00
оо
3. v4:-raHon(a по nr: . 1-7; о т л И,. :, к; И а я с я тем, что она снабже :грезныг.; уст1,эйством для разделения с;()ста JiHOi-o соединенного }.рофиля ка ,.,;-:rjf; заготовки, раэмеыенньлм за 1о:;Чо;и-:им залилочным устройство для .глрчкн и яоли, мэтериада.
9. Устгпповка по пп. 1-8, отличающаяся тем, что отрезное ., VCT:JOHCTHO };ыиолионо в виде летучей ,
1C. Установка по пп 1-9, о т .:; н -.1 а ю щ а я о я тем, что отрезнос vcTociHOTBO выполнено в зиде пилы n;iH фрезы, связанных с приводом зращсния ,.
11, стано}эка :io пп. 1-10 о т л и ч а ю ш а я с я тем, что она снабжена установдснньлм перед отреэ: ;,;М УСТРОЙСТВОМ ДОПОД НИТеД Ь НЫМ ОГDs iibiw ,-с:ройство для удаде:;ия персг/нички ;/1сжду металлическими про;)иль;; г --и элементами ,
;/. VcTciHODKa по МП. 1-1, о т л :. а к :д ci к с я тем, что опора поод 11ог,ге:т; е;О заливочного уотройстна ;.:, залички u:iоляциОНьюID материа,па ::)1иоднана ь ииде --оризонтально ус:;а1;о1Д1кн ;огО с:тола с наклонным учас13, Устакг;вка по г: . 11, о т л и т , . -- - г; тем. ч1с отрезное J I I „ гюжено под -етадли1


1. УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ. СОСТАВНЫХ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ типа оконных и дверных рам, состоящих из профилированных металлических элементов, заполненных син.тетическим изоляционным материалом, содержащая установленные на опоре транспортные устройства, выполненные в виде подающих и направляющих роликов, и заливочное устройство для запивки изоляционного материала, отличающаяся тем, что, с целью повышения прочности и изоляционных свойств изделий за счет наложения разделительной планки на профилированные элементы и заполнения образованных полостей изоляционным материалом, она снабжена по меньшей мере одним размещенным по ходу технологического процесса дополнительным заливочным устройством для заливки изоляционного материала и уст-/ ройством для подачи разделительной планки, установленным между двумя следукнцими друг за другом зашивочными устройствами.
. .V |..мес коп с-.лой. hi; такие изделия.п/;... пе.ггссч а 1Очную срочност - и не... V;.--. :iG м;:;сл-f ч ;онг; :С с.:аойстза.
