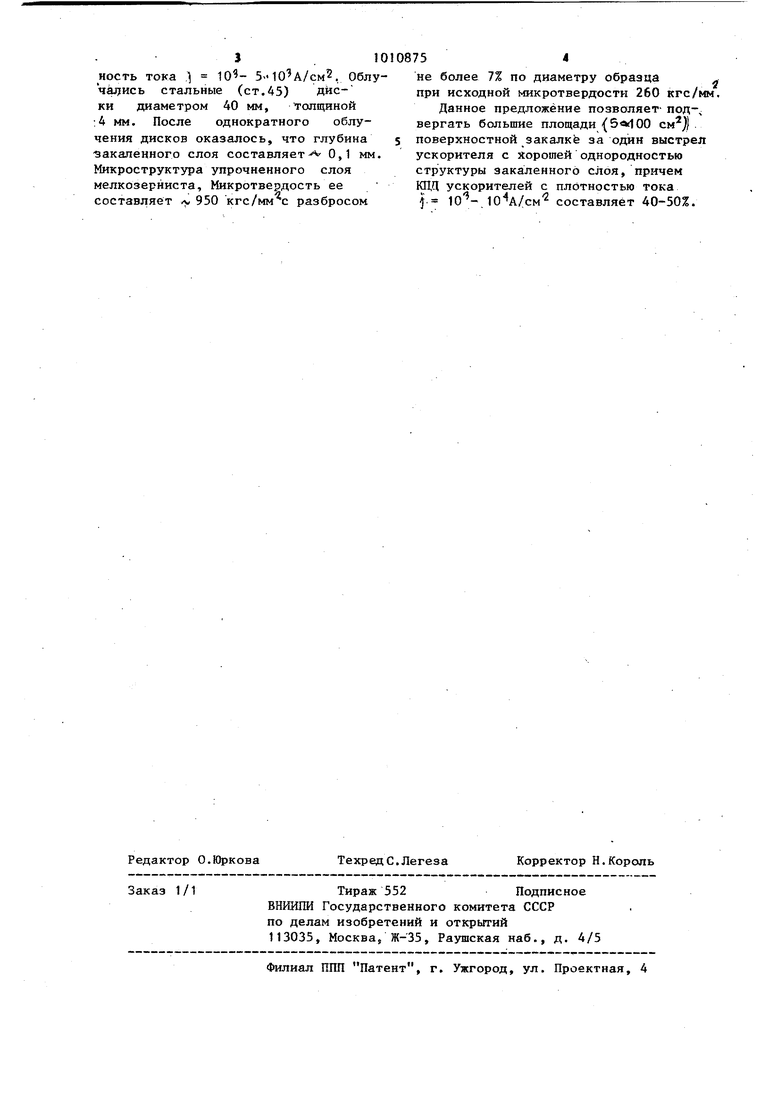
Изобретение относится к области термической обработки металлов. Известны устройства для поверхностной закалки стали, принцип деис ВИЯ которых основан на нагреве поверхностного слоя детали до темпера туры аустеЕ{изации с последующим быс рым охлаждением в закалочной среде К этому классу устройств относятся Широко распространенные устройства, использующие индукционный нагрев поверхностного слоя металла (индукционная закалка) Л . Однако подобные устройства не по зволяют производить локальную обработку заданных участков детали и требуют наличия закалочной средьь Наиболее близким по технической сущности является известное устройство для термообработки стали с непользованием лазера или электронног луча 2 . и таких устройствах происходит быстрый импульсный нагрев поверхнос ного слоя металла лаэером или электронным лучом, Последуйщее охлаждение поверхностного слоя мета ла осуществляется за счет теплоотвода вглубь металла, в результата чего отпадает необходимость в закалочных средах. Кроме того, подобные устройства позволяют термообрабатывать отдельные выбранные участки поверхности детали. Недостатком таких устройств является то, Что требуется длительное время для термообработки больши участков поверхности детали, так как диаметр электронного луча не превышает 1 мм. Структура закаленно поверхности детали получается неодн родной, что снижает эффективность подобных устройств. К тому же подобные устройства обладают низким ПД, не превышающим. 10%. Известен наносекундный ускорител содержащий электронные пучки, отличающийся от известных ранее тремя характерньми чертами: большой ток, недосягаемая ранее плотность электpotioB в пучке, а,р следовательно, кон центрация энергии и малая длительность пучка з . Наносекундные ускорители применяются для повышения эффективности ускорителей на встреч ных пучках (как форинжектора), для создания мощных накопителей ускорен ных частиц, для возбуждения импульс Ш 52 термоядерной реакции, для создания активной среды в квантовых генераторах, при разработке импульсных источников рентгеновских лучей, для стерилизации продуктов, а также в плазмогеимии и в экспериментах. Целью изобретения является сокращение времени процесса облучения больших площадей термообрабатываемых деталей, получение более однородной структуры закаленного слоя, а также повьш ение КПД устройства. Это достигается применением силь(юточного ускорителя релятивистских электронов в качестве устройства для поверхностной закалки стали. Используется ускоритель, работающий с широким пучком электронов диаметром 50-100 мм, в режиме отсутствия самофокусировки пучка. Такой режим работы ускорителя осуществляется при больших диаметрах катода и больших зазорах между анодом и катодом ускорителя, а также при наложении продольного магнитного поля на область катод-анодного промеж тка, причем величина продольного магнитного поля