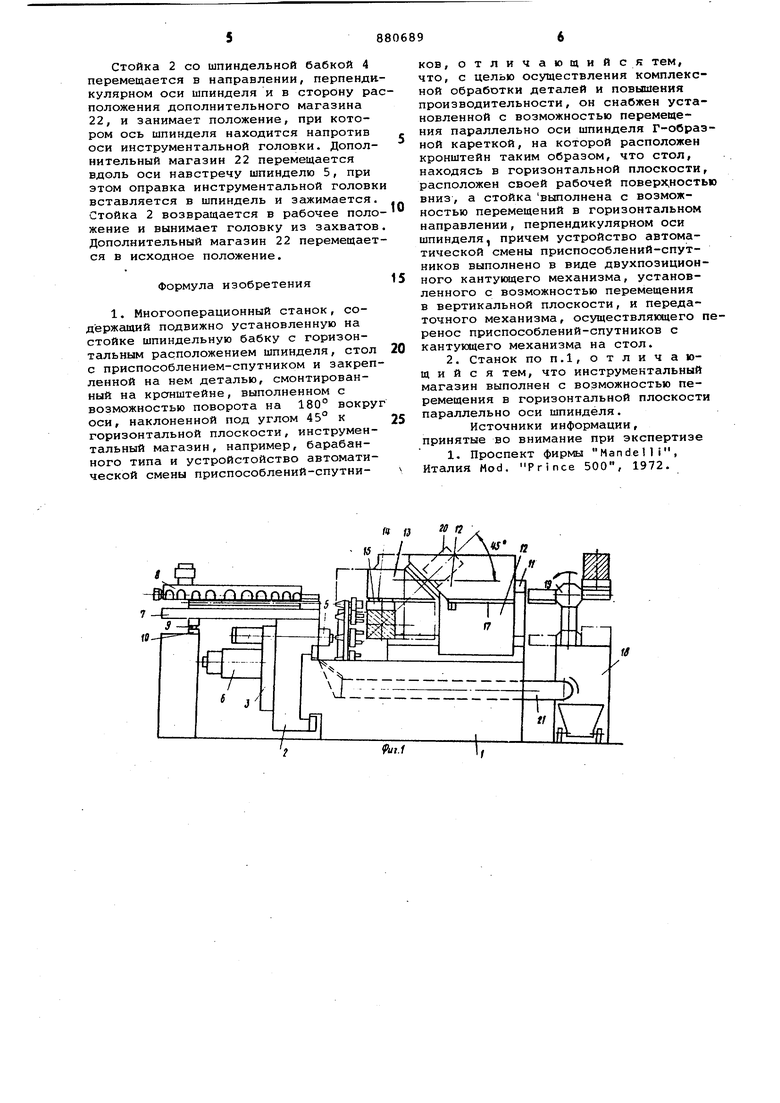
Изобретение относится к станкостроению, в частности к многооперацион ным станкам. Наиболее близким техническим решением к предлагаемому является мног операционный станок, содержащий подвижно установленную на стойке шпиндельную бабку с горизонтальным расположением шпинделя, стол с приспособлением-спутником и закрепленной н нем деталью, смонтированный на кронштейне , выполненном с возможностью поворота на 180° вокруг оси, наклоненной под углом 45° к горизонтальной плоскости, инструментальный магазин, например, барабанного типа и устройство автоматической смены приспособлений-спутников р. Недостатками этого технического решения являются ограниченные технологические возможности, сложность ко струкции и снижение надежности рабо ты станка. Цель изобретения - осуществление комплексной обработки деталей и по вышение производительности. Указанная цель достигается тем, что многопозиционный станок снабжен установленной с возможностью переме щения параллельно оси шпинделя Г-об разной кареткой, на которой расположен кронштейн, таким образом, что стол, находясь в горизонтальной плоскости, расположен своей рабочей поверхностью вниз, а стойка выполнена с возможностью перемещения в горизонтальном направлении, перпендикулярном оси шпинделя, причем устройство автоматической смены приспособлений-спутников выполнено в виде двухпозиционного Кантующего механизма, установленного с возможностью перемещения в вертикальной плоскости, и передаточного механизма, осуществляю щего перенос приспособлений-спутников с кантумдего механизма на стол. Инструментальный магазин выполнен с возможностью перемещения в горизонтальной плоскости параллельно оси шпинделя. На фиг.1 изображен станок, вид спереди, на фиг.2 - то же, вид в плане; на фиг.З - разрез А - А на фиг.2. На ло15овых направляющих Г-образной станины 1 установлена портальная стойка 2, незамкнутая сверху, с вертикально-перемещаемым ползуном .3, в котором смонтированы шпиндельная бабка 4 с горизонтальным шпинделем 5 и привод главного движения 6; На
верхних торцах вертикальных консолей стойки установлена опорная плита 7, на круглых направляющих которой перемещается параллельно оси шпинделя инструментальный магазин 8 барабанного типа. Для избежания прогиба плиты 7 от веса инструментального ма.газина 8 она снабжена подпружиненными роликами 9, катящимися по дополнительной направляющей 10.
