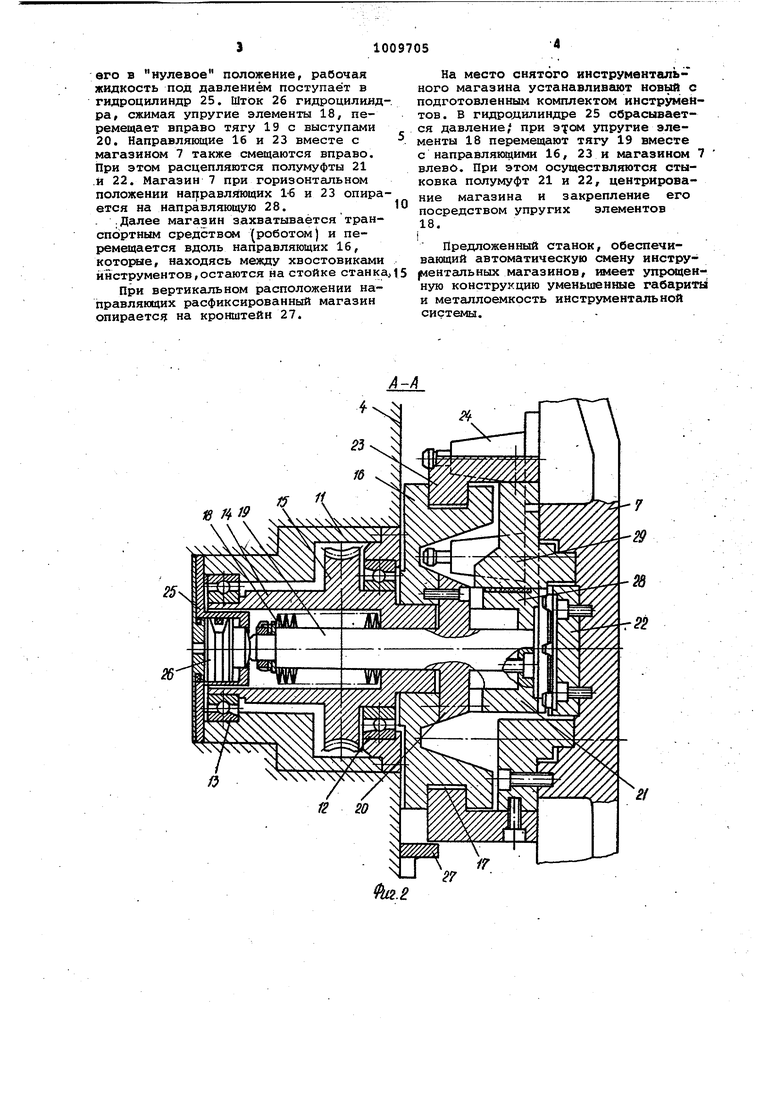
Изобретение относится к станкострое:1ию. Известен металлорежущий станок типа обрабатывающий центр, содержащий поворотньой инструментальный магазин с приводом, устройство авто тической смены инструмента и устрой ство для автоматичеркой смены инструментального магазина ij . Недостатки конструкции указанного станка ее сложность и металлоемкость, обусловленные наличием проме жуточной плиты для сменного ииструментальноро магазина, что, в свою очередь, приводит к увеличению габаритных размеров устройства автомат ческой смены инструмента. Целью настоящего изобретения является упрощение конструкции, умень шение габаритов и металлоемкости станка. Она достигается тем,что в металлор жущем станке,содержащем поворотный струментальныймагазинс прямоугольн ми призматическими направляквдими и.пр водом его вращения с полым валом на конечном звене, устройство автомати ческой смены инструмента и устройст во автоматической смены инструменТсшьного магазина с тягой осевого перемещения и крепленид и направляюсцики для его перемещения при смене последние размещены на приводе его вращения между хвостовиками инструментов параллельно диаметральной плоскости магазина по обе стороны от полого вала привода вращения и жестко связаны через окна одного ва ла с размещенной внутри полого вала тягой осевого перемещения и креп ления магазина} при этом в приводе вращения смонтирована введенная в станок муфта, одна из полумуфт кото рой жестко закреплена на торце поло го вала, а другая - на инструментальном магазине. На фиг. 1 представлен общий вид станка; на фиг. 2 - разрез А-А фиг. на фиг. 3 - то же, при незафиксированном инструментальном магазине. Станок содержит установленные на станине 1 перемещающиеся по координате X крестовые салазки 2, содержащие каретку 3, именнцую возможность движения по координате 2. На каретке жестко закреплена портальная сто ка 4, на направляющих которой, по координате Y перемещается шпиндельная бабка 5 с устройстве автоматической смены инструмента б. На стой ке смонтирован инструментальный магазин 7, а на станине - поворотный стол 8 со спутником 9 для закрепления обрабатываемой детали. Рядом со станиной имеется устройство 10 для автоматической смены спутников. На стойке 4 жестко закреплен привод магазина с корпусом 11, в котором на подшипниках 12 и 13 смонтирован полый вал 14 привода с червячной шестерней 15, сцепленной с червяком, который соединен с валом двигателя (на чертеже не показаны). На правом конце вала 14 с возможнос.