;i,; :: .л : обретения - лозь;шение про; :С. -зс.,-;оиных c ioacTH изделий :,- c л:п:: ,icj :.о;ксиия ра г;,дели тельной :Л;:,--.п :-;.д r.p:j::i;,:.;i ъ;поаа ниые здементы :; cn:t.jJ. о5ра:;СБаннь1Х полостей ; 3 L-.n я :j,;: о;-; чъ:к л- а i е р к ал ом .
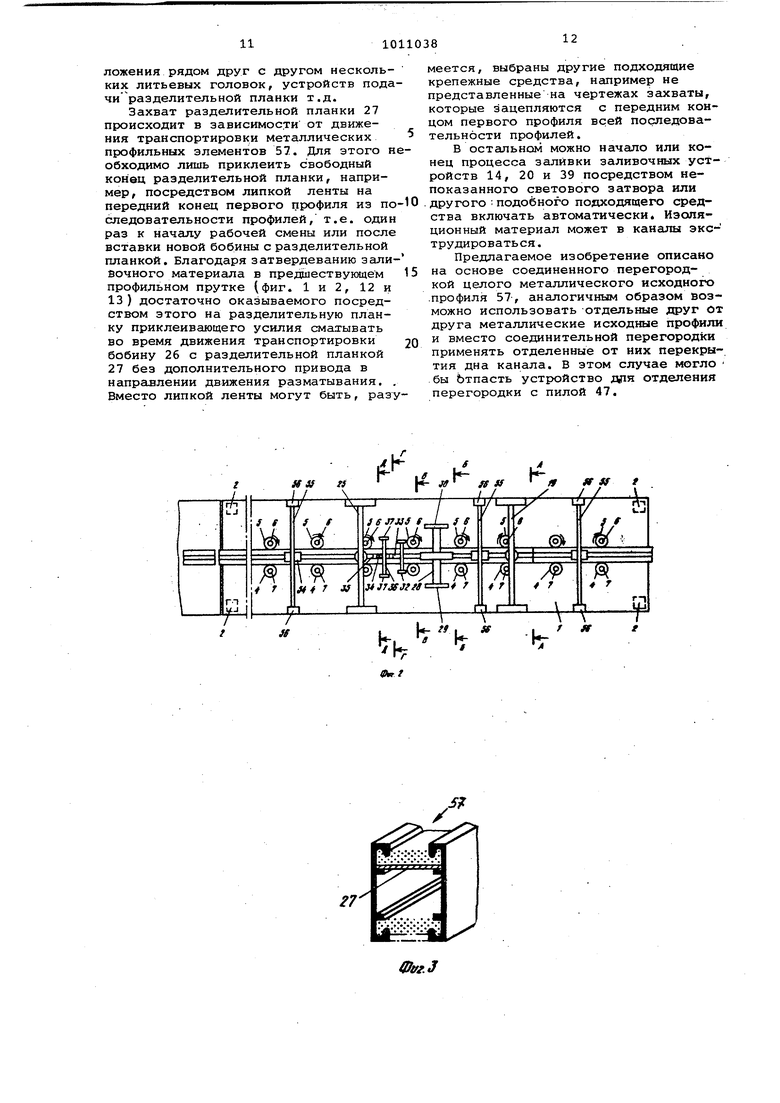
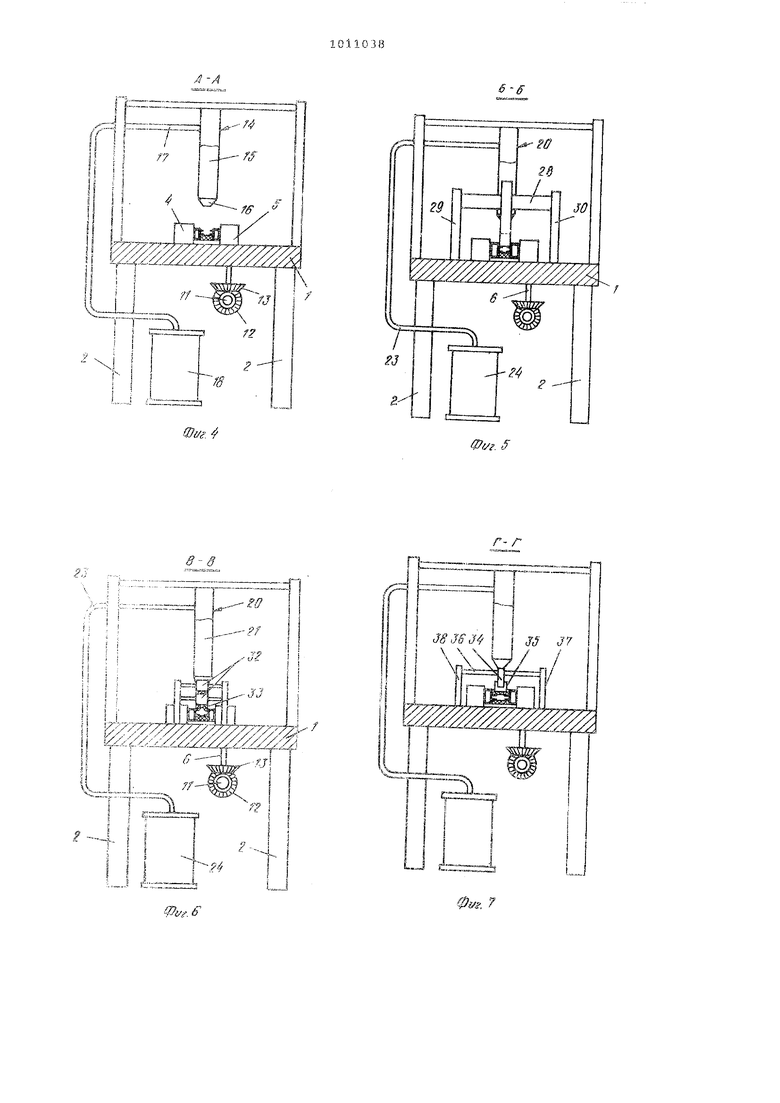
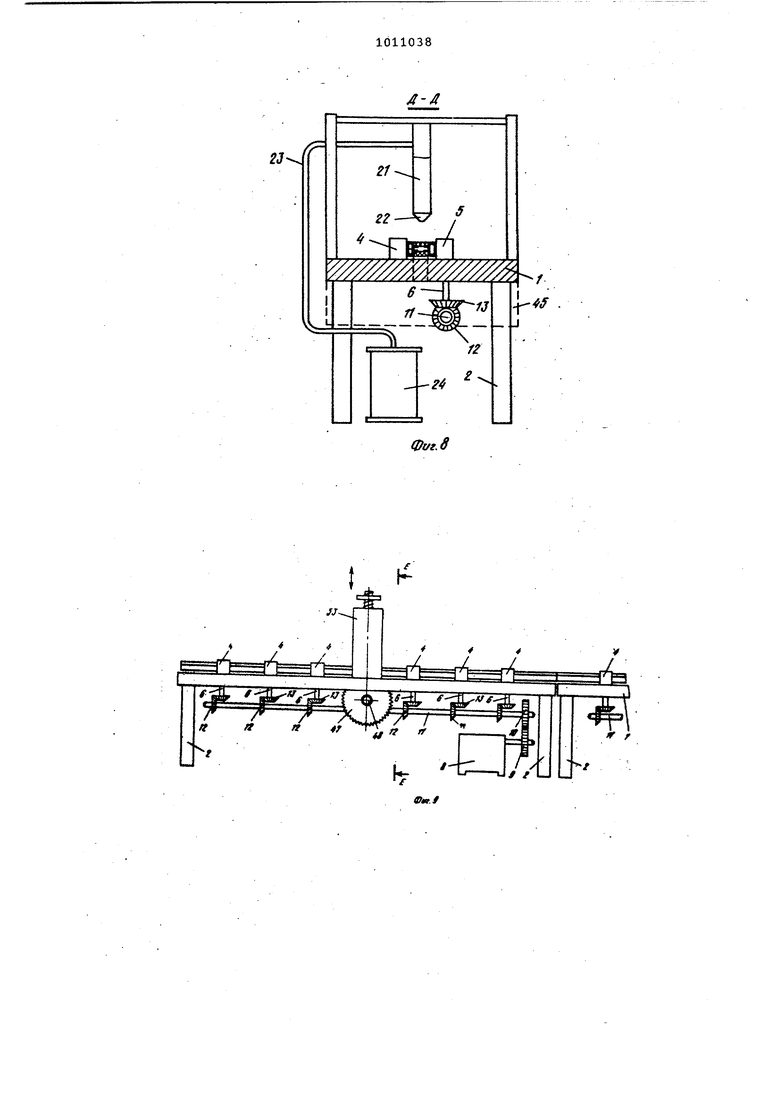
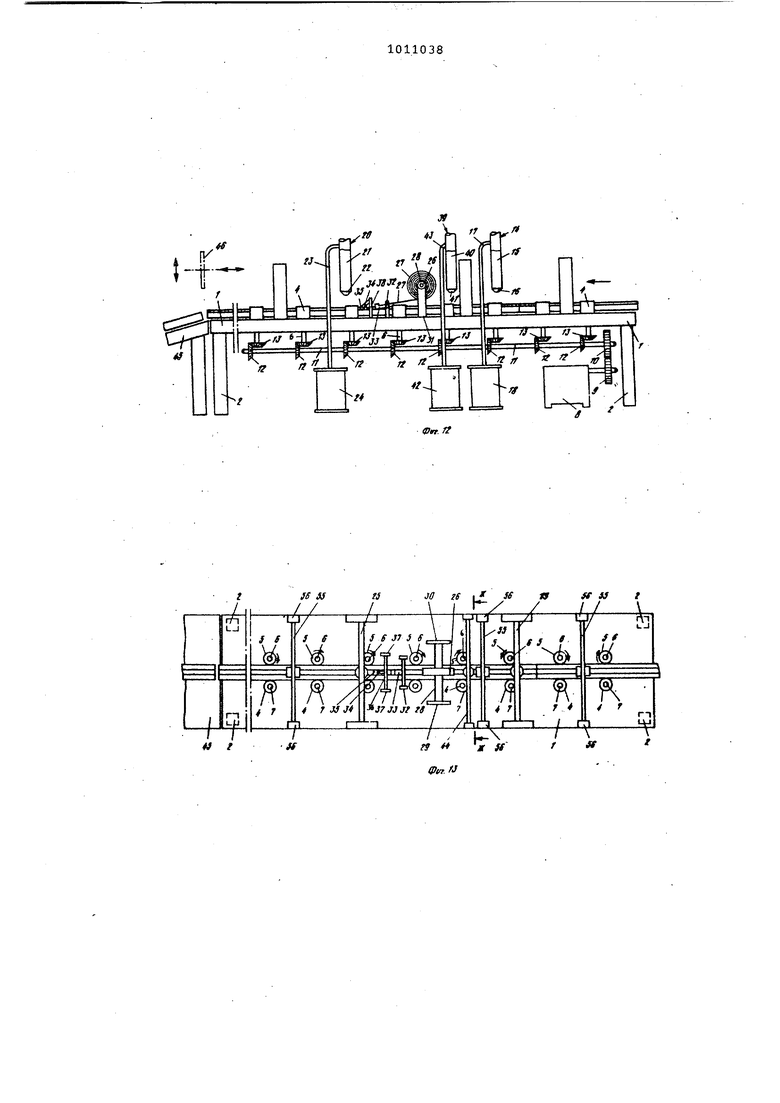
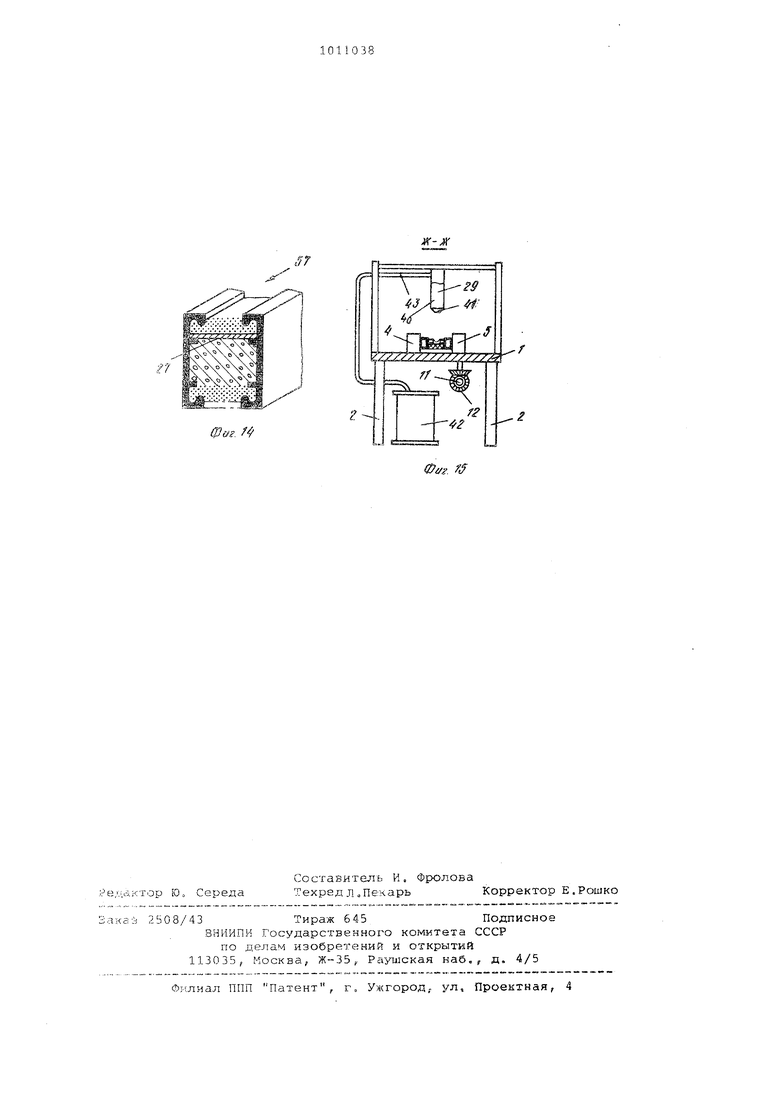
Указанная ,:i,ocTH гается тем, ipc; усчачот ка ц.л;:: изготовления со-. с:-Г::,з,;,; г;р1:л;)илир:;.ванных изделий типа оконных vi двериык рам, состоящих лз пргкп;-rij.-i ;:)Оза металлических злсг/ег-ггов , заполненных синтетически:/ золкцлониьм материалом,, содер;.а..;а; ста ноаленныа на огторе транс :О: )гиь::с ycTpcCi3 3-.-r., Hfcno.nnei--иые Б аи;.(е чс),ца;ошик ;-i иапоа;-.ляющих ролиi%oii - аа.пизсчное устройство для -а; иь:к;-; изо.ляциокг1ого материала, с 1асже:-га г.о меньшей мере одним раз..ipi.iprwM:-/; по У.ОДУ техно.погического njiii.eci-a дополните.льИ1ЛМ зал вочным устройством для заливки изоляцион,но1го материала и устройством для подачи разделительной планки, установленным между двумя следующими друг за другом заливочными устройствами. Кроме того, за первым заливочным устройством и перед устройством для подачи разделительной планки предусмотрено дополнительное заливочное устройство. . Устройство для подачи разделител ной планки выполнено в виде бобины, установленной на оси. Бобина с разделительной планкой размещена над металлическим профилем, причем ось бобины расположена поперек направления транспортировки металлического профиля. Кроме того, после каждой бобины Ъ разделительной планкой в направле НИИ перемещения планки предусмотрен по меньшей мере один прижимной роли Прижимные ролики установлены на качающемся рычаге, нагруженном пружиной или грузом. При этом за бобиной с разделительной планкой в направлении перем щения установлено направляющее устройство для разделительной планки, включающее направляющие ролики и на правляющий щиток. Установка снабжена отрезным устройством для разделения составного соединенного профиля на отдельные заготовки, размещенным за последним заливочным устройством для заливки изоляционного материала. Отрезное устройство выполнено в виде летучей пилы. Кроме