Изобретение относится к обработке ме- глллов давлением,в частности к способам и оснастке для изготовления пакетов мягни- тспроводов из пластин.
Цель изобретения - повышение надежности соединения пластин, повышение стойкости штампа и облегчение условий обслуживания.
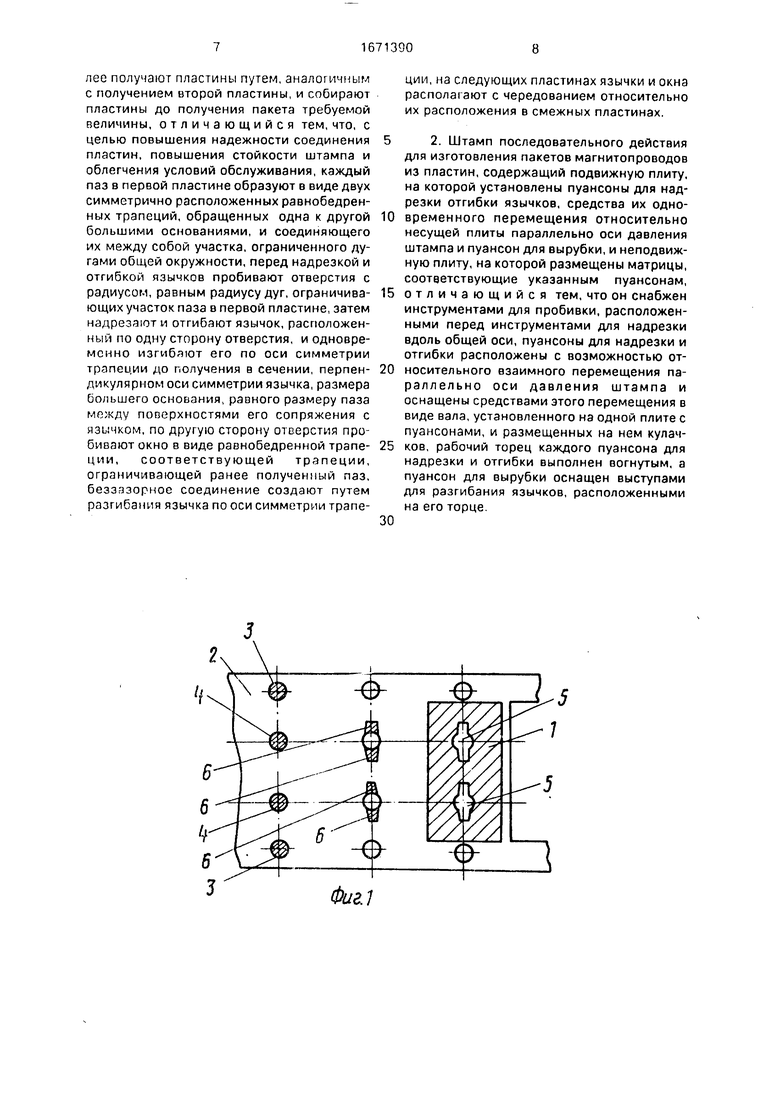
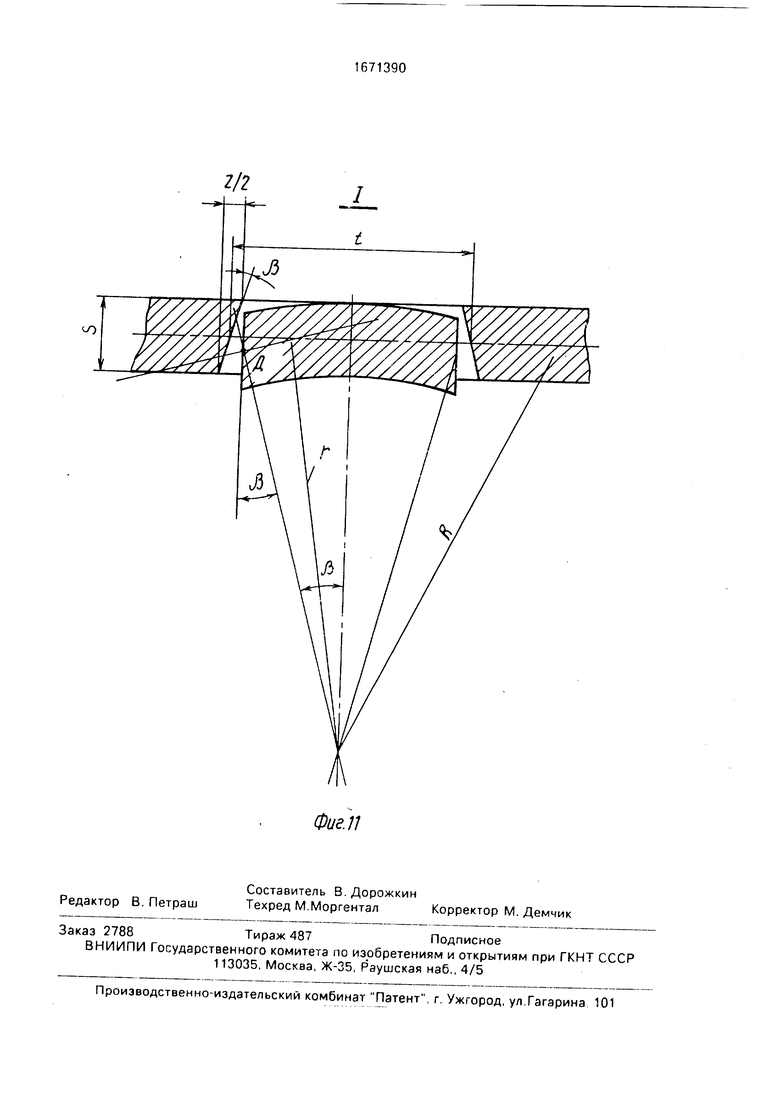
На фиг. 1 изображена последовательность переходов при изготовлении первой пластины пакета; из фиг. 2 - то же, при изготовлении второй пластины пакета; на фиг. 3 - соединение двух пластин с помощью соединительных элементов; на фиг. 4 - вид А на Фиг. 3; на фиг. 5 разрез Б Е на , 3, положение язычка до соединения со смежной пмйслшюй, на фиг. 6-го же, в соединении со смежной пластиной, на фиг. 7 - штамп для изготовления пластинчатых MCI щ.|Топрс:;юдов, разрез; на фиг. 8 - пуан- coii с скошенными торцами в позиции для пробивк 1 паз-г на фиг. 9 - то же. в позиции отгиОки лспестк при взаимодействии с ку- лачка: 1 / на фиг. 10 -- сечение В- В на фиг. 8; нз фиг. 11 - узсч I на фиг. 5.
Способ осуществляют следующим об- рас-ом,
Сначала изготавливают перв/ю пластину 1 пакета и/тэм последовательной штамповки: на первом переходе в ленте (полоса) 2 пробивают тео ологические отверстия 3 и отверстия 1, каждое из которых образует часть п-.:зч 5 на втором переходе пробивают остак. части 6 паза 5 с образованием контура о виде обращенных одна к другой
большими основаниями равнобедренных трапеций и соединяющих их дуг; на третьем переходе вырубают пластину 1.
Затем изготавливают вторую пластину
пакета путем последовательной штамповки: на первом переходе пробивают технологические отверстия 7 и отверстия 8, образующие часть контура язычков 9; на втором переходе надрезают и отгибают язычки 9.
Язычок образуют только с одной стороны отверстия 8, а с другой стороны этого отверстия пробивают окно 10. При надрезке и отгибке каждый язычок 9 изгибают по оси его симметрии. Язычок изгибают до получения в сечении, перпендикулярной оси его симметрии, размера большего основания трапеции, равного размеру паза между поверхностями его сопряжения с язычком. На третьем переходе вырубают пластину 11,
при этом соответствующие язычки попадают в предназначенные для них пазы 5 пластины 1, после чего их разгибают, образуя беззазорное соединение язычка с пазом. Следующая (третья) пластина изготавливается (не показано), как вторая, только на том месте, где у второй были язычки, образуют окно, и наоборот. При вырубке третья пластина попадает своими язычками в окна второй пластины, где они разгибаются до беззазорного соединения.