ью перемещения в осевом направлении установлена направляющая 16 с двумя пазами 17. Внутри вала расположена подпружиненная упругими элементами 18 тяга 19, которая через окна в стенке вала жестко соединена выступами 20 с направляющей 16. На правом торце вала жестко закреплена полумуфта 21 плоскозубчатой муфты, на магазине жестко закреплена ответ,ная полумуфта 22, на магазине 7 жестко закреплены две направляющие 23, входящие в пазы 17 направляющей 16 и расположенные внутри зоны конусов инструментов 24. С левой стороны полости вала 14 смонтирован гидроцилиндр 25 с поршнем 26 для расфиксации инструментального магазина. На стойке 4 жестко закреплен предохранительный кронштейн 27, препятствукяций выпадению магазина при расфиксаций И вертикальном расположении направляющих 16 и 23. Параллельно направляющим 16 на валу 14 расположена направляющая 28, на которую опирается направляющая 29, жестко закрепленная на магазине .(при расфиксированном магазине в горизонтальном положении направляющих 16 и 23). В крайних положениях направлякнцей 16 установлены конечные выключатели, с направляющей 16 связан конечный выключатель нулевого пол ожения магазина (выключатели на чертеже не показаны). Станок работает следующим образом-.В систему управления вводят необходимую информацию. В магазине 7 устанавливают инструмент 24 для обработки. .На столе 8 устанавливают спутник 9 с обрабатываемой деталью, и начинается процесс обработки. / В конц обработки с помсядью устройства смены спутников 10 осуществляются автоматический съем спутника с обработанной деталью и установка новой заготовки. При работе станка подается команда на замену инструментального магазина с отработанным инструменте. Перенос магазина осуществляется роботом или другим транспортным устройством. На место снятого магазина автоматически устанавливается новый магазин с новым комплектом инструментов. В нулевой позиции магазина инструмент должен отсутствовать, т.к. он мешает съему магазина. При замене использованного магазина поступает команда на установку
его в нулевое положение, рабочая жидкость под давлением поступает в гидроцилиндр 25. Шток 26 гидроцнлиндра, сжимая упругие элементы 18, перемещает вправо тягу 19 с выступами 20. Направляющие 16 и 23 вместе с магазином 7 также смещаются вправо, При этом расцепляются полумуфты 21 .и 22. Магазин 7 при горизонтальном положении нагуравляющих 1-6 и 23 опирается на направляющую 28. . .Далее магазин захватывается транcnopTHtJM средством (роботом) и перемещается вдоль направляющих 16, KOTOiMie, находясь между хвостовиками инструментов,остаются на стойке станка
При вертикальном расположении направляющих расфиксированный магазин опирается на кронштейн 27.