должна в несколько раз превышать собственное магнитное поле пучка. Импульсньп1 пучок релятивистских электронов с характерной длительностью С - 10 с направляется на облучаемую стальную деталь и быстро нагревает тонкий слой металла до температуры аустенизации. В дальнейшем происходит охлаждение слоя металла за счет теплоотвода выделенной энергии в глубь металла, Б результате чего осуа(ествляется поверхностная закалка детали. На чертеже показан выходной узел ускорителя, включающий проходной изолятор 1, катод 2, анодный фланец 3 и анодный узел 4 . Предлагаемое устройство работает следующимобразом. Деталь 5 помещают в анодньй узел 4 , Анодный узел 4 располагают в анодном фланце 3. После откачки выходного узла производится пуск ускорителя. Контрольные эксперименты были выполнены на сильноточном ускорителе релятивистских электронов при следующих параметрах пучка: ток пучка J 10 А, энергия электронов Е 0,5 МэВ, длительность пучка диаметр пучка д) 50
310108754
ность тока . Облу-не более 7% по диаметру образца
стальные (ст.45) Дйс-при исходной микротвердости 260 кгс/мм. ки диаметром 40 мм, толщиной Данное предложение позволяет-под;4 мм. После однократного облу-вергать большие площади (
чения дисков оказалось, что глубина jповерхностной закалке за один выстрел
закаленного слоя составляет- 0,1 мм.ускорителя с хорошей однородностью
Микроструктура упрочненного слояструктуры закаленного слоя, причем
мелкозерниста. Микротвердость ее ЩЦ ускорителей с плотностью тока
составляет /у 950 кгс/мм с разбросомf 10 - 10 А/см составляет 40-50%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки стальных рельсов | 2016 |
|
RU2644638C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ПОВЕРХНОСТНОГО ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ ЕГО РЕЖУЩЕЙ ЧАСТИ | 1997 |
|
RU2125103C1 |
| Способ обработки стальных изделий | 1989 |
|
SU1670968A1 |
| СТЕНД ЛАЗЕРНОЙ ЗАКАЛКИ ОПОРНОЙ ПОВЕРХНОСТИ ИГЛ ВРАЩЕНИЯ ВЫСОКОСКОРОСТНЫХ ЦЕНТРИФУГ | 2012 |
|
RU2527979C2 |
| Способ поверхностного упрочнения металлических изделий | 1989 |
|
SU1687629A1 |
| СПОСОБ ЗАКАЛКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2386705C1 |
| ИНЖЕКТОР ЛИНЕЙНОГО ИНДУКЦИОННОГО УСКОРИТЕЛЯ | 2010 |
|
RU2455799C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
| Способ упрочнения стальных изделий | 1989 |
|
SU1682403A1 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2048606C1 |
Применение сильно точного ускорителя релятивистских электронов в качестве устройства для поверхностной закалки стали. (Л эо j ся
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Индукторы | |||
| М,--Л., Машиностроение, 1965, с, 12, 2,Патент Японии № 30968; кл | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Генерирование мощ- ных наносекундных импульсов | |||
| М., Советское ради9, 1974, с | |||
| Питательное приспособление к трепальным машинам для лубовых растений | 1922 |
|
SU201A1 |
