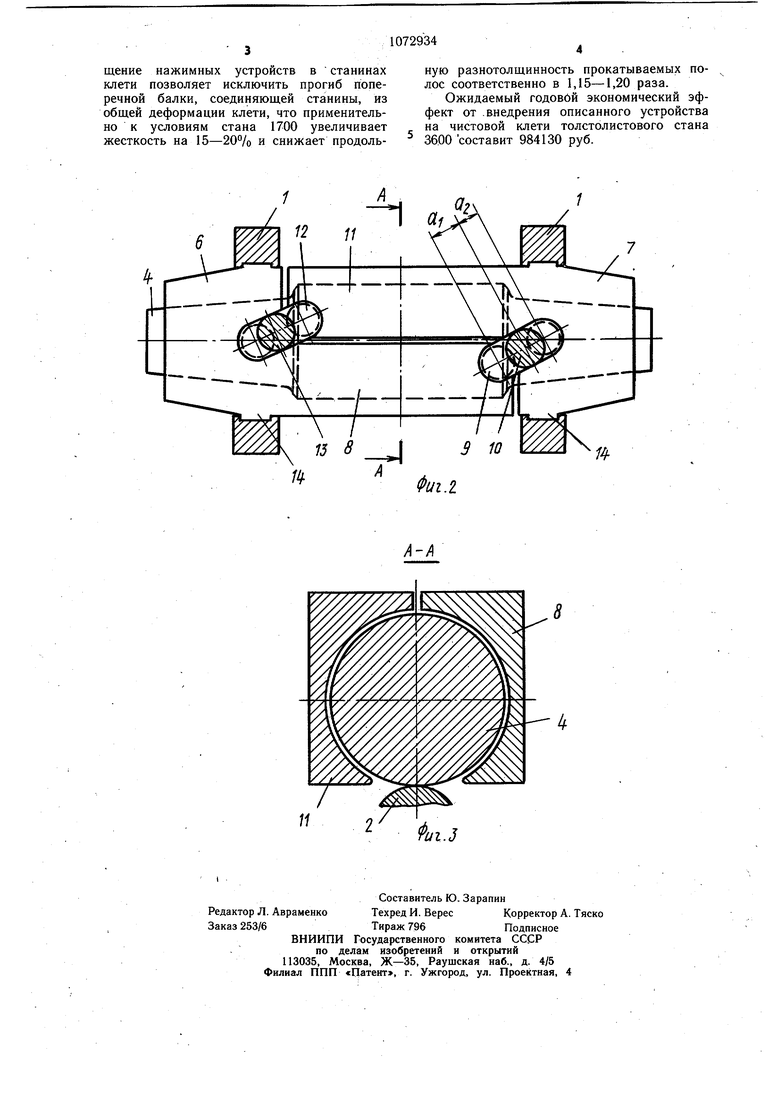
Изобретение относится к прокатному производству и может быть использовано для повышения точности геометрических размеров и улучшения качества формы листового проката, получаемого на реверсивных и непрерывных станах горячей и холодной продукции. Известна прокатная клеть, в которой снижение поперечной разнотолшИнности прокатываемых полос осуш.ествляется противоизгибом опорных валков при помощи гидравлических цилиндров, установленных между дополнительными подушками, размещенными на удлиненных шейках валков 1. Известна также прокатная клеть, в которой регулирование прогиба прокатных валков осуществляется ,при помощи гидроцилиндров, установленных в подушках, размещенных на шейках валки не менее чем в двух подшипниках и плунжеры которых взаимодействуют с горизонтальными рычагами, жестко связанными с подушками противоположных шеек валка 2. Недостатком известных конструкций клети является необходимость создания регулируемых по величине усилий в гидроцилиндрах противоизгиба в функции от величины давления металла на валки. Наиболее близким к предлагаемому является прокатная клеть, включающая рабочие валки, установленные с подушками в станинах, верхний опорный валок с подушкаMHj снабженными консолями и размещенными на удлиненных шейках валка не менее, чем в двух подщипниках, нажимные устройства,, взаимодействующие с консолями подушек 3. Жесткость известной клети существенно снижена за счет дополнительной деформации горизонтальных балок, которые связывают станины, и в которых размещены нажимные устройства, воспринимающие усилие прокатки, что увеличивает продольную разнотолщинность прокатываемых полос. Цель изобретения - снижение продольной разнотолщинности прокатываемых полос- посредством увеличения жесткости клети. поставленная цель достигается тем, что прокатная клеть, включающая рабочие валки, установленные с подушками в станинах, верхний опорный валок с подушками, снабженными консолями и размещенкыми на удлиненных шейках валка не менее, чем в двух подшипниках, нажимные устройства, взаимодействующие с консолями подушек,, снабжена балансирами, каждый из которых взаимодействует с консолью подущки одной шейки ваЛка и