1
Изобретение относится к прокатному производству. Оно может быть использовано для регулирования толщины и профиля листового, сортового и трубного проката.
Известно устройство для регулирования толщины и профиля полосы, содержащее по два гидроцилиндра вдоль оси каждого подшипника валка, расположенные между подщипниками валка и станиной, систему управления давлением в этих гидроцилиндрах, содержащую функциональный преобразователь, сумматор, датчик толщины, датчик профиля, задатчик толщины, задатчик профиля, регуляторы давления каждого гидроцилиндра, насосную станцию, причем вход функционального преобразователя соединен с выходами задатчиков толщины и профиля, а его выход соединен с входом регулятора давления одного гидроцилиндра и через сумматор - с входом регулятора давления другого гидроцилиндра 1.
Однако такое устройство не может быть использовано в сортопрокатном и трубопрокатном производстве ввиду трудностей создания датчиков профиля сортового и трубного проката. Расположение, как минимум, четырех гидроцилиндров с каждой стороны
клети, причем каждый гидроцилиндр на полное усилие прокатки, делает невозможным применение этого устройства на существующих клетях прокатных станов ввиду отсутствия места для установки гидроцилнндров.
J Наиболее близким к описываемому устройству по технической сущности и достигаемому результату является устройство для автоматического корректирования продольной разнотолщинности и горячекатаных полос, содержащее распорные гидравлические цилиндры, установленные между подушками валков и создающие предварительное напряжение клети с усилием порядка отклонения давления прокатки от номинального, причем с целью саморегулирования раствора валков гидросистема распора выполнена замкнутой посредством запорного клапана и ограничителя давления 2.
Но так как распорные гидроцилиндры расположены по вертикальной оси подщипников валков, то повышается лишь суммар20 ная жесткость деталей клети, расположенных по этой оси (станина, нажимной винт, подущки, подшипники валков, шейки валков), но остается неизменной, жесткость валков, тогда как в общей деформации клети составляющая «пруж;1ны валков весьма значительна - 40-80%. Эффект саморегулирования данного устройства недостаточен для получения высококачественного проката.
Целью изобретения является уменьшение разнотолщинности проката и обеспечение саморегулирования раствора валков без использования в процессе саморегулирования датчиков и исполнительных механизмов.
Поставленная цель достигается тем, что в устройство, содержащее подушки, валки, расположенные в подушках, и замкнутую гидросистему распора, в которой гидроцилиндры распора расположены между подушками и соединены с ограничителем давления и выходом запорного клапана, вход которого подсоединен к насосной станции, введена дополнительная гидросистема распора подушек, в которой гидроцилиндры распора расположены между подушками и соединены с ограничителем давления и выходом запорного клапана, вход которого подсоединен к насосной станции.
Гидроцилиндры замкнутых гидросистем распора подушек расположены вдоль шеек валков симметрично относительно вертикальной оси подшипников валков.
Гидроцилиндры каждой замкнутой гидросистемы распора подушек расположены только по одну сторону от вертикальной оси подшипников валков.
Введение дополнительной гидросистемы распора подушек валков, в которой гидроцилиндры расположены между подушками и соединены с ограничителем давления и выходом запорного клапана, вход которого подсоединен к насосной станции, расположение гидроцилиндров замкнутых гидросистем распора подушек вдоль шеек валков симметрично относительно вертикальной оси подшипников валков, включение в каждую замкнутую гидросистему распора подушек только гидроцилиндров, расположенных по одну сторону от вертикальной оси подшипников валков, позволяет повысить жесткость валков в результате «зашемления их шеек. Это приводит к уменьшению прогиба валков под действием усилия прокатки, а следовательно, и к уменьшению разнотолшинности проката.
