Изобретение относится к обработке металлов давлением, а именно к технологии изготовления рельсовых подкладок.
Цель изобретения - упрощение инструментальной оснастки и снижение энергоемкости процесса.
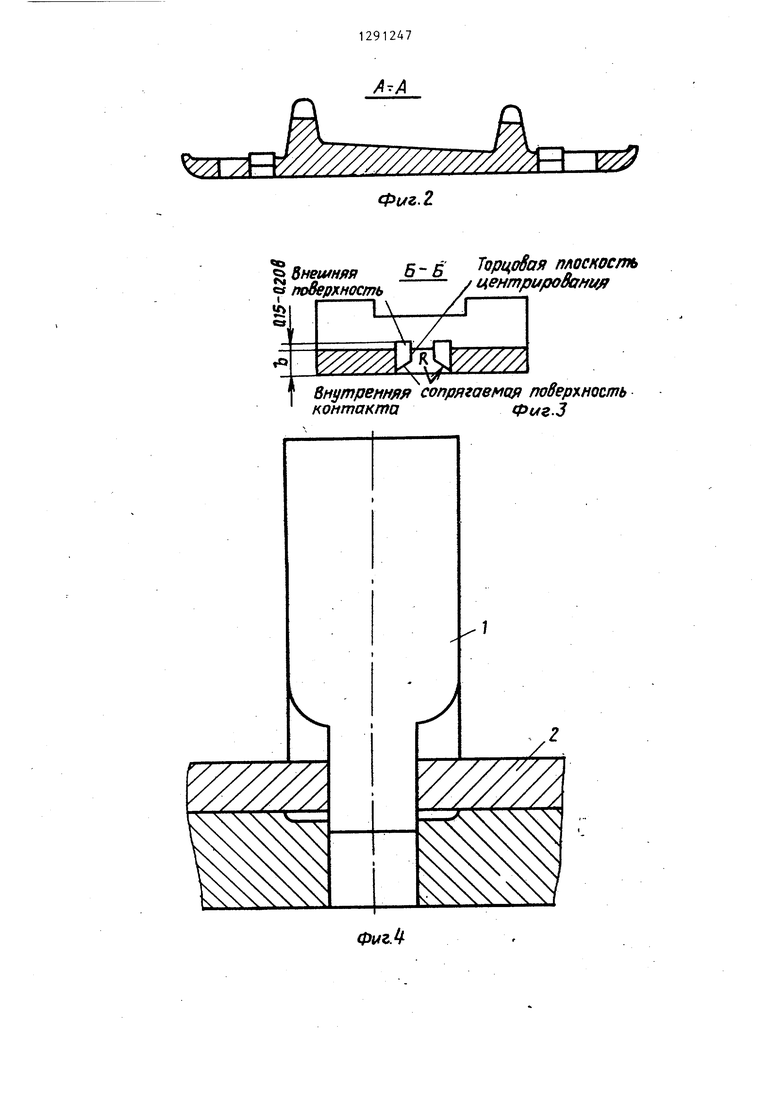
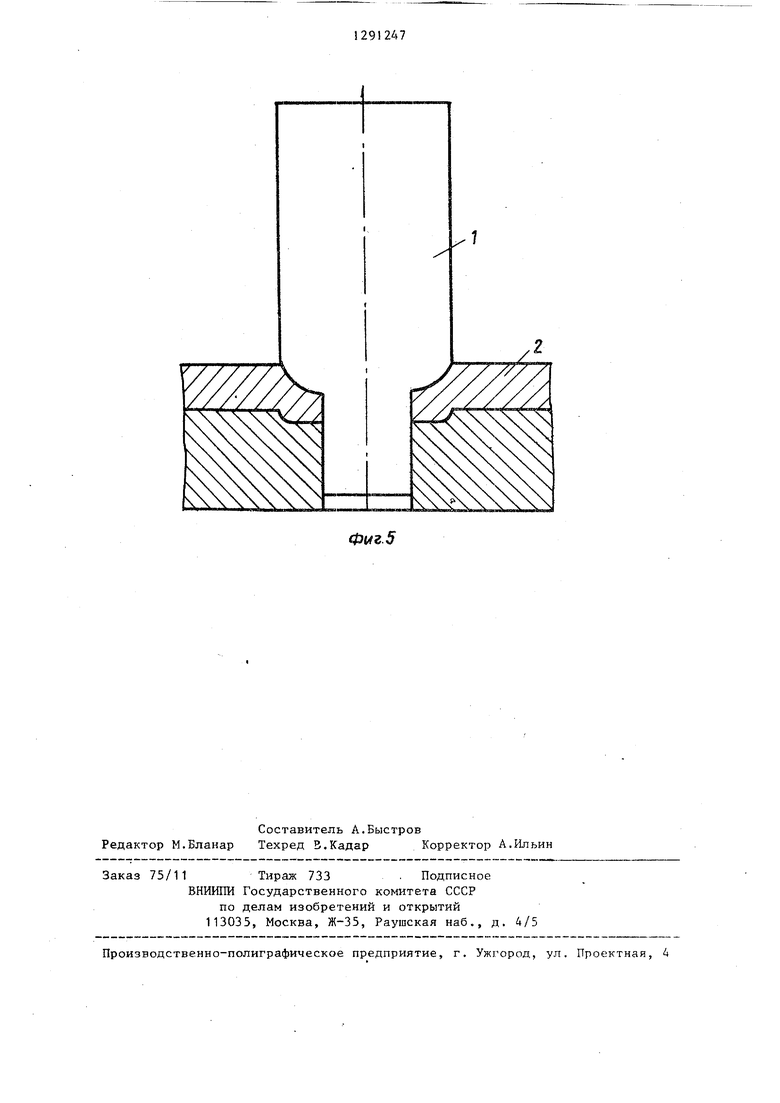
На фиг. 1 представлена рельсовая подкладка, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1;на фиг. 4 - стадия формирования Т-образного отверстия; на фиг. 5 - заключительная стадия процесса.
Способ осуществляют следующим образом.
После резки профильной полосы на заготовки мерной длины, пробивки в заготовках круглых крепежных отверстий в подошве и клеммиых пазов в ребордах заготовку нагревают до температуры ковки и получают фигурное отверстие с выступающими элементами. Оформление фигурного отверстия производят за один ход инструмента.При начальном ходе пуансона 1 в заготовке 2 пробивают Т-образное отверстие При дальнейшем ходе пуансона вниз одновременно производят пластический сдвиг выступающих элементов по малой грани в направлении к внешним поверхностям (при этом отдельные грани матрицы и пуансона работают как ножи), их гибку и чистовую штамповку, с- образованием на выступающих элементах внутренних сопрягаемых поверхностей контакта, плоскостей центрирования и внешних поверхностей выступающих элементов контролируемой высоты. При этом напряжения деформации для форми15ования всех поверхностей и элементов должны соответствовать. 1,0-1,4 предела текучести металла.