того, отрезное устройство выполнено в виде пилы или фрезы, связанных с приводом вращения. Установка снабжена установленными гГеред отрезным устройством дополнительным отрезным устройством д удаления перемычки между металличес кими профильными элементами. Кроме того, опора после последнего заливочного устройства для заливки изоляционного материала выпол нена в виде горизонтально установле ного стола с наклоннымучастком на выходном конце. f Отрезное устройство расположено под металлическим профилем. На фиг. 1 изображено предлагаемо устройство, вид сбокуj на фиг. 2 то -же горизонтальная проекция; на фиг. 3 - готовое составное профилированное изделие, поперечные разре на фиг. 4 - разрез А-А на фиг. 2 (в области перед первым заливочным устройством, если смотреть в напра лении транспортировки ); на фиг. 5 разрез Б-Б на фиг. 2 (в области пер бобиной с разделительной планкой J; на фиг. 6 - разрез В-В на фиг. 2 (в области перед направляющей для . разделительной планкиJ; на фиг. 7 разрез Г-Г на фиг. 2 (в области перед прижимным роликом для разделительной планки ), на фиг. 8 - разрез Д-Д фиг. 2 (в области перед вторым заливочным устройством/; на фиг. 9 вид сбоку (перед отрезным устройством для удаления перемычки между металлическими профилированными элементами ; на фиг. 10 - разрез Е-Е на фиг. 9, на фиг. 11 - отрезное устройство, горизонтальная проекция, на фиг. 12 - устройство, вид сбоку (с дополнительным заливочным устройством для заполнения полого простран ства изоляционного ; составного профилированного изделия ; на фиг. 13 то же, горизонтальная .проекция; на фиг. 14 - составное профилированное изделие, поперечный разрез и (в перспективе с заполненным полым простг... ранством); на-фиг. 15 - разрез Ж-Ж на фиг. 13 (в области перед дополнительно предусмотренным заливочным устройством, если смотреть в направлении транспортировки ), Предлагаемая установка служит для изготовления составных профилированных изделий ((г. 3), состоящих из двух помещенных на расстоянии друг от друга металлических профильных элементов, разделительной планки, наложенной на профильные элементы, и изоляционного материала, заполняющего полости. В примере по фиг. 14, который представляет вариант комбинированного