Последующие пластины изготавливают с чередованием язычков и окон в смежных пластинах и из пластин собирают пакет тре- буемой тошцины.
Затем опять изготавливают первую пластину пакета, и весь процесс повторяется. Штамп для изготовления пакетов машито- проводов содержит верхнюю плиту 12, ма которой установлены пуансоны 13 для пробивки отверстий 4 и 8, пуансоны 14 со скошенными торцами 15 и пуансон 16 для вырубки, имеющий на своем торце выступ 17, и нижнюю плиту 18, на которой установлены матрицы, соответствующие указанным пуансонам.
Пуансоны 14 имеют возможность совместного перемещения относительно плиты 12 и взаимного относительного перемещения и оснащения для этой цели валом 19 с кулачками 20 и 21. Торцы 15 пуансонов 14 вогнутые. В зависимости от своего положения, обусловленного взаимодействием с кулачками 20 и 21, пуансоны 14 производят пробивку паза 5 в пластине 1 или пробивку окна 10 и надрезку и отгибку язычка 9 в пластине 11. Вал 19 может приводиться во вращение по программе двигателем 22 через передаточный механизм 23.
Под матричным отверстием для шруб- .ки пластин в плите 18 расположен механизм торможения пластин, включающий упоры 24, пружины 25 и болты 26.
Штамп работает следующим образом.
Полоса 2 подается на первую рабочую позицию, где пуансоны 13 пробивают отверстия 4. Затем на второй позиции пуансоны 14, максимально опущенные вниз, обрабатывают паз 5. и на последней позиции пуансон 16 вырубает пластину 1 и проталкивает ее до упора 24. После этого происходит поворот вала 19. в результате чего один пуансон 14 из пары приподнимается относительно другого пуансона этой же пары.
При изготовлении пластины 11 на первой позиции пуансонами 13 пробивают отверстия 8, а на второй позиции один из пуансонов 14 каждой пары надрезает, отгибает и изгибает язычок 9, а другой пуансон 14 пробивает окно 10. На последней позиции пуансон 15 вырубает пластину 11 и про- талкивает ее до соприкосновения с пластиной 1. Язычки 9 подают в соответствующие пазы 5 и разгибаются при контакте со стенками паза выступами 17 до обеспечения беззазорного соединения.
Далее процесс изготонлсния и сборки повторяется с чередованием на двух смежных пластинах расположения язычков 9 и окон 10 при изменении положения пуансонов 14.
Форма и размеры вогнутости торцов 15 конкретно определяются для ка.кдого типа
мзтприалч, его опщины и пеличины отгпоа- емого язычка.
Расчеты проведены при допущении, что нейтральный слой при гибко- проходит по середине толщины материала.
Угол ft матерпля определяется Z/2
как arcig
где 7. 2 - односторонним
зазор вырубки; S - толщина материала. Можно с достаточной точностью утверждать, что угол гибке сохраняется,
Если провести касательную о точке Д, можно определить радиус изгиба чейгрлль1ИЛО СЛОЯ, ИСХОДЯ ИЗ уСЛОГ ИЧ. ЧТО
т- 360
где г - ширина язычка. I ринимаем t 4 мм.
360 t 90 t
20
5
0
5
0
где г- радиус гибки по нейтральному слою, откуда радиус вогнутости
R г ь Q5S.
Для электротехнической стали 2311 Z
0,05 мм,/} - arctg - 2°52.
Учитывая погрешности гибки, можно принять
/ 2°52 -0°4о 3°32 .
г -9Р... 32.74 мм, тг 3° 32
R 32,74 0,25 -- 32.99 33 мм.
При сборке необходимый подпор обеспечивается упорами 24 за счет регулировки усилия пружин 25 болтами 26.
После набора пакета нужной толщины его удаляют и процесс изготовления повтори от
Внедрение изобретения позволит повысить надежность соединения пластин, повысить стойкость штампа и облегчить условия трудл.