н
При экспериментальном опробовании предлагаемого способа установлено, что, если в деформируемом металле создать напряжение меньшие предела текучести, то все поверхности не получаются заданной конфигурации. Создание в деформируемом металле напряжений, большие 1,4 пределов текучести, неоправдано увеличивает усилие объемной чистовой штамповки, что отрицательно влияет на энергоемкость процесса.
Пример. Изготавливают под- кладки из заготовки толщиной 15 мм, материал - Ст. 3. Нагрев заготовки осуществляют до Т 960°С. Усилие пробивки Т-образного паза составляет 33 тс. Напряжение, возникающее в металле при штамповке, 7,8 кгс/мм. Предел текучести металла при 960°С
составляет 6 кгс/
мм
Формула изобретения
Способ изготовления рельсовых подкладок, включающий получение из профильной полосы мерной заготовки ее нагрев и образование отверстий,а также прилегающих к ним выступов путем надрезки заготовки, гибки надрезанных участков и щтамповки, о т- личающийся тем, что, с целью упрощения инструментальной оснастки и снижения энергоемкости процесса, при образовании отверстий и выступов одновременно с гибкой производят пластический сдвиг участков выступов по малой грани в направлении верхней плоскости полотна детали, а шта товку осуществляют при напряжениях, не более 1,4 предела текучести материала заготовки. I
лТ
Т
г1
Фиа.
