ел
сд со о tc
CD
в станине с возможностью возвратно- поступательного перемещения в направлении подачи, узел гиба и приводной вал 12. На валу 12 установлен гибочный шаблон 13 и зажимные элементы 14 и 15. Зажимной элемент 14 выполнен в виде сектора, а элемент 15 - в виде цилиндрической втулки. Оба элемента снабжены плоскими выступами Q
с шипами. Элемент 15 выполнен с возможностью перемещения по оси приводного вала 12. Станок содержит раскладчик витков, приемную оправку 9, установленную на приводном валу, выполненную в виде полого цилиндра, и укладчик провода в виде ролика, установленного на станине. 5 з.п. ф-лы, 8 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки ортоциклических обмоток | 1979 |
|
SU978211A1 |
| Станок для загибки и отрезки концов трубных спиралей | 1981 |
|
SU986541A1 |
| Станок для намотки электрических катушек | 1983 |
|
SU1150667A1 |
| Станок для намотки полосы | 1981 |
|
SU975143A1 |
| Трубогибочный станок | 1984 |
|
SU1274802A1 |
| Станок для загибки и отрезки концов двухветвевых плоских спиралей | 1978 |
|
SU745573A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| Станок для намотки катушек электрических машин | 1985 |
|
SU1420635A1 |
| Станок для изготовления изделий методом намотки | 1976 |
|
SU645844A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |


Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления спиральных катушек преимущественно из шинного провода гибкой на ребро. Цель изобретения - повышение качества и расширение технологических возможностей за счет увеличения номенклатуры изготавливаемых катушек. Станок содержит станину, корпус, установленный в станине с возможностью возвратно-поступательного перемещения в направлении подачи, узел гиба и приводной вал 12. На валу 12 установлен гибочный шаблон 13 и зажимные элементы 14 и 15. Зажимной элемент 14 выполнен в виде сектора, а элемент 15 - в виде цилиндрической втулки. Оба элемента снабжены плоскими выступами с шипами. Элемент 15 выполнен с возможностью перемещения по оси приводного вала 12. Станок содержит раскладчик витков, приемную оправку 9, установленную на приводном валу, выполненную в виде полого цилиндра, и укладчик провода в виде ролика, установленного на станине. 5 з.п. ф-лы, 6 ил.
Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления катушек трансформатора из шинного привода гибкой на ребро.
Целью изобретения является повышение качества и расширение технологических возможностей за счет увеличения номенклатуры изготавливаемых катушек.
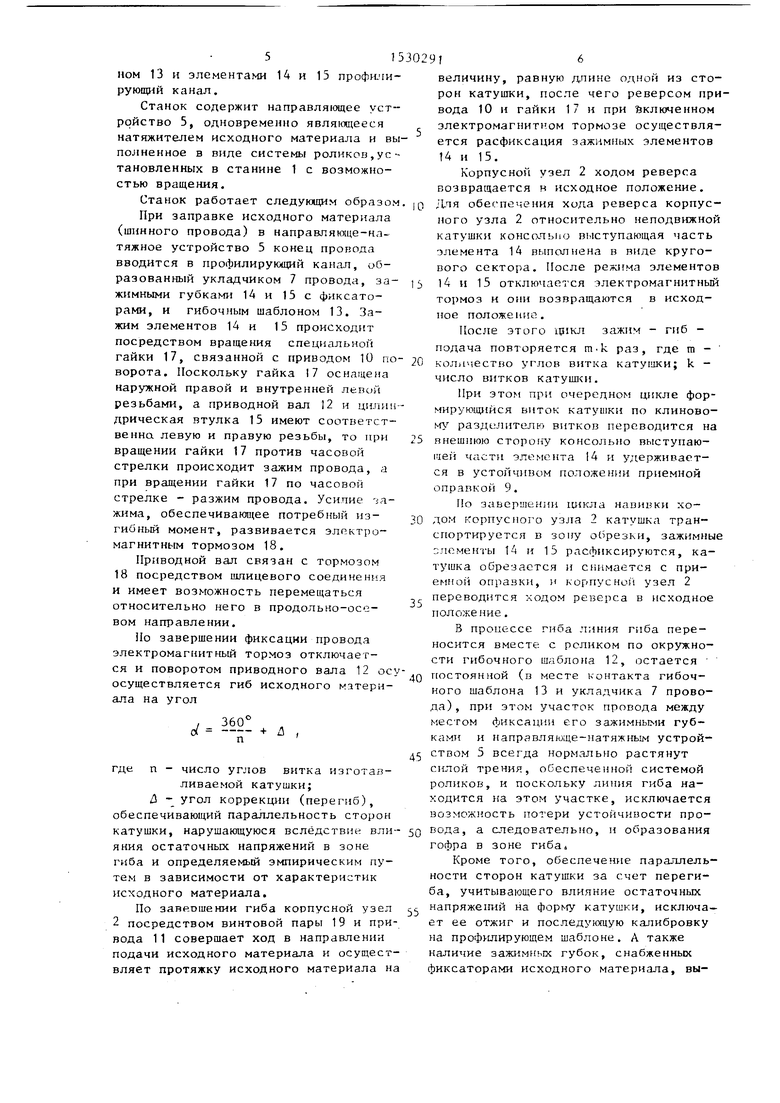
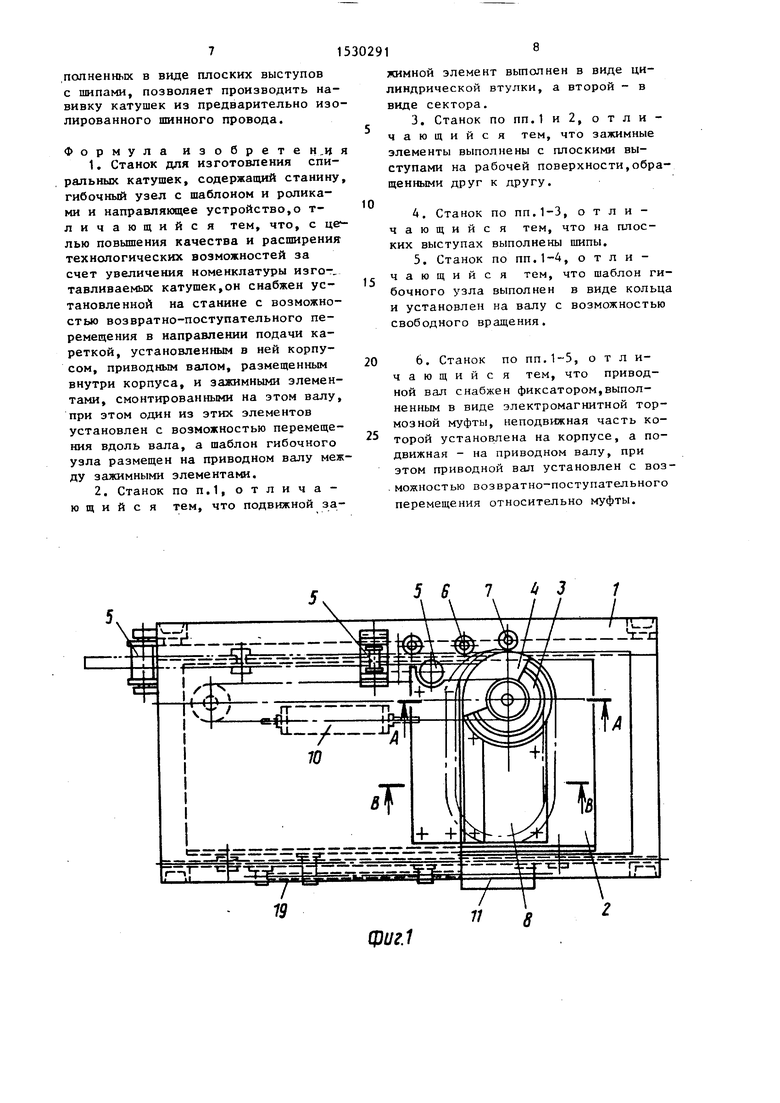
На фиг.1 показан станок, вид сверху; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.2; на фиг.4 - сечение В-В на фиг.1; на фиг.5 - сечение Г-Г на фиг.2; на фиг.6 - схема работы станка; на фиг.7 - сечение Д-Д на фиг.З;на фиг.8 сечение Е-Е на фиг.5.