5
Формула изобретения 1. Способ изготооления пакетов магни- топрсчодов из пластин, при котором последовательно образуют пазы трапецеи- дзльной формы о ЛИСТОЕЮМ материале и вы- руЬают первую пластину пакета, затем в листовом материале надрезают язычки, аждый из которых соответствует по форме , и отгибают каждый язычск по линии, лежащей у меньшего основания трапеции о пырубаюг второю пластину пакета и соои рают еа с первой пластиной путем размеще ния язычков в пазах и создания беззззорного сиодинен ь i- ежду боковыми поверхностями каждого язичка и паза и далее получают пластины путем, аналогичным с получением второй пластины, и собирают пластины до получения пакета требуемой величины, отличающийся тем, что, с целью повышения надежности соединения пластин, повышения стойкости штампа и облегчения условий обслуживания, каждый паз в первой пластине образуют в виде двух симметрично расположенных равнобедренных трапеций, обращенных одна к другой большими основаниями, и соединяющего их между собой участка, ограниченного дугами общей окружности, перед надрезкой и отгибкой язычков пробивают отверстия с радиусом, равным радиусу дуг, ограничивающих участок паза в первой пластине, затем надрезают и отгибают язычок, расположенный по одну сторону отверстия, и одновременно изгибают его по оси симметрии трапеции до получения в сечении, перпендикулярном оси симметрии язычка, размера большего основания, равного размеру паза между поверхностями его сопряжения с язычком, по другую сторону отверстия пробивают окно в виде равнобедренной трапеции, соответствующей трапеции, ограничивающей ранее полученный паз, беззазорное соединение создают путем разгибания язычка по оси симметрии трапеции, на следующих пластинах язычки и окна располагают с чередованием относительно их расположения в смежных пластинах.
2. Штамп последовательного действия
для изготовления пакетов магнитопроводов из пластин, содержащий подвижную плиту, на которой установлены пуансоны для над- резки отгибки язычков, средства их одновременного перемещения относительно несущей плиты параллельно оси давления штампа и пуансон для вырубки, и неподвижную плиту, на которой размещены матрицы, соответствующие указанным пуансонам,
отличающийся тем, что он снабжен инструментами для пробивки, расположенными перед инструментами для надрезки вдоль общей оси, пуансоны для надрезки и отгибки расположены с возможностью относительного взаимного перемещения параллельно оси давления штампа и оснащены средствами этого перемещения в виде вала, установленного на одной плите с пуансонами, и размещенных на нем кулачков, рабочий торец каждого пуансона для надрезки и отгибки выполнен вогнутым, а пуансон для вырубки оснащен выступами для разгибания язычков, расположенными на его торце.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пакетов магнитопроводов из пластин | 1990 |