Внешняя 6 Б у гюВерлность
.2
Торца8ая плоскость центрироВони г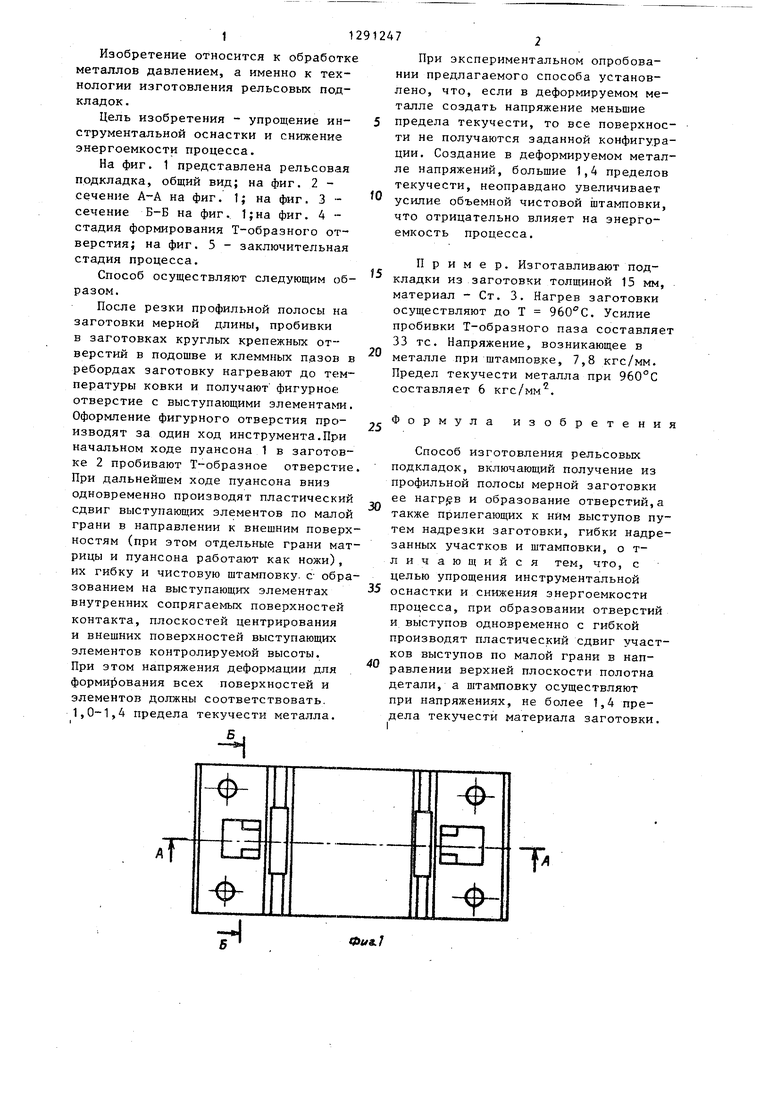
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ПАЗАМИ | 2001 |
|
RU2220809C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТУПЕНЧАТЫХ ОТВЕРСТИЙ В ДЕТАЛЯХ | 1992 |
|
RU2025183C1 |
| Способ образования болтового соединения | 1981 |
|
SU1137261A1 |
| СПОСОБ ПРОБИВКИ ОТВЕРСТИЙ В ТОЛСТОЛИСТОВОМ МАТЕРИАЛЕ | 2010 |
|
RU2446903C2 |
| Способ получения отверстий | 1991 |
|
SU1784361A1 |
| Способ получения отверстий с фасками в толстолистовых заготовках | 1981 |
|
SU1017422A1 |
| Способ получения плоских изделий с боковыми ребрами типа рельсовой подкладки | 1981 |
|
SU1009575A1 |
| Способ одновременного получения по меньшей мере двух отверстий | 1990 |
|
SU1811946A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗ ПРОФИЛЬНОГО ПРОКАТА С ОТВЕРСТИЯМИ И ПАЗАМИ ТИПА РЕЛЬСОВЫХ ПОДКЛАДОК | 2002 |
|
RU2236324C2 |
| Способ получения отверстий с фасками | 1981 |
|
SU1031583A1 |
Изобретение относится к обработке металлов давлением, а именно к технологии изготовления рельсовых подкладок. Целью изобретения является упрощение инструментальной, оснастки и снижение энергоемкости процесса. Осуществление гибки и пластического сдвига участков выступов обеспечивает гарантированное получение изделия требуемой геометрии на одной позиции в штампе простой конструкции . 5ил. t со N5 4 sl
ф1/г.4
Составитель А.Быстров Редактор М.Бланар Техред В.Кадар Корректор А.Ильин
Заказ 75/11 Тираж 733 . Подписное ВНИИПИ Государственного коьштета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фмг5
