Изобретение относится к обработке металлов давлением, в частности к изготовлению железнодорожных рельсо« вых подкладок.
Известен способ изготовления изделий с отверстиями и пазами, включающий пробивку отверстий, отрезку мерной заготовки от прокатной полосы с двусторонними выступамии пробивку пазов в выступах к напряженном состоянии 1.
Недостатком известного способа является образование отхода при пробивке отверстий и пазов.
Известен способ получения утолщений на концах профилей, включающий гибку участ.ка, подлежащего высадке, высадку утолпения и штамповку набранного утолщения 2.
Недостатком известного способа является то, что он не обеспечивает возможности получения деталей типа рельсовых подкладок с отверстиями, ребрами и выступами.
Наиболее близким решением по. совокупности существенных признаков и достигаемому эффекту является способ получения изделий с боковыми ребрами типа тормозной колодки,включающий отрезку мерной.заготовки от полосового материала, получение боковых ребе путем гибки, образование отверстий и прилежащих к нимвыступов путем надрезки игибки надрезанного участка
Недостатком этого способа являетс то, что выступы имеют недостаточную жесткость.
Целью изобретения является.повышение прочности и долговечности получаемых плоских изделий с боковыми ребрами типа рельсовой прокладки.
Для достижения этой цели в способе получения плоских изделий с боковыми ребрами типа рельсовой подкладки из полосовогчэ проката, включающем отрезку мерной заготовки, получениебоковых ребер путем гибки, образование отверстий и прилежащих к ним выступов путем надрезки и гибки надрезанного уиастка производят деформирование выступов с образованием на них ребер жесткости и осадку боковых ребер.
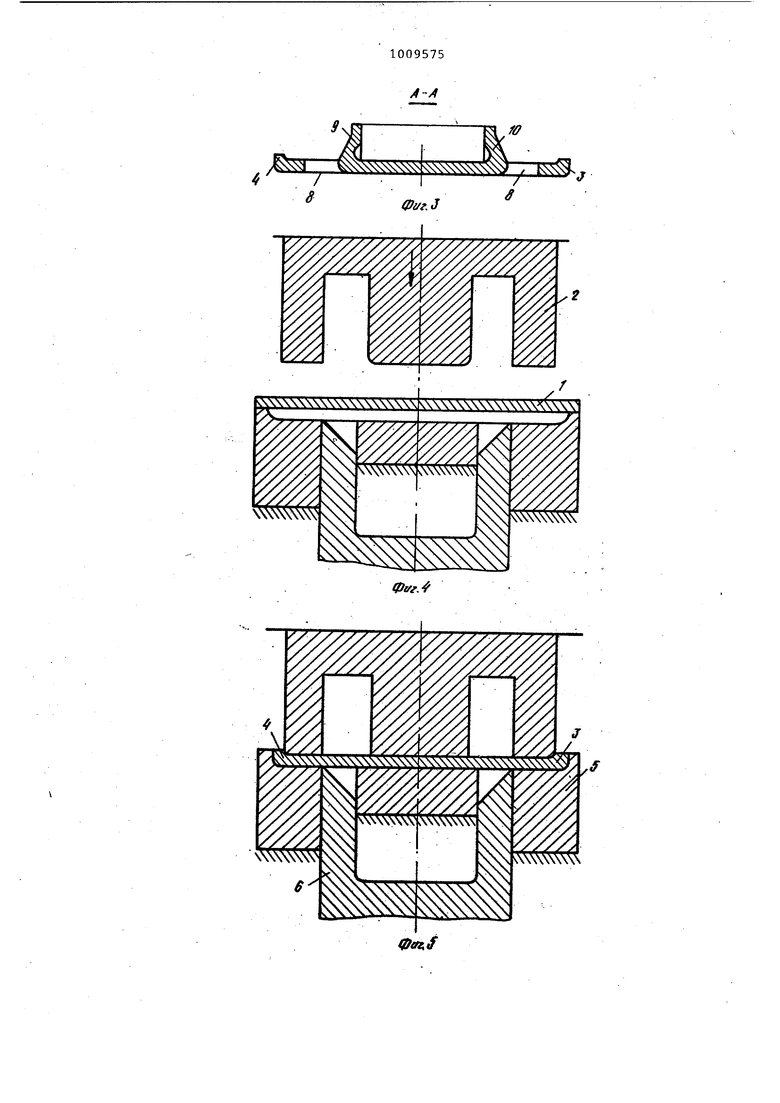
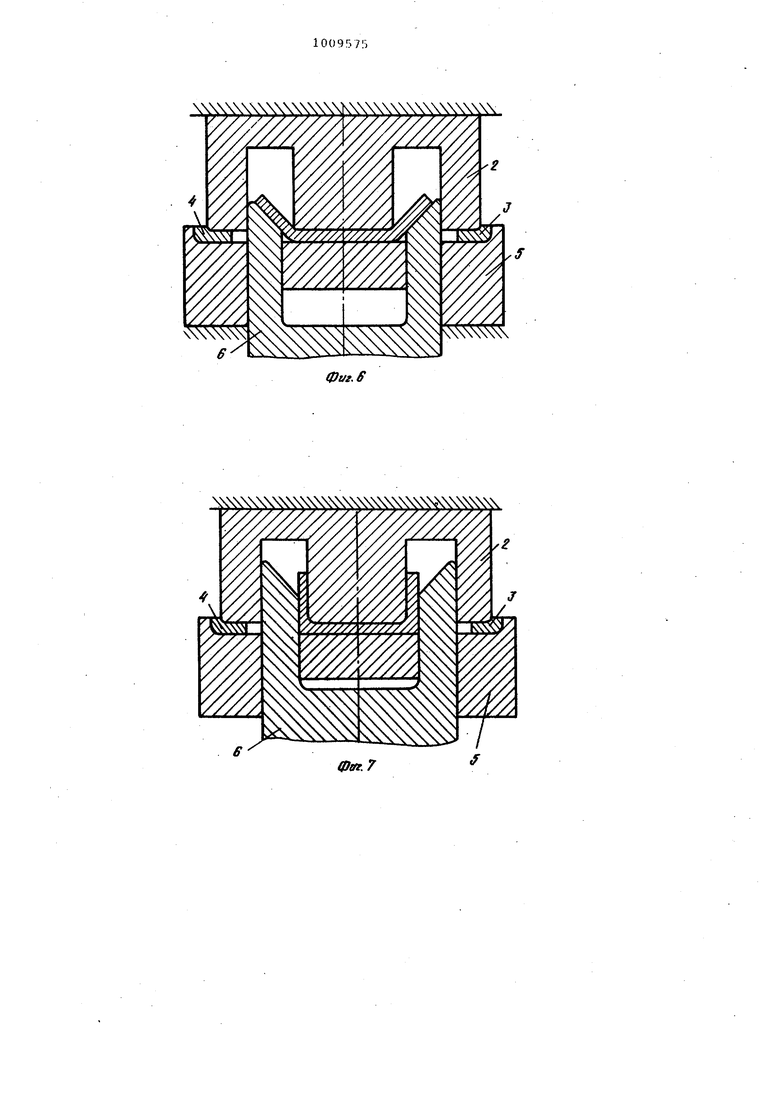
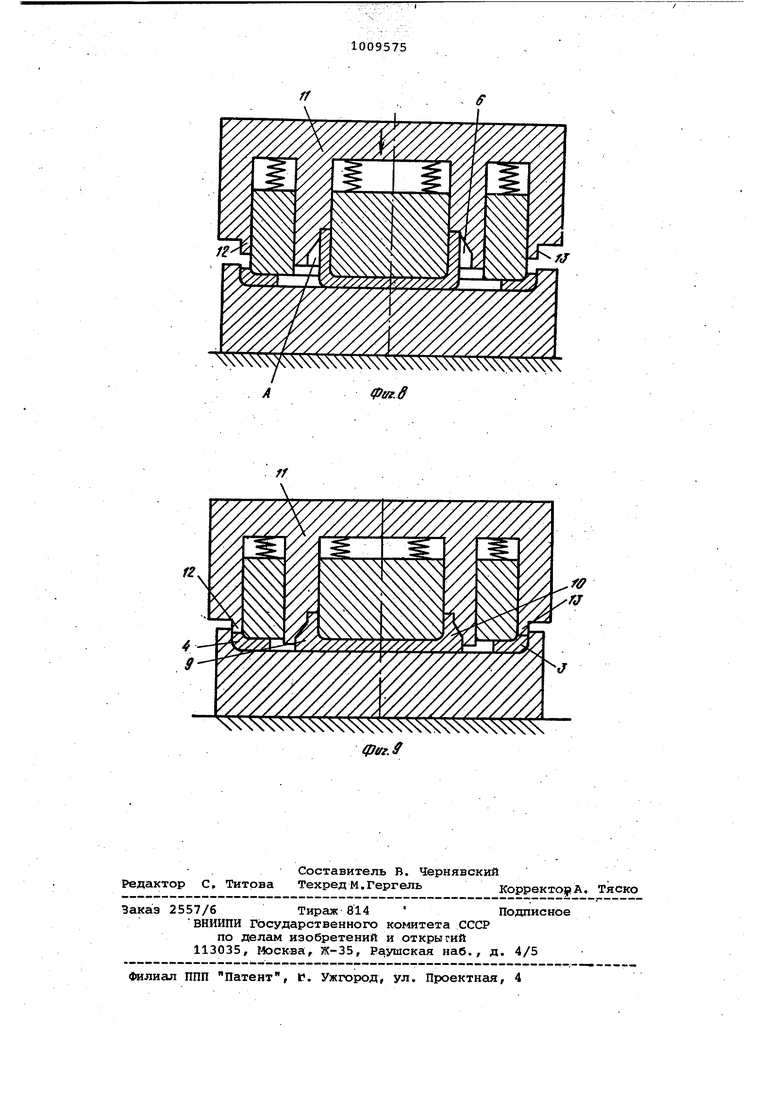
На фиг. 1 изображена подкладка, в аксонометрии; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - штамп с заготовкой в разомкнутом состоянии; на фиг. 5 - штамп в сомкнутом состоянии при гибке боковых ребер; на фиг. б образование отверстий путем надре..зки на фиг. 7 - образование выступов путем гибки надрезанного участка; на фиг. 8 - штамп в сомкнутом состоянии перед деформированием выступов; на , фиг. 5 изображен штамп при деформирований выступов с образованием на них ребер жесткости и осадки боковых ребер.
Подкладка изготавливается следующим образом.
От полосы отрезают заготовку 1, нагревают ее до температуры, ковки 1 1200° в индукционном нагревателе и подают в штамп (см. фиг. 4). Верхний фигурный пуансон 2, двигаясь вниз, формует боковые ребра З.и 4, удерживающие рельсовые скрепления от боковых смещений (см. фиг. 5). Через матрицу 5 проходит нижний пуансон б, которым получают отверстия 7 и 8 и прилежащие к ним выступы путем надрезки 1й гибки надрезанного участка {фиг б и 7).
Следукмцей технологической операцией является деформирование выступов 9 и 10, служгиоих для фиксации рельса от боковых убилий. Указанная технологическая операция получается путем деформирования отогнутых выступов верхним пуансоном 11. Эти элементы принимают заданны формы и выполненные в пуансоне 11. По мере деформирования выступов 9 и 10 пуансоны 12 и 13 осаживают боковые ребра 3 и 4 (фиг. 8 и 9).
Таким образом, описанный способ изготовления рельсовой подкладки увеличит .прочность и долговечность поД кладки при ее эксплуатации.