с подушкой другой шейки валка и установлен под нажимньш устройством. На фиг. 1 показана клеть, общий вид; на фиг. 2 - узел валков, вид сверху; на фиг. 3 - разрез А-А на фиг. 2. В окнах станины 1 установлены рабочие валки 2 и опорные валки 3 и 4. Нижний опорный валок 3 размеш,ен в подушках 5. Верхний опорный валок 4 с удлиненными шейками снабжен подушками 6 и 7, каждая из которых смонтирована на шейке валка не менее, чем в двух подшипниках. Подушка 6 левой шейки валка 4 опирается консольной балкой 8 при помоши балансира 9 на подпятник правого нажимного устройства 10. Подушка 7 правой шейки валка 4 опирается консольной балкой 11 при помоши балансира 12 на подпятник левого нажимного устройства 13. Направляюшие 14 (фиг. 2) предохраняют верхний опорный валок от возможных перекосов. Устройство работает следующим образом. При прокатке полосы в клети давление металла передаетсй через рабочие валки 2 на бочки опорных валков 3 и 4. Часть усилия проката, воспринимаемая нажимным устройством 10 при помоши балансира 9, распределяется между подушкой 7 правой шейки верхнего опорного валка 4 и концом консольной балки 8, жестко связанной с подушкой 6. При этом на левой шейке валка. 4 действует момент противоизгиба, изгибающий верхний опорный валок в направлении, противоположном действию усилия прокатки. Соответственно часть усилия прокатки, воспринимаемая левым нажимным устройством 13, распределена между подушкой 6 и концом консольной балки 11, которая создает момент противоизгиба на правой щейке валка. Распределение реакций в нажимных устройствах между консольными балками и подушками верхнего опорного валка 4, а следовательно, и величина момента противоизгиба зависит от отношения длин а и aj ..{где а .и а .- длины плеч балансиров 9 и 12,фиг. 2). В зависимости от размеров валкового узла «-/,..(где L - расстояние между опорами нижнего опорного валка, В..- ширина бочки рабочего валка), при величине . 