Станок содержит станину 1, корпусной узел 2 с устройством 3 гиба, оснащенным механизмом 4 фиксации, натяжитель 5, гибочный элемент 6, укладчик 7 провода, раскладчик 8 витков, приемную оправку 9 и приводы поворота 10 и прямолинейной подачи 11. Корпусной узел 2 вьшолнен в виде каретки, в которой установлен с возможностью вращения приводной вал 12 с гибочным шаблоном в виде цилиндрического кольца 13 и зажимными элементами, один из которых выполнен в виде консольно выступающего кругового сектора 14, а второй в виде цилиндрической втулки 15, связанной с приводным валом 12 посредством шпонки 16 с возможностью продольно- осевого перемещения. Зажимные элементы снабжены фиксаторами исходного материала, расположенными друг против друга и вьшолненными в виде плоских выступов на рабочей поверхности элементов.
На плоских выступах зажимных элементов установлены дополнительно фиксаторы, выполненные в виде шипов.
5
0
5
0
5
Приводной вал 12 и цилиндрический элемент 15 выполнены в виде талрепа, т.е. оснащены соответственно левой и правой резьбой и соединены с приводом 10 поворота посредством специальной гайки 17 с наружной правой и внутренней левой резьбами. Кроме того, приводной вал 12 соединен с электромагнитным тормозом 18, установленным на корпусном узле 2, который обеспечивает в момент зажима силу трения между проводом и зажимными элементами 15 и 14 необходимую для обеспечения потребного изгибающего момента.
Корпусной узел 2 имеет возможность совершать продольное перемещение по направляющим станины 1. Перемещение осуществляется программно-управляемым приводом 11 через винтовую па- РУ 19.
Кроме того, на корпусном узле 2 -жестко закреплен раскладчик 8 витков, вьшолненньй в виде клиновой пластины, а над консольно выступающей частью элемента 14 на приводном валу 12 установлена приемная оправка 9, выполненная в виде полого цилиндра. Приемная оправка имеет возможность вращаться относительно при- 5 водного вала. Устройство 3 гиба оснащено гибочным элементом 6, вьшол- ненным в виде ролика, закрепленного на станине 1 с возможностью вращения вокруг своей оси и установленным эксцентрично оси гибочного шаблона 13, причем величина эксцентриситета равна плечу, обеспечивающему потребный изгибающий момент. Кроме того, устройство 3 гиба оснащено укладчиком 7 провода, выполненного в виде ролика, установленного в станине 1 со- осно гибочному шаблону 13 с возможностью вращения вокруг своей оси и образующего вместе с гибочным шабло0
0
ном 13 н элементами 14 и 15 профилирующий канал.
Станок содержит направляющее устройство 5, одновременно являющееся натяжителем исходного материала и выполненное в виде системы роликов,установленных в станине 1 с возможностью вращения.
Станок работает следующим образом.
При заправке исходного материала (шинного провода) в направляюще-кл- тяжное устройство 5 конец провода вводится в профилирующий канал, образованный укладчиком 7 провода, за- 15 жимными губками 14 и 15 с фиксаторами, и гибочным шаблоном 13. Зажим элементов 14 и 15 происходит посредством вращения специальной
5
10
величину, равную длине одной из сторон катущки, после чего реверсом привода 10 и гайки 17 и при йключенном электромагнитном тормозе осуществляется расфиксация зажимных элементов 14 и 15.
Корпусной узел 2 ходом реверса возвращается в исходное положение. Для обеспечения хода реверса корпусного узла 2 относительно неподвижной катушки консолыю выступающая часть -элемента 14 выполнена в виде кругового сектора. После режима элементов 14 и 15 отключается электромагнитный тормоз и они возвращаются в исходное положение.
После этого цикл зажим - гиб подача повторяется m.k раз, где m -
гайки 17, связанной с приводом 10 по- 20 кол 1чество углов витка катугики; k число витков катушки.
