. в предлагаемой клети уплотнители подушек 3 находятся в замкнутом объеме, что .является существен ным преимуществом .предлагаемой кон струкции по сравнению с прототипом и позволяет предотвратить нарушение герметичности клети непосредст венно при npOKatKe из-за разворота подушек 3. Клеть предлагаемой конструкции использована в вакуумном прокатном стане ВПС-220. Этот стан позволяет нагревать, прокатывать и охлаждать в вакууме полосы из тугоплавких ме таллов или .плиты биметаллов на основе тугоплавких металлов и стали шириной до 180 мм. Длина бочки вал iKOB составляет 220 мм, их номиналь диаметр - 250 мм. Наибольшая велич на давления прокатки .составляет 140 т. Используемые на этом стане комплекты эксцентриковых втулок-подушек позволяют из1.генять зазор между валками от 20 до 70 мм через каждые 2 мм. При прокатке труднодеформируемых металлов давление в вакуумной системе стана ВПС-220 увеличивается всего на 10-20% по сравнению с давлением при нагреве. Это связано с увеличением газовыделения из деформируемого металла, а не с увеличе.нием натекания из-за ухудшения герметизации рабочего объема клети. Таким образом, предлагаемая конструкция клети позволяет значительно повысить надежность ее эксплуатации. Обладая возможностью изменения зазора между валками, предлагаемая конструкций значительно проще прототипа в конструкционном плане и в изготовлении - в ней отсутствуют нажимное и уравновешивающее устройства. Таким образом, предлагаемая клеть вакуумного прокатного стана позволяет повысить величину давления прокатки при одновременном повышении йадежности эксплуатации клети. Особенно велики эксплуатационные преимущества предлагаемой клети в станах, предназначенных для серийного производства биметаллических плит, спецификой которого является отсутствие необходимости изменения зазора между валками при прокатке плит одной марки. Это обусловлено тем, что пакеты-заготовки биметалла данной марки имеют одинаковую толщину и прокатываются в один проход с заданным, постоянным для этой марки обжатием. Так как сортамент биметаллических плит по толщине весьма ограничен и составляет всего типоразмера, то отпадает необходимость в изготовлении и использовании большого числа комплектов сменных подушек. Предлагаемая клеть может быть использована также для создания многоклетевых вакуумных прокатных станов, предназначенных для получения плоского и профильного проката из тугоплавких металлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1980 |
|
SU984519A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2010 |
|
RU2464140C2 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2179900C1 |
| Устройство для автоматического регулирования разнотолщинности проката | 1978 |
|
SU766691A1 |
| ПОДУШКА ПРОКАТНОГО ВАЛКА | 2008 |
|
RU2376090C1 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1997 |
|
RU2110341C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1996 |
|
RU2103079C1 |
| СТАН ДЛЯ ПРОКАТКИ ТОНКИХ ЛЕНТ | 1993 |
|
RU2082513C1 |
| БЛОК СОРТОПРОКАТНОГО СТАНА | 1995 |
|
RU2068306C1 |
КЛЕТЬ ВАКУУМНОГО ПРОКАТНОГО СТАНА, состоящая из рабочей камеры с вертикальными стойками, в расточках которых размещены подушки иих уплотнители, отличающа я с я тем, что, с целью повышения величины давления прокатки при одновременном повышении надежности эксплуатации, подушки выполнены в виде эксцентриковых ртулок, содержащих два сопряженных между собой участка, на один из которых - цилинд.рический насажены уплотнители подушек,, а другой - эксцентричный имеет максимальный диаметр, равный диаметру расточки. О)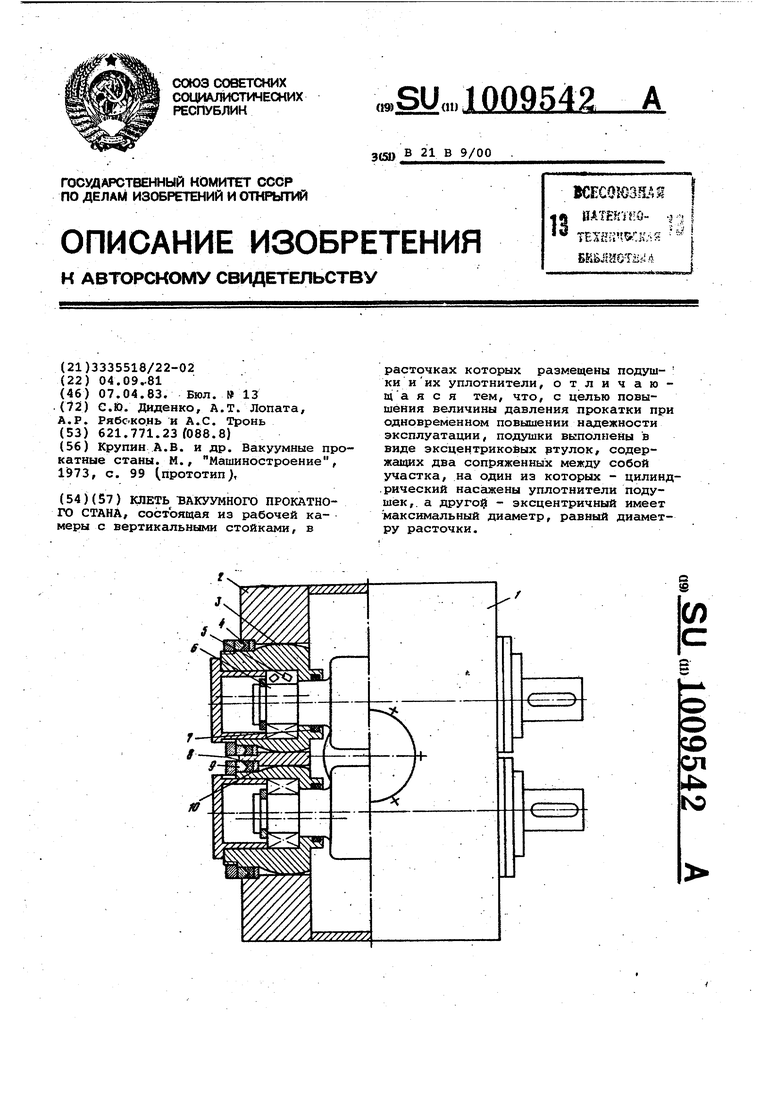
| Крупны А.В | |||
| и др | |||
| Вакуумные прокатные станы | |||
| М., Машиностроение, 1973, с | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