профиля по фиг. 3, промежуточное пространство между двумя расположенными друг над другом изоляционными сердечниками дополнительно заполнено изоляционным материалом, что наряду с улучшенным изолирующим действием ведет к повышенной жесткости комбинированного профиля в целом. Представленные на фиг. 3 и 14 составные профилированные изделия могут быть любыми по профилю, как например, можно видеть по изобраЖжениям сечений по фиг. 4-9, в которых изделие представлено с отклонениями формы относительно изделия, изображенного на фиг. 1. Установка для изготовления профильных изделий содержит один или несколько горизонтально расположенных рабочих столов 1 (фиг. 1 и 2, 12 ;И 13 ), которые ножкам 1 2 опираются на пол. Рабочий стол, который также может состоять из любой другой подходящей опоры, имеет рабочую поверхность 3 для металлических профильных элементов, которые во время их переработки в составные изделия по заданной траектории перемещаются в направлении стрелки между роликами 4 и 5. Ролики 4 и 5 установлены на вертикальных осях или валах 6 и 7 на рабочем столе 1. Ролики 5 на одной из сторон стола закреплен на валах 6 жестко и от них приводятся во вращение, тогда как распо ложенные на другой стороне ролики холостые и служат лишь в качестве противоопоры для захваченных посре ством трения ведущими роликами 5 м таллических профильных элементов. Источником движения для роликов ведущая шес5 служит двигатель которого через зубча :ое ко лесо 10 приводит во вращение вал 1 Последний по своей длине несет на расстоянии роликов 5 конические ше терни 12, которые находятся в зацеп лении с соответствующими коническим шестернями 13. Конические шестерни 13 сидят на шпонках на выступающих под рабочим столом концах валов 6, которые передают движение от двигателк на рОЛики 5. Над рабочим столом находится пер в.ое заливочное устройство 14 (фиг. 2. и 4 I f состоящее из литьевой го ловки 15 и подающего сопла 16. Литьевая головка 15 соединена трубопроводом 17 с емкостью 18 для запас зггливочного материала и заливочное устройство установлено подвижно на держателе 19, который закреплен на ре бочем столе, В качестве заливочного материала служат известные заливочные с:-АОлы, которые в жидком со стоянии выдаются