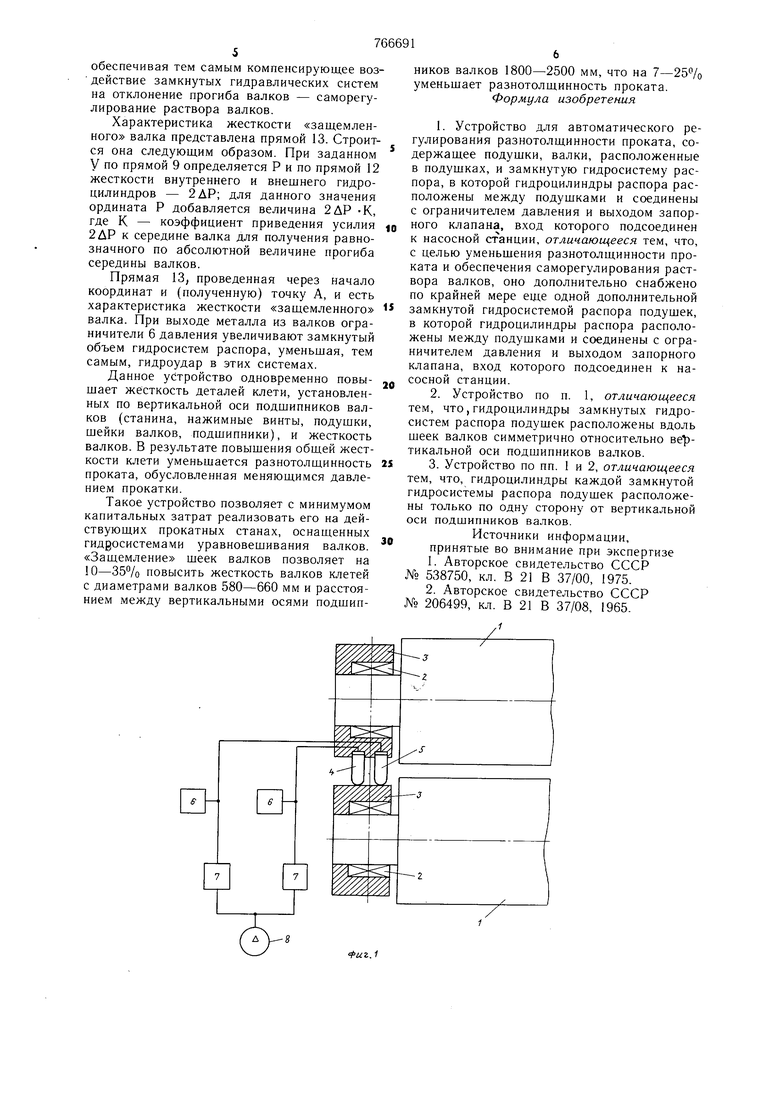
На фиг. 1 изображено предлагаемое устройство, обший вид; на фиг. 2 - схема «зашемления валков; на фиг. 3 - построение характеристики жесткости «заш,емленных валков.
Это устройство содержит прокатные валки 1, врашаюшиеся в подшипниках 2 подушек 3 прокатных валков. Между подушками верхнего и нижнего валков с каждой стороны клети, встроены наружные и внутренние распорные гидроцилиндры 4 и 5.
Гидроцилиндры 4 и 5 соединены с ограничителями 6 давления и через запорные клапаны 7 - с насосной станцией 8, причем
гидроцилиндры 4 и 5 расположены симметрично относительно вертикальной оси подшипников.
Устройство работает следуюш:им образом.
При открывании клапанов 7 в гидроцилиндры 4 и 5 поступает под давлением жидкость от насосной станции 8, создавая необходимое усилие распора.
В зависимости от технологических особенностей процесса прокатки клапаны 7 закрываются до или после входа прокатываемого металла в клеть. В том и другом случаях работа устройства одинакова, поэтому ограничимся лишь рассмотрением работы устройства при закрывании клапанов 7 до входа металла в клеть.
После закрытия клапанов 7 распорные гидравлические цилиндры 4 и 5 превращаются в жесткие «пружины, создающие предварительное напряжение деталей клети, расположенных по вертикальной оси подшипников валков и эффект «защемления шеек валков.
«Защемление шеек валков повышает жесткость последних (см. фиг. 3)- Прямая 9 соответствует характеристике жесткости незащемленных валков
Жь ,
где Р - усилие прокатки, приложенное к середине валков; V -прогиб середины валков. Характеристики жесткости гидроцилиндров, приведенные к середине валков.
м .А 4 S а
гдеГ- S
усилие, создаваемое гидроцилиндром,-деформация столба рабочей жидкости;
Z - расстояние между вертикальной осью подшипников валков и вертикальной плоскостью, проходящей через середину бочек валков; а - расстояния между вертикальными осями подшипника валков и гидроцилиндрами 4(5), представленные ломаными прямыми 10 и 11 соответственно для наружных и внутренних гидроцилиндров 4 и 5.
