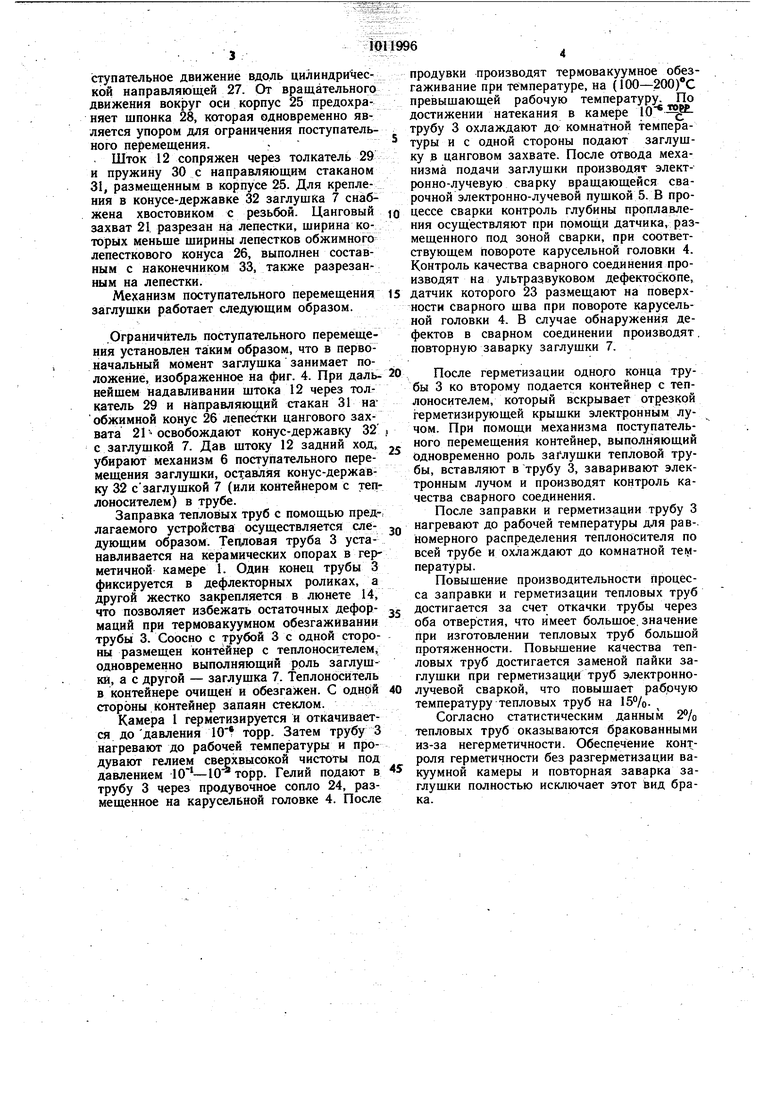
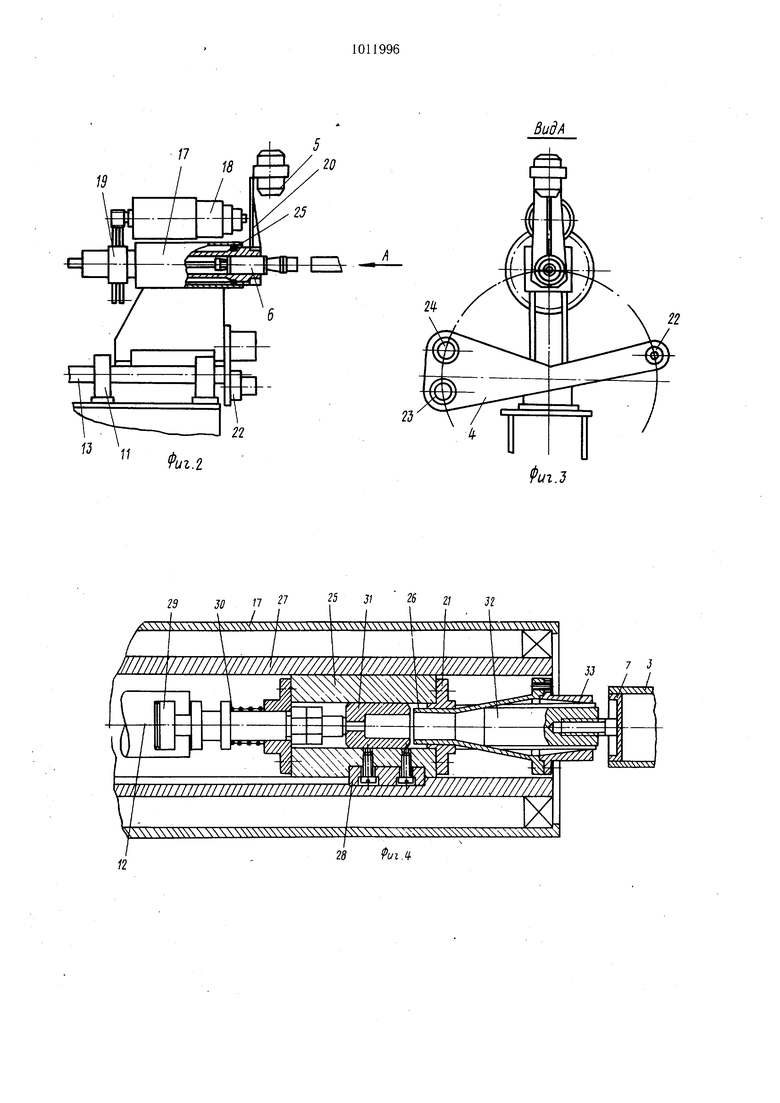
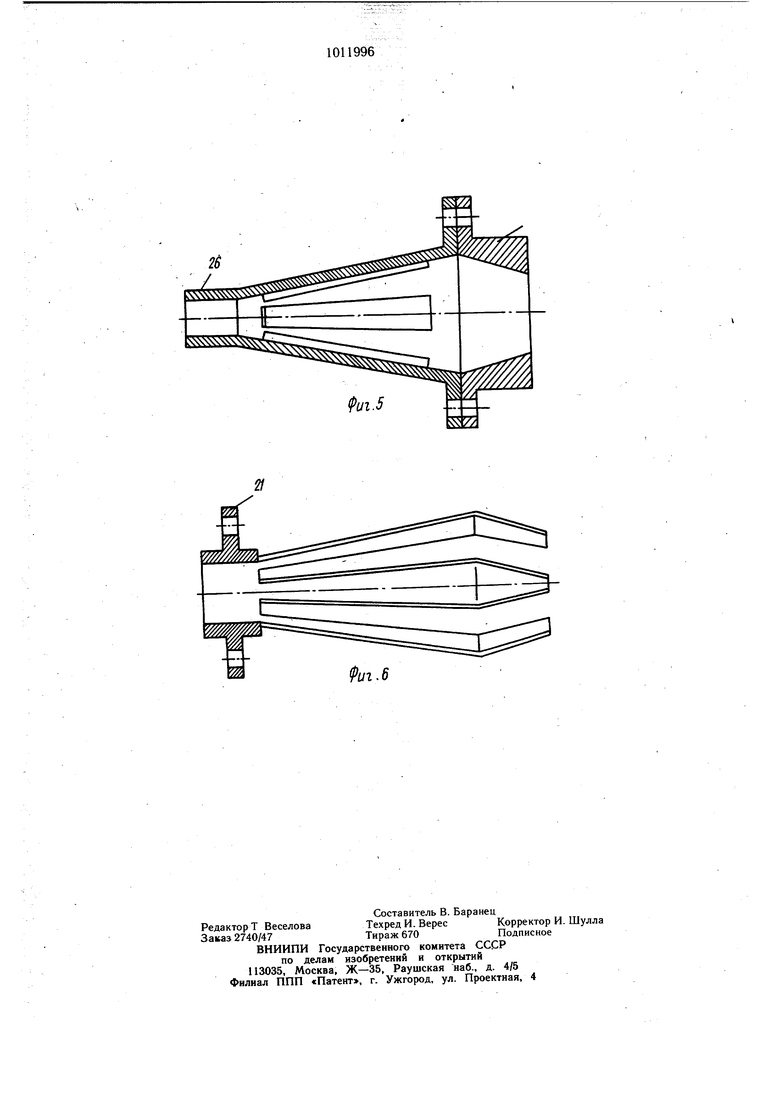
Изобретение относится к устройствам для заправки и герметизации тепловых труб и может быть использовано для массового производства вакуумных и газонаполненных тепловых труб большой протяженности, Известно устройство для. заправки герметизации тепловых труб, содержащее заполненную теплоносителем емкость, подключенную при помощи заправочной магистрали, соединенной с вакуумной системой, к мерно.му сосуду и трубам 1. Недостатком известного устройства является отсутствие оснастки для контроля герметичности, что не позволяет выявлять дефекты труб без разгерметизации системы и последующей перезаправки трубы. Известно также устройство для заправки и герметизации тепловых труб, содержащее подключенную к вакуумной системе герметичную камеру, в которой установлена заправочная емкость с теплоносителем и заглущка, снабженная механизмом поступательного перемещения 2. Недостатками данного устройства являются отсутствие оснастки для контроля герметичности, а также невысокие качества изготовления тепловых труб и производительность процесса. Цель изобретения - повыщение качества изготовления тепловых труб и увеличение производительности. Поставленная цель достигается тем, что в устройстве для заправки и герметизации тепловых труб, содержащем подключенную к вакуумной системе герметичную камеру, в которой установлена заправочная емкость с теплоносителем и заглущка, снабженная механизмом поступательного перемещения; в камере дополнительно установлены сварочная электронно-лучевая пушка, имеющая возможность поворота вокруг оси заправляемой трубы и карусельная головка, снабженная механизмом поворота и продольного перемещения, а также датчиком