из сопла 16 заливо ного устройства 14 и после коротког времени сх затывания затвердевают. Питание заливочным материалом проис ходит посредством насоса (не показа Б направлении транспортировки ме таллическик профильных элементов на небольшом расстоянии за заливочныг.5 устройством 14 помещено следующее заливочное устройство 20 (фиг-, 1 ,, 2 и 8 ), которое выполнено аналогично заливочном;/ устройству 13 и включает литье)зую головку 21, сопло 22 причем годовка 21 соединена трубоемкостью 24 для запас проводе заливочной смеси. Заливочное устрой ство 20 подвижно установлено на держателе 25. Между обойми заливочными устройствами 14 и 20, после заливочного устройства 14, размешена бобина 26 с запасом разделительной планки 27 уфиг. 1, 2 и 5 ), которая во время движения металли геских профильных элементов на предусмотренном для этого месте непрерывно вводится в канал между металлическими профильН1 ли элементами. Бобина 2С уставовлен над металлическими профильными элементами на проходящ,ей поперек направления тра::спортировки оси 28, которая со свободн.ым вра11;ением поме щена в опорах 29 и 30, которые ч.ере держатель 31 опираются на рабочий стол 1. За бобиной 26 с запасом разделительной планки 27 находится направляющая разделительной планки, кОТорая при помощи направляющих роликов 32 и выпукло-изогнутого направляющего щитка 33 (фиг. 6} непрерывно изгибает разделительную планку в поперечном направлении, чтобы облегчить укладку на ребра между металлическими профильными элементами. Введение направляющего щитка 32 особенно тогда целесообразно, когда ширина разделительной планки больше, чем зазор верхнего входного канала между металлическими профильными элементами . За бобиной 26 с запасом разделительной планки 27 в направлении транспортировки и направляющей, кроме того, помещен установленный со свободным вращением на качающемся рычаге 34 прижимной ролик 35 (фиг. 1, 2 и 1), который служит для того, чтобы прижать разделительную планку 27 к опорным ребрам металлических профилей для образования промежуточного дна канала, чтобы достигнуть по возможности равномерного приле-, гания разделительной планки вдоль опорных ребер, что может быть необходимым в определенных случаях в зависимости от