Изобретение касается способов холодной сварки давлением внахлестку разнородного листового металла с неодинаковой вязкостью.
В известных снособах холодной сварки давление осуществляется с помощью пуансонов, имеющих одинаковую площадь рабочей поверхности. В этом случае при сварке разнородных металлов с неодинаковой вязкостью имеет место неравномерность пластической деформации свариваемых металлов, что снижает качество соединения.
В предлагаемом способе указанный недостаток устраняется применением встречных иуансоиов, площадь рабочей поверхности которых не одинакова и выбирается в соответствии с пластическими свойствами свариваемых металлов. Например, при сварке листов меди с алюминием площадь рабочей поверхности пуансонов (илп их диаметры - при пилиидрической форме) со стороны меди должна быть меньше площади рабочей поверхности пуансонов со стороны алюминия. Для лучшего центрирования встречных пуансонов применяется двухсторонний кондуктор со сферическими выточками вокруг отверстий для прохода иуапсонов.
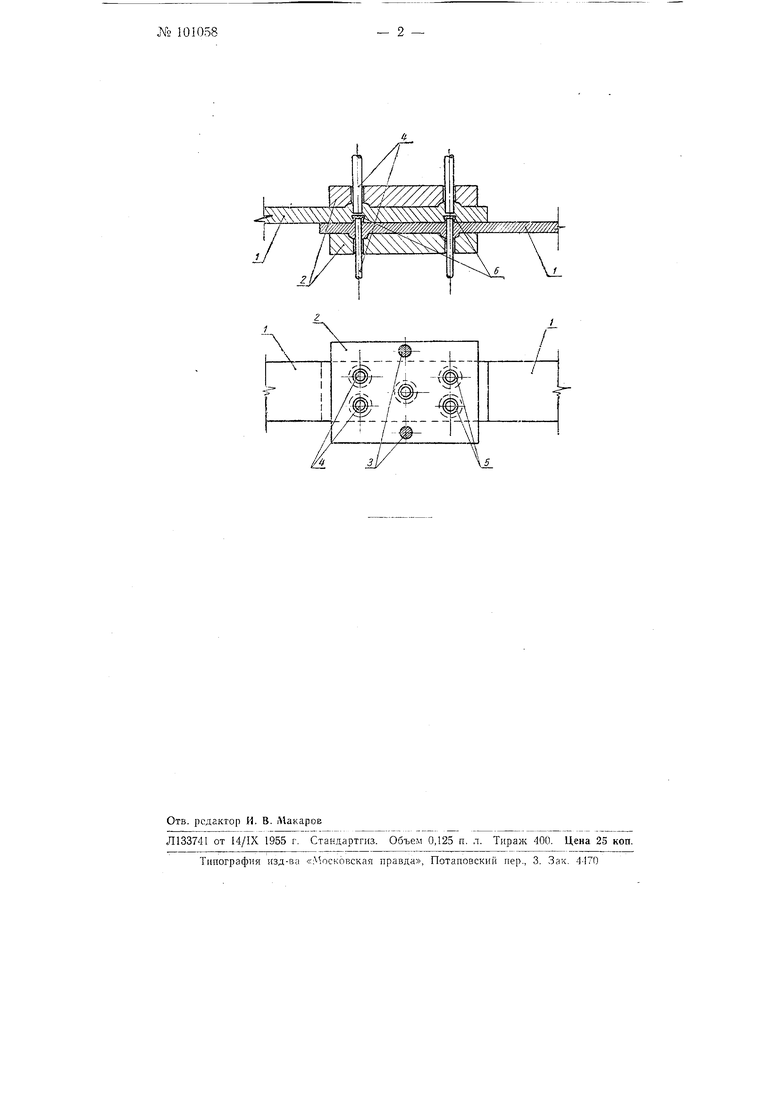
Предлагаемый способ холодной сварки поясняется чертежом.
Свари1;аомые листы / зажимаются в кондукторе 2 бо.1тами 3. Встречные пуансоны 4, имеющие различную площадь рабочей поверхности, проходят через центрирующие отверстия 5 кондуктора 2. Число пуапсоиов и их распределение по свариваемому пзделию определяется в соот етст1И1и с конкретными ус.ювпями работы. В иереходно зоне 6 обпазхется сплошное сечение металла.
П р е д м е т и з о б р е т е и и я
Способ хо.юдной сварки давлением разнородного листового метал.ьч с неод1П1аковой вязкостью, с образованием п. астическо1 деформации под воздейст1;|;ем встречных пуансонов па свариваемый метал; и с и|.имеиенич-м зажилпюго кондуктора со сферическими выточками вокр}т цептпируюи1их отверстий д.И пуансоио 5. о т/ и ч а ю щ и и с я тем, что, с ие.1ЫО выравиивапия пластических деформаций свариваемых металло -;, да лоиие осуществляют с ио%;о1иыо пуансонов, площадь рабочей поверхности которых пе одинакова и выбирается в соответствии с пластическими сзойст1;алП1 С1 а 1иваемых металлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство для холодной сварки листового металла | 1952 |
|
SU99298A1 |
| Способ холодной сварки металлов внахлестку | 1981 |
|
SU1004048A1 |
| Способ холодно точечной сварки | 1990 |
|
SU1756071A1 |
| Способ получения сварных конструкций алюминиевого сплава с высокой вязкостью разрушения | 2015 |
|
RU2616684C2 |
| СПОСОБ ХОЛОДНОЙ ШОВНОЙ СВАРКИ | 1992 |
|
RU2023558C1 |
| Способ сварки металлов давлением | 1979 |
|
SU897439A1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ВЗРЫВОМ | 2012 |
|
RU2516179C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МЕДНО-АЛЮМИНИЕВЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2009 |
|
RU2399470C1 |
| Способ холодной сварки металлов внахлестку | 1977 |
|
SU763052A1 |
| Способ холодной точечной сварки | 1988 |
|
SU1613279A1 |