На место снятого инструменталь- ного магазина устанавливают новый с подготовленным комплектом инструмейтов. В гидродилиндре 25 сбрасывается давление/ при упругие элементы 18 перемещают тягу 19 вместе с направляющими 16, 23 и магазином 7 влево. При этом осуществляются стыковка полумуфт 21 и 22, центрирование магазина и закрепление его посредством упругих элементов 18.
Предложенный станок, обеспечивающий автоматическую смену инструментальных магазинов, имеет упрсяценную конструкцию уменьшенные габариты и металлоемкость инструментальной системы.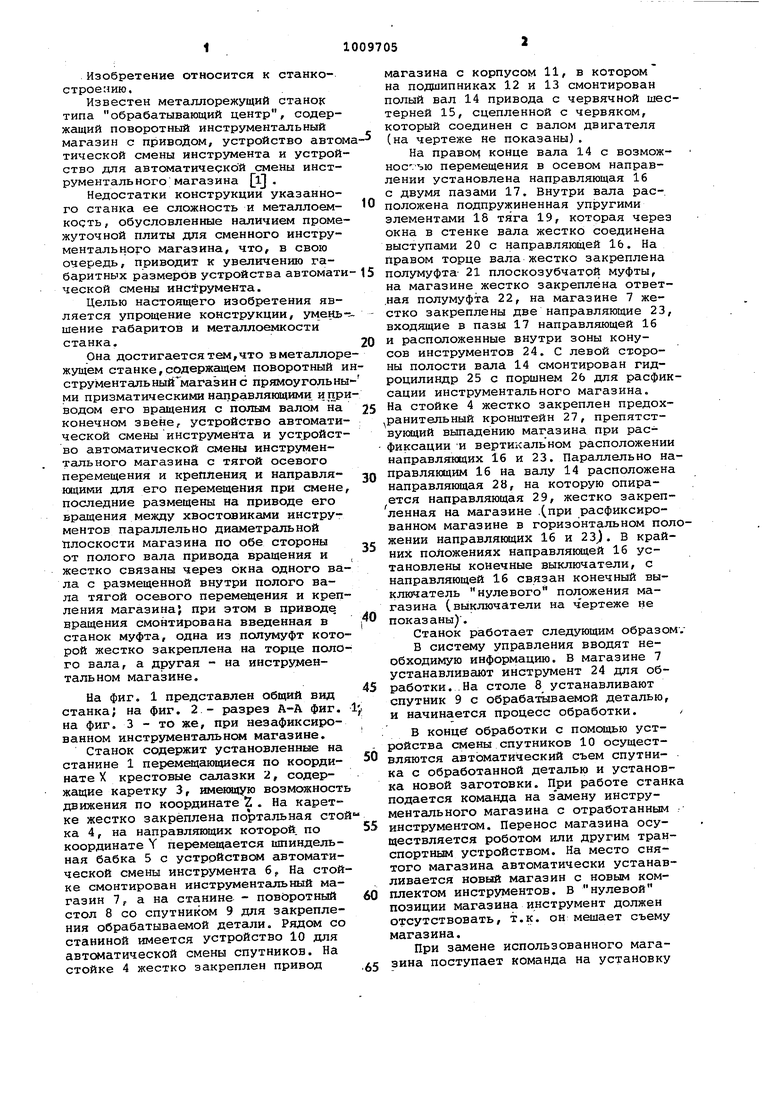
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 1993 |
|
RU2108219C1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Устройство автоматической смены инструмента | 1986 |
|
SU1458145A1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Станок для многоинструментной обработки кольцеобразных деталей | 1980 |
|
SU984802A1 |
| Устройство автоматической смены инструмента | 1989 |
|
SU1668095A1 |
| Многооперационный станок | 1979 |
|
SU880689A1 |
| Устройство для автоматической смены инструментов | 1979 |
|
SU854676A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1981 |
|
SU1009706A1 |