свойства материала разделительной планки. Качающийся рычаг 34 на €;го обращенном к прижимному ролику 35 конце установлен на оси 36, оба конца которой опираются во вкладышах 37, которые через держатель 38 закреплены на рабочем столе. Чтобы оказать необходимое давление на разделитель-ную планку 27, качающийся рычаг нагружен пружиной или грузом (не показаны. В установке по фйг. 12 и 13 Б направлении транспортировки после первого заливочного устройства 16, однако перед бобиной 26 с разделительноР планкой 27, предусмотрено дополнительное заливочное устройство 39f которое смонтировано соответствуквдим образом аналогично заливочному устройству 14 и имеет также литьевую головку 40 и заливочное сопло 41, ведутдий к емкости 42 с эаливочньи. материалом трубопровод 43 и держатель 44. В качестве заливочного материала для заливочного устройства 39 применяется известная реактивная губчатая смесь, которая выдается в пластическом состоянии из сопла 41 и реакционное время которой может быть заранее выбрано любым управляющим устройством. Опора под изделие после последнего заливочного устройства выполнена в виде горизонтального участка
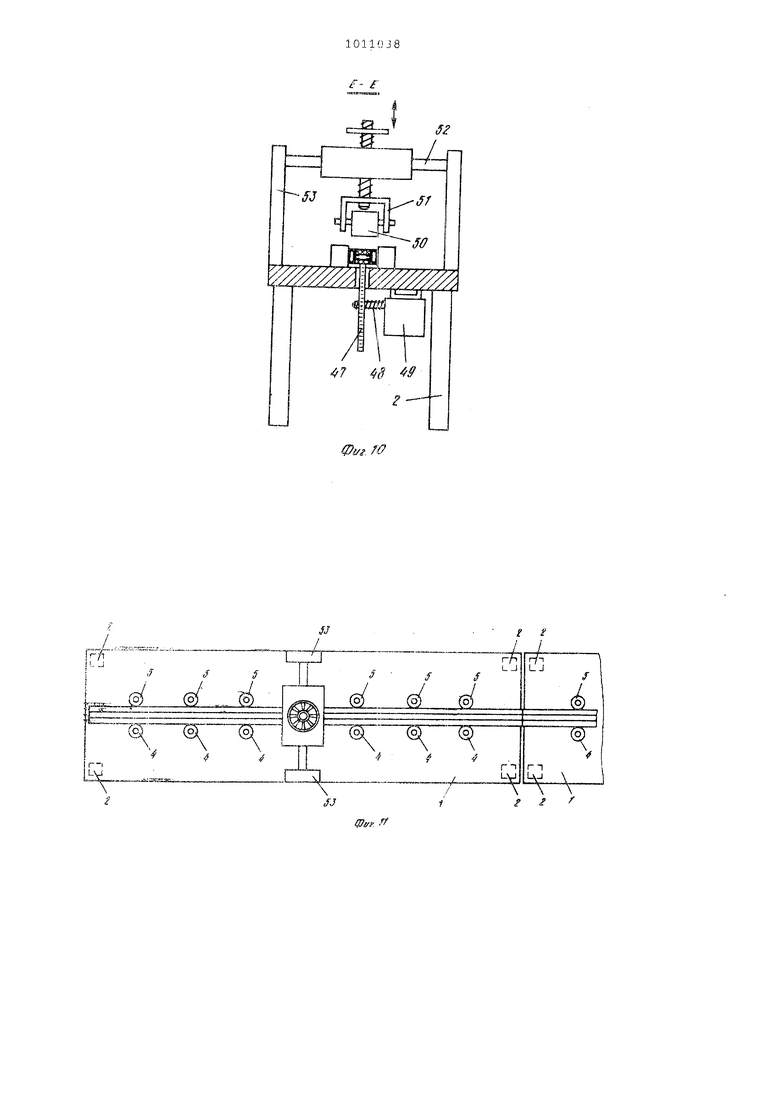
стола с наклонным участком 45 на выходном конце. Установка содержит также отрезное устройство, выполненное в виде летучей пилы 46, которая установлена подвижно по направлению транспортировки и против направления транспортировки, а также перпендикулярно к нему. Установка дополнительно снабжена отрезным устройством для отделения мостиковой перегородки (дна) между металлическими профильными элементами, установленным в конце горизонтальной Части стола перед наклонным участком 45 и включает пилу или фрезу 47, которая закреплена на выходном валу 48 двигателя 49, который подвешен на нижней стороне стола. Для контропоры для металлических
профильных элементов служит ролик 50, установленный с возможностью вращения в опоре 51, регулируемой в вертикальном направлении. Опора через установочные элементы 52 и 53 смонтирована на столе (.фиг. 9) . Для направления Металлических профильных элементов сверху служат 54, установленные на держателе 55, опирающемся на стойки 56, закрепленные на столе . 2)1
Установка работает следующим образом.
