4i СД
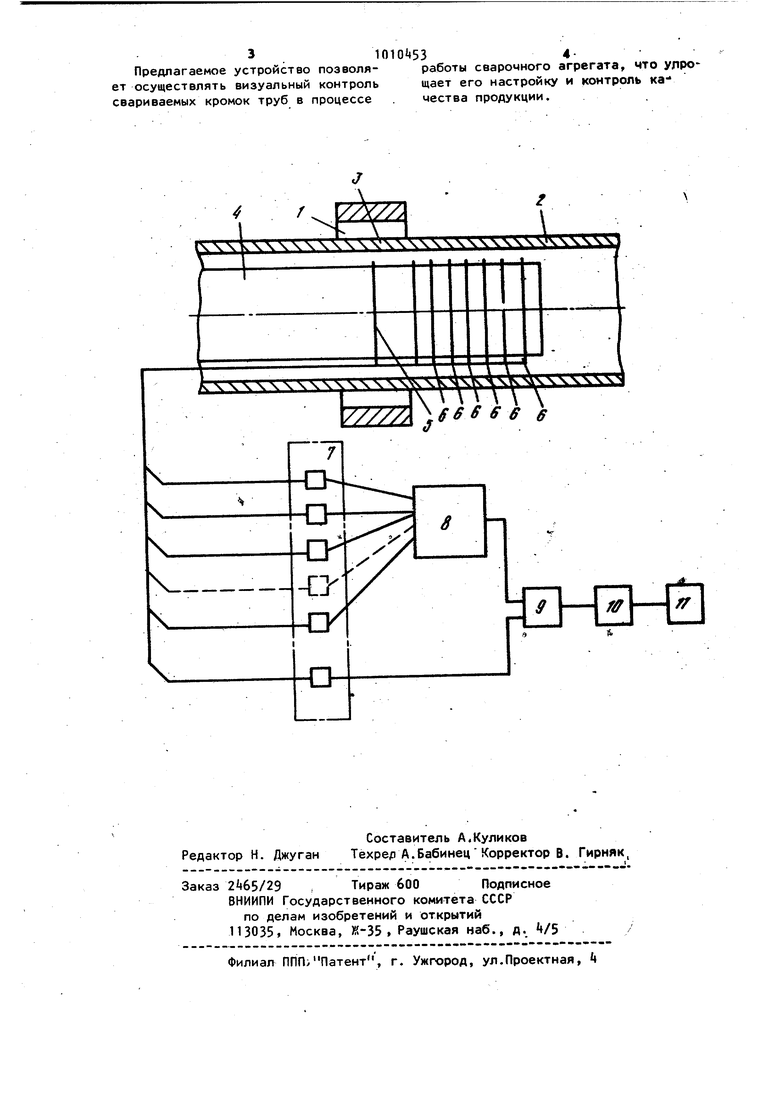
&0 Изобретение относится к ной технике и может быть использова для контроля профиля зазора между кромками трубной заготовки. Известны устройства, используемы при настройке высокочастотных сваро ных станов и позволяющие определить величину угла и зазора между свариваемыми кромками. К ним относятся угломер транспортного типа УТ, щуп измерительный, а также используется слепок из свинца, который получаетс путем прокатки его между кромками трубной заготовки 11 3Недостатками таких устройств являются невозможность определения ге ометрических параметров электромагнитной системы токоподвод-трубная заготовка-магнитопровод в процессе работы стана и недостаточно высокая воспроизводимость результатов, зависящая от квалификации обслуживающего персонала. Наиболее близким к 13обретению является устройство для визуального контроля профиля, содержащее датчики устанавливаемые равномерно вдоль профиля и имеющие общую обмотку возбуждения и измерительные обмотки, по ключенный к ним коммутатор и блок ви зуализации. Датчики имеют подвижные яиапыаянии Пятииии ииотт пплоышыыо сердечники, контактирующие с контролируемой поверхностью С 2. Недостатком этого устройства является невозможность контроля профиля зазора между кромками трубной заготовки при их сварке. Целью изобретения является контроль профиля зазора между кромками трубной заготовки. Цель достигается тем, что устройство, содержащее датчики, устанавливаемые вдоль ПРОФИ/1Я и имеющие измерительные обмотки и общую обмотку возбуждения, коммутатор, соединенный входами с измерительными §бмотками, и блок визуализации, снабжено магнитопроводом, вводимым во внутреннюю трубу , блоком дифференцирования, включенным между коммутатором и блоком визуализации, измерительные обмотки размешены на магнито проводе, а обмотка возбуждения выполнена с возможностью размещения на наружной поверхности внешней труб На чертеже представлена блок-схема устройства для визуального контроля профиля. измеритель- Обмотка 1 возбуждения расположе1010«532на вокруг трубной заготовки 2 с зазором 3- При сварке трубв качестве обмотки 1 возбуждения может быть использован индуктор сварочного агрегата. Магнитопровод 4 введен в трубную заготовку 2. На нем размещена основная измерительная обмотка 5 и дополнительные измерительные обмотки 6 , соединенные через блок 7 детектора с входами коммутатора 8. Выход коммутатора соединен с входом блока 9 деления, второй вход которого соединен через один из детекторов блока 7 детекторов с основной измерительной обмоткой, размещаемой под обмоткой 1 возбуждения. Выход блока 9 деления соединен с входом блока 10 дифференцирования, выход которого соединен с входом блока 11 визуализации. Устройство работает следующим об разом. Ток, протекая по обмотке 1 воз- буждения, создает магнитный поток, проходящий через трубную заготовку 2 и по магнитопроводу . Разностьмагнитных потоков, про.низывающих две соседние i-ую и ( .