0,7-0,9 момент противоизгиба верхнего опорного валка 4 обеспечивает его прогиб вниз на величину, равную прогибу вниз нижнего опорного валка 3. При этом величина межвалкового зазора по всей ширине полосы будет сохраняться постоянной, что ведет к снижению поперечной разнотолщинности прокатываемых полос при любом колебании давления металла на валки без применения регулирующих устройств. Анализ деформированного состояния узлов подушек показывает, что при одинаковом моменте сопротивления консольных балок изгибу жесткость валков данной клети и прокатной, принятой за прототип, равны между собой. Однако размещение нажимных устройств в станинах клети позволяет исключить прогиб поперечной балки, соединяющей станины, из общей деформации клети, что применительно к условиям стана 1700 увеличивает жесткость на 15-20% и снижает продольную разнотолщинность прокатываемых полос соответственно в 1,15-1,20 раза.
Ожидаемый годовбй экономический эффект от .внедрения описанного устройства на чистовой клети толстолистового стана 36.00 составит 984130 руб.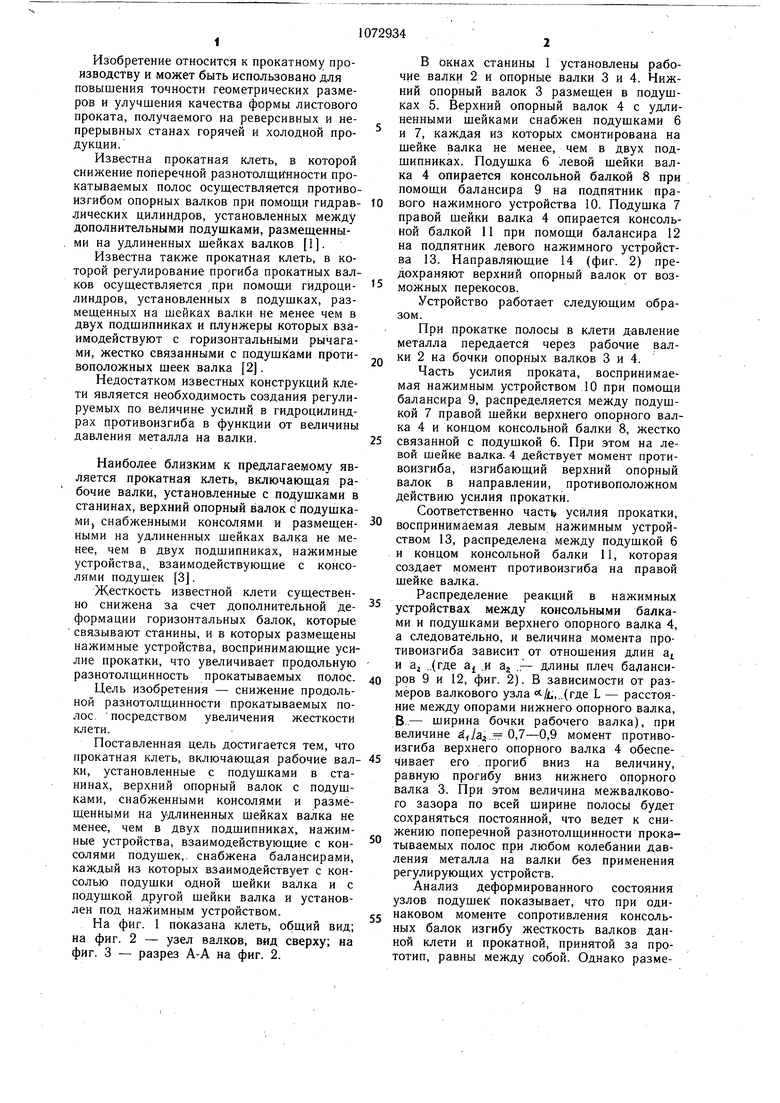
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| Прокатная клеть | 1982 |
|
SU1088819A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Способ регулирования толщины полосы при прокатке | 1978 |
|
SU772635A1 |
| Прокатная клеть | 1980 |
|
SU1003948A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| Прокатная клеть | 1983 |
|
SU1077673A1 |
| Прокатная клеть кварто | 1975 |
|
SU749465A1 |
| ПРОКАТНАЯ КЛЕТЬ | 2007 |
|
RU2348473C2 |
ПРОКАТНАЯ КЛЕТЬ, содержащая рабочие валки, установленные с подушками в станинах, верхний опорный валок с подушками, имеющими консоли и размещенными на удлиненных шейках валка не менее, чем в двух подшипниках, нажимные устройства, взаимодействующие с консолями подушек, отличающаяся тем, что, с целью снижения продольной разнотолщинности прокатываемых полос посредством увеличения жесткости прокатной клети, она снабжена . балансирами, каждый из которых взаимодействует с консолью подушки одной шейки валка и с подушкой другой шейки валка и установлен под нажимным устройством. (Л Ю со оо 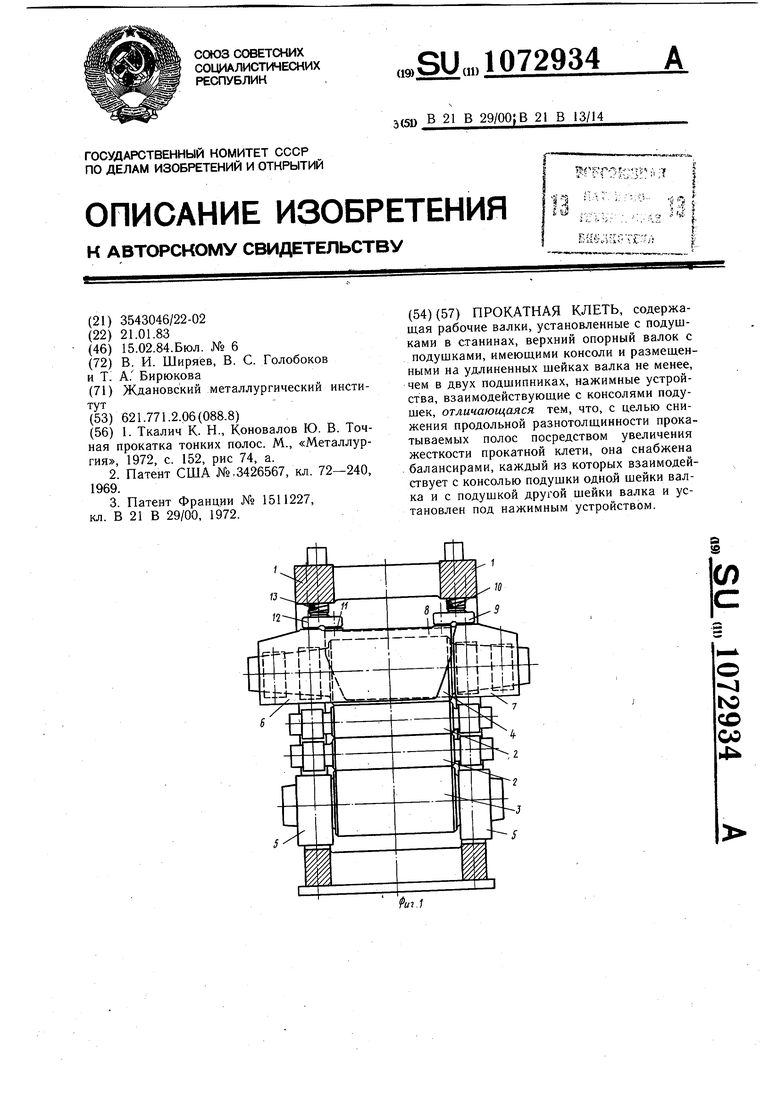
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ткалич К | |||
| Н., Коновалов Ю | |||
| В | |||
| Точная прокатка тонких полос | |||
| М., «Металлургия, 1972, с | |||
| Способ образования азокрасителей на волокнах | 1918 |
|
SU152A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