глубины проплавления, дефектоскопом и продувочным соплом для подачи гелия в трубу, причем в рабочем положении ось заправляемой трубы поочередно совмещена с осями датчика глубины проплавления, дефектоскопа и продувочного сопла. Механизм поступательного перемещения заглушки содержит подпружиненный корпус с укрепленным на нем цанговым захватом и установленный в последнем обжимной лепестковый конус, лепестки которого сопряжены с лепестками захвата. На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - карусельная головка; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - механизм поступательного перемещения заглущки; на фиг. 5 - обжимной лепестковый конус с наконечником; на фиг. 6 - цанговый .захват. Устройство содержит герметичную камеру 1, подключенную к вакуумной системе и снабженную рубащкой 2 для циркуляции охлаждающей воды при термовакуумном обезгаживании трубы 3. В камере 1 симметрично по обоим концам установлены карусельные головки 4, сварочные электронно-лучевые пущки 5 и механизмы поступательного перемещения б заглушки 7 (или заправочной.емкости с теплоносителем). Поступательное перемещение сварочной электронно-лучевой пущки 5 сообщается ручным приводом 8, выведенным за пределы камеры 1. Поступательное перемещение карусельной головки 4 осуществляется ручным приводом 9, а вращательное - приводом 10. Карусельная головка 4 вращается в шариковых опорах И. Герметичность приводов перемещения карусельной головки 4 и сварочной электронно-лучевой пушки 5 достигается вакуумным уплотнением щтока 12 и вала 13. Один конец тепловой трубы 3 жестко закреплен в люнете 14, а другой фиксируется в дефлекторных роликах (не показаны), что позволяет избежать деформирования трубы 3 при ее нагреве. Труба 3 нагревается двумя нагревателями (не