|
SU1782689A1 |
| Устройство для параллельной штамповки деталей из листового материала | 1979 |
|
SU1118457A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛАПАННОЙ МАССООБМЕННОЙ ТАРЕЛКИ | 1998 |
|
RU2131319C1 |
| Шиповая пластина и способ ее получения | 1982 |
|
SU1269747A3 |
| Штамп для надрезки и отгибки | 1991 |
|
SU1804937A1 |
| Способ изготовления петель | 1982 |
|
SU1148684A1 |
| Способ последовательной штамповки пластин сердечников электрических машин | 1990 |
|
SU1787622A1 |
| Способ получения из листовой заготовки режущего инструмента для измельчения овощей | 1990 |
|
SU1807861A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2030005C1 |
| Способ последовательной штамповки и штамп для его осуществления | 1988 |
|
SU1547922A1 |


Изобретение относится к обработке металлов давлением, в частности к способам и штампам для изготовления пакетов магнитопроводов из пластин. Цель изобретения - повышение надежности соединения пластин, повышение стойкости штампа и облегчение условий обслуживания. При выполнении способа сначала изготавливают первую пластину пакета путем пробивки пазов в материале и вырубки пластины. Затем получают последующие пластины пакета путем надрезки и отгибки язычков (Я) с одновременным изгибанием их вдоль оси симметрии Я и вырубки пластины. Далее собирают вырубленную пластину с уже изготовленной смежной пластиной. Я вводят и разгибают. Контур паза образован двумя обращенными одна к другой большими основаниями равнобедренными трапециями и соединяющим их и ограниченным дугами одной окружности участком. Форма Я соответствует форме одной из указанных трапеций. Получают Я только с одной стороны соединяющего участка. С другой стороны этого участка получают окна соответствующей формы. На двух сменных пластинах расположение окна и Я чередуют. Штамп содержит в одной части пуансон (П) 13 для пробивки отверстия, П 14 с косыми торцами 15 и П 16 для вырубки с выступами для распрямления Я. Торцы 15 вогнутые. В другой части штампа расположены матрицы. П 14 имеют возможность совместного и раздельного изменения своего положения относительно несущей их части при помощи вала 19 с кулачками 20 и 21. При подаче материала на первую позицию П 13 пробивают отверстия. Затем П 14 в зависимости от их положения производят либо пробивку пазов, либо надрезку, отгибку и изгибание Я. После этого П 16 вырубает пластину и собирает ее с имеющемися в матричном отверстии путем разгибания Я выступами 17. 2 с.п. ф-лы. 11 ил.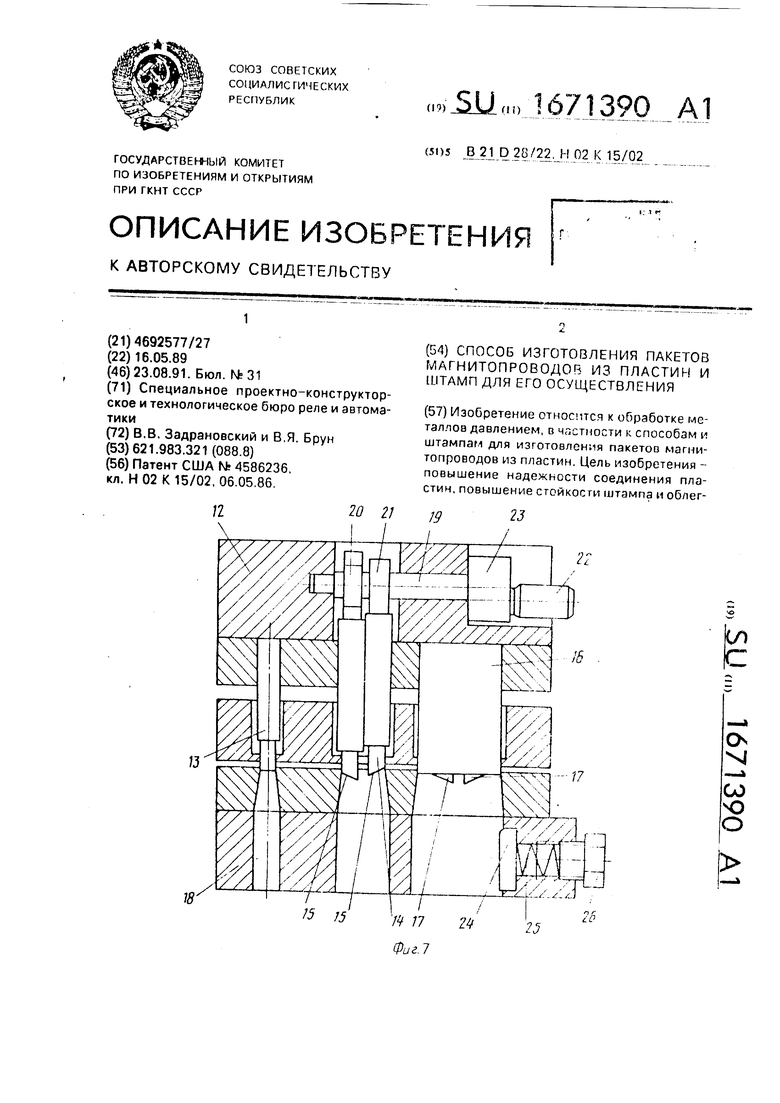
Фиг.1
EZH
Ш 8 Ь 8 5 V
01
И
01 ,01 I
/ / -1
06С1Ш
б-б
ШС
26
Ч
в
-у
п
/
вд
фиг. 8
В-Б
Фиг. 5
Фиг.В
д-З
%
Фие.9
| Патент США № 4586236, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