чS ,l v. ,
8
3
(PUf.iJ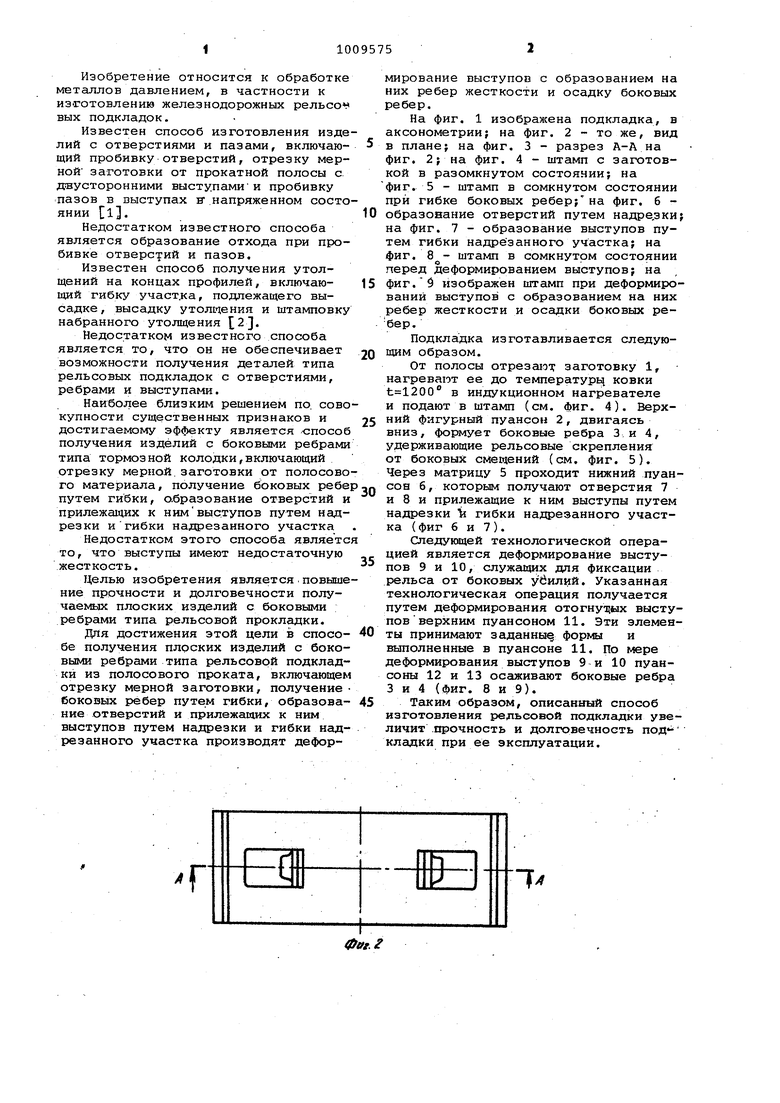
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления рельсовых подкладок | 1985 |
|
SU1291247A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Способ получения из листовой заготовки режущего инструмента для измельчения овощей | 1990 |
|
SU1807861A3 |
| Способ получения отбортованных отверстий в листовом материале и комбинированный пуансон для его осуществления | 1991 |
|
SU1803233A1 |
| Способ высадки гаек | 1990 |
|
SU1750843A1 |
| Штамп для пробивки-вырубки | 1989 |
|
SU1708474A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ Г-ОБРАЗНОГО КРЕПЕЖНОГО ЭЛЕМЕНТА И ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ ДАННОГО СПОСОБА | 2007 |
|
RU2354480C1 |
| Способ изготовления пакетов магнитопроводов из пластин и штамп для его осуществления | 1989 |
|
SU1671390A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| АНКЕР РЕЛЬСОВОГО СКРЕПЛЕНИЯ | 2002 |
|
RU2228979C2 |
СПОСОБ ПОЛУЧЕНИЯ ПЛОСКИХ ИЗДЕЛИЙ С ЮКОВЫМИ РЕБРАМИ ТИПА РЕЛЬСОВОЙ ПОДКЛАДКИ из полосового прбката, включающий отрезку мерной заготовки, получение боковых ребер путем гибки, образование отверстий и прилежахцих к ним выступов путем надрезки и гибки надрезанного участка, о тличающийся тем, что, с целью повьлаения прочности и долговечности изделий, после гибки производят деформирование выступов с образованием на них ребер жесткости и осадку боковых ребер. 2. Способ по п. 1,отличающ и и с я тем, что боковые ребра и g выступы на изделии образуют в направ-. лении, перпендикулярном направлению /Л прокатки.IV/
/ Фаг.в
Zto./
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Накаливаемый катод для вакуумных приборов | 1924 |
|
SU934A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Передовой научнотехнический и производственный опыт | |||
| Комбинированные штампы для штамповки деталей из полосы | |||
| М., ГолИНТИ, 1967, фиг | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