На станине 1 жестко крепится станина 11 рабочего стола, на вертикальных направляющих которой перемещается Г-образная каретка 12. На выступающем конце каретки установлен кронштейн 13 с возможностью поворота на 180 вокруг оси,наклоненной по углом 45° к горизонтальной плоскости Рабочий стол 14, укрепленный на каретке , имеет два фиксированных положения: рабочей поверхностью вертикально и рабочей поверхностью, направленной вниз. На рабочем столе 14 установлено сменное приспособ(лениеспутник 15 с обрабатываемой деталью.
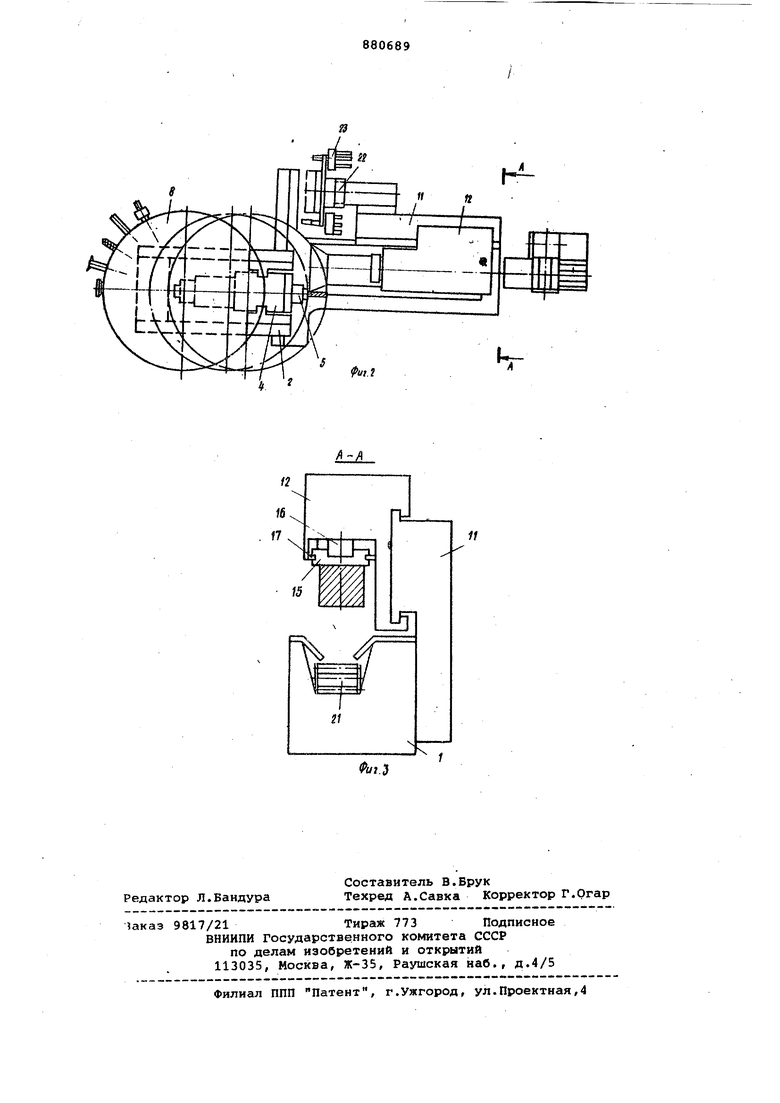
На нижней части выступающего конца Г-образной каретки смонтировано передаточное устройство 16, перемещающее приспособление-спутник 15 с рабочего стола из положения смены с вертикальною осью вращения (рабочая поверхность направлена вниз) по направляющим 17 на двухпозиционный кантующий механизм 18. Платформа 19 имеет возможность вертикального перемещения и поворота на 180°в вертикальной плоскости. В корпусе каретки смонтирован привод 20 непрерывного вращения рабочего стола 14 в положении рабочей поверхностью вертикально, в котором ось вращенияпараллельна оси шпинделя.
В станине 1 под зоной Обработки вдоль всего пути перемещения каретки 12 с приспособлением спутником размещен конвейер 21 уборки стружки.
На заднем торце станины 11 стола крепится дополнительный магазин 22 инструментальных головок барабанного типа с горизонтальной осью вращения и инструментальными головками 23, расположенными хвостовиками навстречу оси шпинделя. Дополнительный магазин 22 имеет перемещение оси шпинделя для смены головки.