При этом при очередном цикле фор- мируюидшся виток катушки по клиновому разделителю витков переводится на
25 внешнюю сторонку консольно выступающей части элемента 14 и удерживается в устойчивом положении приемной оправкой 9.
По завершении 1Ц1кла напивки хо30 дом Корпусного узла 2 катушка тран- сгЕортируется в зону обрезки, зажимные элементы 14 и 15 расфиксируются, катушка обрезается и снимается с при- eMFiofi оправки, и корпусHOI I узел 2 переводится ходом реверса в исходное положение.
В пропессе гнба линия гиба переносится вместе с роликом по окружноворота. Поскольку гайка 17 оснащена наружной правой и внутренней левой резьбами, а приводной вал 12 и цилиндрическая втулка 15 имеют соответственна левую и правую резьбы, то при вращении гайки 17 против часовой стрелки происходит зажим провода, а при вращении гайки 17 по часовой стрелке - разжим провода. Усилие зажима, oбecпeчивaюп ee потребный из- гибный момент, развивается электромагнитным тормозом 18.
Приводной вал связан с тормозом 18 посредством пшицевого соединения и имеет возможность перемещаться относительно него в продольно-осевом направлении.
По завершении фиксации провода электромагнитный тормоз отключается и поворотом приводного вала 12 осу- осуществляется гиб исходного материала на угол
/ 360 о/ ---- Л ,
где п - число углов витка изготавливаемой катушки; /3 - угол коррекции (перегиб), обеспечивающий параллельность сторон
35
сти гибочного шаблона 12, остается 40 г остоянной (в месте контакта гибочного шаблона 13 и укладчика 7 провода) , при этом участок провода между местом фиксация его зажимными губ- камн и направляюще-натяжным устрой- 5 ством 5 всегда нормально растянут силой трения, обеспеченной системой роликов, и поскольку линия гиба находится на этом участке, исключается возможность потери устойчивости про-
катушки, нарушающуюся вследствие вли- 50 вода, а следовательно, и ооразования
яния остаточных напряжении в зоне гиба и определяемый эмпирическим путем в зависимости от характеристик исходного материала.
По завепшении гиба корпусной узел 55 напряжений на форму катушки, исключа- 2 посредством винтовой пары 19 и при- ет ее отжиг и последующую калибровку
на профуширующем шаблоне. А также наличие зажимных губок, снабженных
вода 11 совершает ход в направлении подачи исходного материала и осуществляет протяжку исходного материала на
фиксаторами исходного материала, вы
величину, равную длине одной из сторон катущки, после чего реверсом привода 10 и гайки 17 и при йключенном электромагнитном тормозе осуществляется расфиксация зажимных элементов 14 и 15.
Корпусной узел 2 ходом реверса возвращается в исходное положение. Для обеспечения хода реверса корпусного узла 2 относительно неподвижной катушки консолыю выступающая часть -элемента 14 выполнена в виде кругового сектора. После режима элементов 14 и 15 отключается электромагнитный тормоз и они возвращаются в исходное положение.
После этого цикл зажим - гиб 30
35
сти гибочного шаблона 12, остается 40 г остоянной (в месте контакта гибочного шаблона 13 и укладчика 7 провода) , при этом участок провода между местом фиксация его зажимными губ- камн и направляюще-натяжным устрой- 5 ством 5 всегда нормально растянут силой трения, обеспеченной системой роликов, и поскольку линия гиба находится на этом участке, исключается возможность потери устойчивости про-
гофра в зоне гиба
Кроме того, обеспечение параллельности сторон катушки за счет перегиба, учитывающего влияние остаточных
фиксаторами исходного материала, выполненных в виде плоских выступов с шипами, позволяет производить навивку катушек из предварительно изолированного шинного провода.
н,и спиФормула изобрете
жимной элемент вьтолнен в виде цилиндрической втулки, а второй - в виде сектора.
А. Станок по пп.1-3, о т л и - чающийс я тем, что на плоских выступах выполнены шипы,
фиг.1
фиг.З
В в
ч
:
Фиг.
Фие.5
,
J
Фиг.б
0UZ.f
| Устройство для гибки | 1983 |
|
SU1228943A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