дополнительные измерительные обмотки 6, пропорциональна величине зазора между кромками трубной заготовки 2 на (i+1)-м участке. При достаточно частом размещении дополнительных измерительных обмоток 6 на магнитопроводе 4 эту разность можно считать приблизительно равной производной от кривой распределения потоку в обмотках 6. Коммутатор 8 последовательно подключает дополнительные измерительные обмотки 6 через блок 9 деления к блоку 10 дифференцирования, где осуществляется операций дифференцирования кривой распределения магнитных потоков в дополнительных измерительных обмотках 6.Поученная величина зазора передается на вход блока 11 визуализации. Для устранения влияния колебаний магнитного потока, возбуждаемого обмоткой 1 возбуждения, в блоке 9 деения осуществляется деление выходных игналов дополнительных измерительых обмоток 6 на сигнал основной изме- рительной обмотки 5, который пропорционален полному магнитному потоку , оздаваемому обмоткой 1.
310101 534Предлагаемое устройство позволя- работы сварочного агрегата, что УПРоет осуществлять визуальный контроль щает его настройку и контроль касвариваемых кромок труб в процессе . чества продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для визуального контроля профиля | 1983 |
|
SU1153234A2 |
| Устройство для контроля превышения кромок при высокочастотной сварке | 1982 |
|
SU1063560A1 |
| Устройство для автоматического управления режимом высокочастотной сварки | 1981 |
|
SU967732A1 |
| Устройство для автоматического регулирования процесса высокочастотной сварки труб | 1983 |
|
SU1123812A1 |
| СПОСОБ ВИХРЕТОКОВОГО КОНТРОЛЯ МЕДНОЙ КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2542624C1 |
| Устройство для измерения полезной мощности индуктора | 1986 |
|
SU1388814A2 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ ДВИЖЕНИЯ ЭЛЕКТРОПРОВОДЯЩЕЙ СРЕДЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2531156C1 |
| Устройство для бесконтактного контроля профиля вращающихся изделий сложной формы | 1991 |
|
SU1778510A1 |
| Преобразователь перемещений в код | 1988 |
|
SU1559406A1 |
| Способ контроля механических свойств металлопроката, изготовленного из ферромагнитных металлических сплавов и устройство для его осуществления | 2023 |
|
RU2807964C1 |
УСТРОЙСТВО ДЛЯ ВИЗУАЛЬНОГО ;КОНТРОЛЯ ПРОФИЛЯ-; содержащее датчики, устанавливаемые вдоль профиля и имеющие измерительные обмотки и общую обмотку возбуждения, коммутатор , соединённый входами с измерительными обмотками, и бхюк визуализации, отличающееся тем, что, С целью обеспечения возможности контроля профиля зазора между кромками трубной заготовки, оно сйабжено магниТопроводом, вводимым во внудреннюю трубу, блоком дифференцирования , включенным между KOMMyTaTOfioM и блоком визуализации , измерительные обмотки размещеФ|ы на магнитопроводе, а обмотка возбуждения выполнена с возможностью размещения на наружной поверхности внешней трубы.
/
Х к XXXXXXxXXWXXN,
XXX
У/
Гхх
:яяА жяж:кяА.%яс«у жжж «жжж;
I
////А fffffffff ff
УГ
9
rff