Соединенные посредством нижнего дуа металлические профильные элеменаЪ 57, которыми являются без промежутка проходящие друг за другом через линию переработки отдельные профильные прутки, как -это показывают фиг. 1 .и 2, 12 и 13, направляются как соответствующие целые блоки между роликами 4 и 5, которые .по их горизонтальному расстоянию друг от друга могут регулироваться, чтобы сделать возможным соответствие различным металлическим профильным элементам 57. Поскольку ведущими являются ролики 5, профильные блоки в направлении стрелки сначала проходят заливочное устройство 14. Когда блок проходит литьевую головку 15, заливочный материал непрерывно вытекает равномерно сверху в открытый канал между металлическими профильными элементами, которые снизу перекрыты дном канала (фиг. 4) . Скорость транс портирэвки металлических профильных элементов точно соответствует скорости и объему заполнения заливочного материала, чтобы заливочный материал достигал по всей длине металлических профильных элементов одного уровня.
Когда соответственно передний торцовый конец отдельных металлических, профильных элементов 57 достигает заливочной головки 41 (фиг. 12 и 13 ), заливочный материал вытекает, как и в заливочном устройстве 14,
непрерывно и равномерно в промежуточное пространство между металлическими профильными элементами (фиг. 15}. Промежуточное пространство заполняется, однако, до определенной высоты на расстоянии под опорными ребрами для разделительной планки 27, чтобы не препятствовать последующей прокладке разделительной планки 27. Как только передний торцовый конец не0прерывно .перемещающихся во время общего рабочего процесса металлических профильных элементов 57 достиг бобины 26 с запасом разделительной планки за заливочным устройством 39, свободный конец разделительной планки
5 27 укладывается посредством направляющей (фиг. 5 и 6 на опорные ребра между металлическими профильными элементами. В ходе дальнейшего транспортирования блоки металлических
0 профильных элементов проходят прижимной ролик 35 ( фиг. 7), который при поМЬщи в данном случае -усиленного дополнительным грузо.м собственного веса прилегает к сматывающейся непрерывно
5 во время перемещения со скоростью транспортировки разделительной планке. Как только передний конец металлических профильных элементов, нижняя часть поперечного сечения канала
0 которых и .их промежуточное-пространство (фиг. 15) в их передней части |На длине, соответствующей пройденному до этого расстояния перемещения, уже заполнены литей.ным заливочным мате5риалом, достигнет заливочного устройства 20, которое заполняют аналогичным образом, как и заливочное устройство 14, верхнюю час.ть попот речного сечения канала на заданную высоту заливочным материалом (фиг.8)
0 В ходе рабочего процесса заполняющий промежуточное пространство материал расширяется настолько, что при окончании времени реакции полностью заполняется промежуточное
5 пространство. Время реакции и стег.. пень расширения изоляционного материала регулируется так, что последующий рабочий процесс никоим образом не нарушается. Если не требует0ся заполнения среднего полого пространства между металлическими профильными элементами изоляционным материалом заливочное устройство 39 выключается.
5
Выход заливочного материала на торцовых сторонах металлических профильных элементов 57 во время производственного процесса предотвращается например,путем перекрытия
0 липкими лентами или т.п. При непрерывной эксплуатации не требуется специального перекрытия торцовых концов отдельных металлических профилей, поскольку передние и задние
5 торцы впереди идущего или следую«iPro профиля приле1 ают плотно, так Т-.о каналы следующих один за другим профилей проходят без разрывов. Не обходимо только, чтобы соответстве но первый и последний профили цепоч ки металличб ских профильных элементов были закрыты липкой лентой. Эт рабочая операция производится один раз к началу смены, когда перекрывается пере;5няя торцовая сторона первого подлежащего заполнению лите ной смолой металлического профильно го элемента,, и один раз в конце сме ны, когда перекрывается последний открытый торец последнего металлического профильного элемента. Проходящий насквозь без перерывов канал всех следующих друг за другом профилей делает возможной непрерывную залиБку профильного прутка изол ционной массойf так что образованны из-за усадки материала на концах пр филей воздушные пространства в изо ляционном материале возникнуть не могут., Описанны --, способом заполненные в двух проходя 11,их друг над другом уро нях заливочной массой металлические профильные элементы транспортируются с постоянной скоростью перемещения после прохождения последнего заливочного устройства на рабочий стол и попадают в устройство для уд ления мостиховой перегородки, которое установлено перед наклонным участко 45 или перед летящей пилой и выполнено в виде пилы 47,, о по мощью которой удаляются теплопровод ные металлические мостики, причем пила 47 дол;кна быть размещена на таком р-асстоянии за последним заливочньм устройством 20, чтобы изоляциомный материал после заливки, в последний залитый кана;-: ча его пути до пилы, имел бы столь ,-.