МЕТАЛЛОРЕЖЩИЙ СТАНОК типа обрабатыванвдий центр с устройством ЧПУ, содержёодий поворотный- инструментальньй магазин с прямоугольными призматическими направляницими и приводом его вращения с полым валом на конечном звене, устройство автоматической смены инструмента и устройство автоматической смены инструментального магазина с тягой осевого перемещения и крепления и направляющими для его перемещения при омене, отличающийся т,ем, что с целью упрощения конструкции, уменьшения гаварй- тов и металлоёмкости станка, направлякяцие для перемещения магазина размещены на прваоДё его вращения мехзду хвостовиками инструментов параллельно диамет ралы1ой плоскости магазина по обе стороны от полого вала привода Вращения и жестко связаны через окна этого.вала с размещенной внутри.полого вала тягой осевого перемещения и крепления магазина, при этом в приводе вращения смонтирована введенная в станок муфта, одна из которой жестко (Л закреплена на торце полого вала, а вторая - на инструментальном мага- . С зине. ф К| сл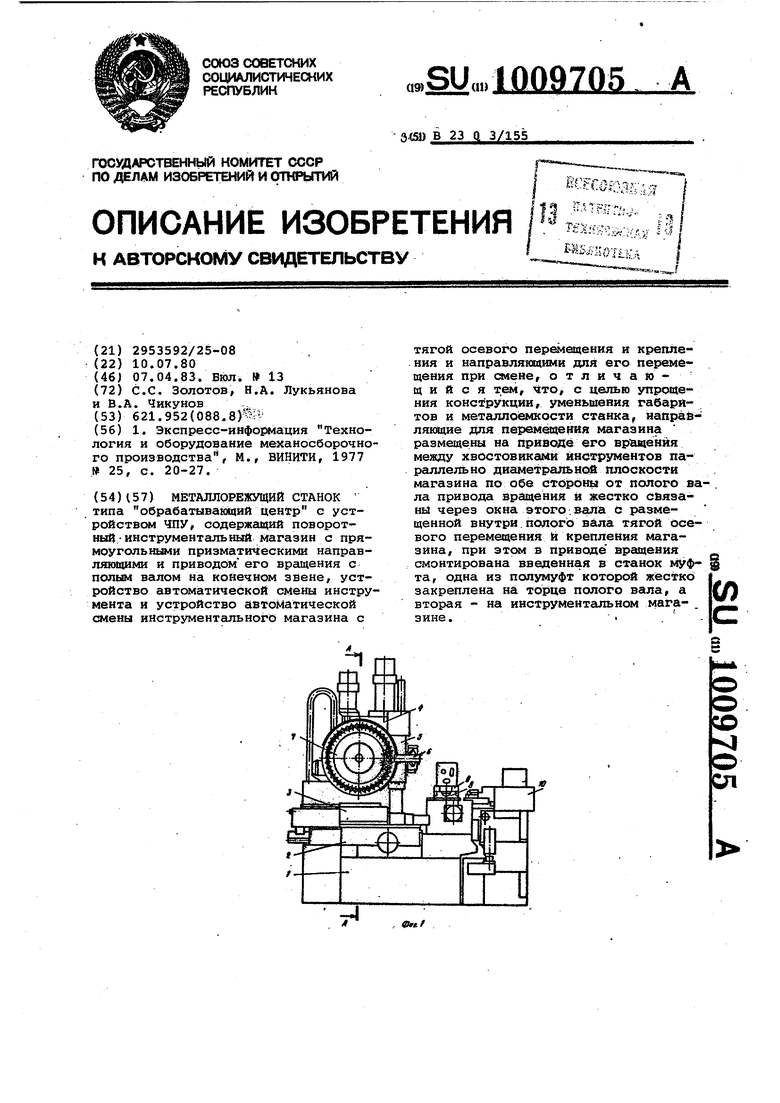
е Ht9 .2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Экспресс-инфоЕЯлация Технология и оборудование механосборочного производства, М., ВИНИТИ, 1977 № 25, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