Обработка детали начинается в позиции рабочего стола рабочей поверхности вертикально. По окончании лобов й обработки верхнего торца детали каретка 12 перемещается в крайнее заднее положение и кронштейн 13 поворачивается на 180° вокруг своей оси так, что рабочий стол с деталью занимает положение рабочей поверхностью вниз, обеспечивая возможность механической обработки остальных четырех сторон детали. При этом стружка свободно удаляется с детали, попадая на размещенный под зоной обработки конвейер 21.
В случае необходимости осуществления токарной обработки детали рабочему столу 14 в положении рабочей поверхностью вертикально сообщается непрерывное вращательное движение от привода 20, размещенного в корпусе каретки 12.
После полной обработки детали каретка 12 с рабочим столом 14 перемещается в крайнее заднее положение для
смены приспособления-спутника 15. I
Платформа 19 двухпозиционного кантующего механизма 18 поднимается до совпадения направляющих свободной позиции с направляющими 17 каретки 12. Посредством передаточного устройства 16 приспособление-спутник 15 с обработанной деталью перемещается по направляющим 17 на свободную позицию платформы 19, где фиксируется и зажимается. После этого передаточное устройство 16 осуществляет обратную операцию по перемещению приспособления-спутника 15 с заготовкой на рабочий стол 14 станка. Платформа 19 с деталью опускается и устанавливается на верхний торец двухпозиционный кантующий механизм 18 приспособленийспутников .
Автоматическая смена инструмента в магазине 8 осуществляется посредством вертикального перемещения шпиндельной бабки 4 и горизонтального параллельного оси шпинделя движения магазина.
При смене инструмента каретка 12 со столом перемещается в крайнее заднее положение, инструментальный магазин 8 из исходного положения (вне зоны резания) перемещением вдоль оси шпинделя занимает положение захват инструмента, при котором захваты свободного гнезда инструментального магазина находятся над фланцем оправки инструмента в шпинделе 5. Затем ползун 3 со шпиндельной бабкой 4 поднимается вверх, вставляя инструмент в захваты, где он зажимается и фиксируется, инструментальный магазин 8 перемещается вперед, инструмент вынимается из шпинделя 5, после чего магазин поворачивается в поисках нужного инструмента и, найдя его, вставляет в шпиндель. Ползун 3 со шпиндельной бабкой 4 перемещается вниз до координаты обрабатываемого отверстия. Магазин 8 перемещается в исходное положение .
При смене инструментальных головок 23 каретка столом перемещается в крайнее заднее положение. Ползун 3 со шпинделем 5 перемещается вертикально вверх и занимает положение смены головок, при котором ось шпинделя совпадает с осью поворота дополнительного магазина 22. Стойка 2 со шпиндельной бабкой 4 перемещается в направлении, перпенднкулярном оси шпинделя и в сторону рас положения дополнительного магазина 22, и занимает положение, при котором ось шпинделя находится напротив оси инструментальной головки. Дополнительный магазин 22 перемещается вдоль оси навстречу шпинделю 5, при этом оправка инструментальной головк вставляется в шпиндель и зажимается. Стойка 2 возвращается в рабочее поло жение и вынимает головку из захватов Дополнительный магазин 22 перемещает ся в исходное положение. Формула изобретения 1 Многооперационный станок, со держащий подвижно установленную на стойке шпиндельную бабку с горизонтальным расположением шпинделя, стол с приспособлением-спутником и закреп ленной на нем деталью, смонтированный на кронштейне, выполненном с возможностью поворота на 180 вокру возможностью . -- .с оси, наклоненной под углом 4Ь горизонтальной плоскости, инструментальный магазин, например, барабанного типа и устройстойство автоматической смены приспособлений-спутников, отличающийся тем, что, с целью осуществления комплексной обработки деталей и повышения производительности, он снабжен установленной с возможностью перемещения параллельно оси шпинделя Г-обраэной кареткой, на которой расположен кронштейн таким образом, что стол, находясь в горизонтальной плоскости, расположен своей рабочей поверх,ностью вниз, а стойка выполнена с возможностью перемещений в горизонтальном направлении, перпендикулярном оси шпинделя, причем устройство автоматической смены приспособлений-спутников выполнено в виде двухпозиционного кантующего механизма, установленного с возможностью перемещения в вертикальной плоскости, и передаточного механизма, осуществляющего перенос приспособлений-спутников с кантукядего механизма на стол. 2. Станок поп.1,отличающ и и с я тем, что инструментальный магазин выполнен с возможностью перемещения в горизонтальной плоскости параллельно оси шпинделя. Источники информации, принятые во внимание при экспертизе 1. Проспект фирмы Mandelli, Италия Mod. Prince 500, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |
| Многооперационный станок | 1983 |
|
SU1126406A1 |
| Многоцелевой станок | 1981 |
|
SU1036490A1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1981 |
|
SU1009706A1 |
| Многоцелевой станок | 1985 |
|
SU1296357A1 |
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Устройство автоматической смены инструмента | 1986 |
|
SU1458145A1 |
t: f 3 L а / Jil/V ff
f7
11