-; времени, чтобы он перед поступлением на пилу достиг его стабильности формы, т,, ё „ как f ii-iHHMyiv было исключено изменение положения обоих металлическ профильиы:х элементов относительно друг друга после удаления мостиковой перегОродки из-за недостаточного затвердевания изоляционного материала „ Эта необходимая стабильность формы достигается значительно раньше, чем окончательное затвердевание изсляцконного материала. З.атем металлические профильные элементы 57 достигают наклонного участ ка 45 на выходном конце стола 1, Благодаря STONry получается, что передний элемент 57 из-за собственного веса в с:вязи с отсутствием опоры в этом месте склоняется вниз и Б самом слабом месте, которое находится в месте стыковки торцовой стороны впередиидущего профиля и пе редней торцовой стороны яепосредственно за ним примыкающего профиля, отламывается и отделяется от следующего профильного прутка. Поскольку отдельное соединение между двумя профильными прутками образовано посредством двух затвердевших частичных изолирующих сердечников и сквозной разделительной планкой 27, место перегиба или обрыва расположено в частичном изолирующем сердечнике , и разделительной планке. Возможны также вместо наклонного участка 45 совместно висящие профильные прутки в их местах стыковки разделять посредством летучей пилы 45, которая установлена подвижно как в направлении,так и против направления транспортировки, а также перпендикулярно к нему, чтобы обеспечить отрезку без прерывания транспортировки (фиг. 1 и 12 ). Возможно также отделение от руки или механическим путем при помощи ножниц, ножа и т.д. Описанным образом может происходить изготовление комбинированных профилей от входа установки перед первым заливочным устройством до конца ее после отрезного устройства, выполненного в виде летучей пилы 46 или участка 45, непрерывно без прерывания процесса производ.ства. Перекрывающую перегородку или .дно канала между металлическими профильными элементами возможно также разделять лишь после отдели-тельного устройства 45 или 46 (фиг, 1) вместо того, чтобы перед этим (фиг. 10 Однако это ухудшило бы беспрепятственный процесс производства. Если требуются комбинационные профили, изоляционный сердечник которого должен быть разделен не более чем два частичных изолирующих сердечника, как описано в выбранном примере, необходимо только добавить заливочное устройство 20 для каждого дополнительного изолируквдего частичного сердечника, дополнительный, состоящий минимум из бобины разделительной планки и следующего заливочного устройства, узел,который соответственно может быть скомби,нирован с дополнительным заливочным устройством 39 и при необходимости может быть дополнен прижимным роликом и/или направляющей разделительной планкой, Установку можно сделать также мнот гопозиц-ионной, т.е. одновременно изготавливать несколько расположенных друг около друга соединенных посредством изолирующей планки металлических профилей, В этом случае отдельные рабочие станции должны быть, соответственно, расширены путем непосредственного параллельного расположения рядом друг с другом нескольких литьевых головок, устройств подачи разделительной планки т.д.
Захват разделительной планки 27 происходит в зависимости от движения транспортировки металлических профильных элементов 57. Для этого нобходимо лишь приклеить свободный конец разделительной планки, например, посредством липкой ленты на передний конец первого профиля из по следовательноети профилей, т.е. один раз к началу рабочей смены или после вставки новой бобины с разделительной планкой. Благодаря затвердеванию залийочного материала в предшествующем профильном прутке (фиг. 1 и 2, 12 и 13 ) достаточно оказываемого посредством этого на разделительную планку приклеивающего усилия сматывать во время движения транспортировки бобину 26 с разделительной планкой 27 без дополнительного привода в Направлении движения разматывания. . Вместо липкой ленты могут быть, разумеется , выбраны другие подходящие крепежные средства, например не представленные на чертежах захваты, которые зацепляются с передним коицом первого профиля всей последовательности профилей.
В остальном можно начало или конец процесса залИвки заливочных устройств 14, 20 и 39 посредством непоказанного светового затвора или другого подобного подходящего средства включать автоматически. Изоляционный материал может в каналы экструдироваться,
Предлагаемое изобретение описано на основе соединенного перегородкой целого металлического исходного .профиля 57, аналогичным образом возможно использовать отдельные друг от друга металлические исходные профили и вместо соединительной перегородки применять отделенные от них перекрытия дна канала. В этом случае могло бы Ьтпасть устройство дря отделения перегородки с пилой 47.
ПИ
W 2д
П
30
.$
«.у/, ff
фуг.
4S
13
-Г
//
г
-24
4 д 9
01/1 fff
г -
фае /
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ПОЛУЧЕНИЕ КАПРОЛАКТАМА ДЕПОЛИМЕРИЗАЦИЕЙ СМЕСЕЙ, КОТОРЫЕ СОДЕРЖАТ ПОЛИМЕРЫ ИЛИ ТЕРМОПЛАСТИЧНЫЕ ФОРМОВАННЫЕ МАТЕРИАЛЫ | 1995 |
|
RU2160253C2 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