При входе металла в валки последние прогибаются. Давление жидкости в гидроцилиндрах 4 увеличивается, а в гидроцилиндрах 5 уменьшается, в результате чего усилие, развиваемое гидроцилиндрами 4, повышается на АР, а усилие, развиваемое гидроцилиндрами 5, уменьшается на ДР. Приращение усилий имеют разные знаки, что равносильно приложению приращений 2ДР по оси наружных гидроцилиндров (прямая 12 - результирующая характеристика жесткости внутреннего и внешнего гидроцилиндров). Усилие ДР препятствует прогибу валков от действия усилия прокатки. обеспечивая тем самым компенсирующее воздействие замкнутых гидравлических систем на отклонение прогиба валков - саморегулирование раствора валков. Характеристика жесткости «защемленного валка представлена прямой 13. Строится она следующим образом. При заданном У по прямой 9 определяется Р и по прямой 12 жесткости внутреннего и внещнего гидроцилиндров - 2ДР; для данного значения ордината Р добавляется величина 2ДР -К, где К - коэффициент приведения усилия 2ДР к середине валка для получения равнозначного по абсолютной величине прогиба середины валков. Прямая 13, проведенная через начало координат и (полученную) точку А, и есть характеристика жесткости «защемленного валка. При выходе металла из валков ограничители 6 давления увеличивают замкнутый объем гидросистем распора, уменьщая, тем самым, гидроудар в этих системах. Данное устройство одновременно повыщает жесткость деталей клети, установленных по вертикальной оси подщипников валков (станина, нажимные винты, подущки, шейки валков, подщипники), и жесткость валков. В результате повыщения общей жесткости клети уменьщается разнотолщинность проката, обусловленная меняющимся давлением прокатки. Такое устройство позволяет с минимумом капитальных затрат реализовать его на действующих прокатных станах, оснащенных гид9осистемами уравновещивания валков. «Защемление щеек валков позволяет на 10-35% повысить жесткость валков клетей с диаметрами валков 580-660 мм и расстоянием между вертикальными осями подшипНИКОВ валков 1800-2500 мм, что на 7-25% уменьщает разнотолщинность проката. Формула изобретения 1. Устройство для автоматического регулирования разнотолщинности проката, содержащее подущки, валки, расположенные в подущках, и замкнутую гидросистему распора, в которой гидроцилиндры распора расположены между подущками и соединены с ограничителем давления и выходом запорного клапана, вход которого подсоединен к насосной станции, отличающееся тем, что, с целью уменьщения разнотолщинности проката и обеспечения саморегулирования раствора валков, оно дополнительно снабжено по крайней мере еще одной дополнительной замкнутой гидросистемой распора подущек, в которой гидроцилиндры распора расположены между подущками и соединены с ограничителем давления и выходом запорного клапана, вход которого подсоединен к насосной станции. 2.Устройство по н. 1, отличающееся тем, что,гидроцилиндры замкнутых гидросистем распора подущек расположены вдоль щеек валков симметрично относительно ве этикальной оси подщипников валков. 3.Устройство по пп. 1 и 2, отличающееся тем, что, гидроцилиндры каждой замкнутой гидросистемы распора подущек расположены только по одну сторону от вертикальной оси подшипников валков. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 538750, кл. В 21 В 37/00, 1975. 2.Авторское свидетельство СССР № 206499, кл. В 21 В 37/08, 1965.
npOiu§ с В реданы балка.
-U
Хх,, Проъи5 середины ёалка
+V
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования разнотолщинности проката | 1979 |
|
SU880533A2 |
| Устройство для измерения раствора валков в процессе прокатки | 1978 |
|
SU759164A1 |
| Устройство для автоматического регулирования продольной разнотолщинности горячекатанного металла | 1978 |
|
SU764760A1 |
| Устройство для регулирования жесткости прокатной клети | 1977 |
|
SU749479A1 |
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |
| Способ повышения точности прокатки полос | 1974 |
|
SU488636A1 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| Устройство для регулирования профиля полосы в итерационной электрогидравлической системе автоматической стабилизации толщины проката | 1974 |
|
SU533412A1 |
| Устройство для измерения толщины проката | 1978 |
|
SU751460A1 |
| УСТРОЙСТВО для ПРОТИВОИЗГИБА ВАЛКОВ ПРОКАТНОЙ | 1973 |
|
SU391877A1 |

Раг-.з