показаны), расположенными по обе ее стороны по всей ее длине для обеспечения равномерного нагрева. Для предотвращения нагрева камеры 1 и оснастки тепловая труба 3 и нагреватели помещены за экранами 15. Тепловая труба 3 размещается в камере 1 при открытии крыщки 16 и верхней части экранов 15. Контейнер с теплоносителем с одной стороны и заглушка 7 с другой стороны на время нагрева убирается в кожух 17. На кожухе 17 механизма поступательного перемещения 6 заглушки 7 закреплен электропривод с редуктором 18, который при помощи зубчатой передачи 19 сообщает вращательное движение электронно-лучевой пущке 5. Пущка 5 вращается вокруг торца трубы 3 на кронштейне 20, заглушка 7 или контейнер с теплоносителем зажимается цанговым захватом 21 и подается в трубу 3 при помощи механизма поступательного перемещения 6, который совершает поступательное движение относительно направляющих кожуха 17. На валу 13, расположенному на шариковых опорах 11, жестко крепится карусельная головка 4, снабженная датчиком глубины проплавления 22, датчиком дефектоскопа 23 и продувочным соплом 24 для подачи гелия в трубу 3, оси которых в рабочем положении поочередно совмещены с осью заправляемой трубы 3. Цанговый захват 21 с внутренней и наружной рабочими конусными поверхностями выполнен из рессорно-пружинной стали, разрезан на равные лепестки и закреплен в корпусе 25. Обжимной лепе:стковый конус 26 своими лепестками входит в прорези лепестКов захвата 21 до полного контакта сопрягаемых конусных поверхностей. Корпус . 25 под действием штока 12 совершает поступательное движение вдоль цилиндрической направляющей 27. От вращательного движения вокруг оси корпус 25 предохраняет шпонка 28, которая одновременно является упором для ограничения поступательного перемещения.. Шток 12 сопряжен через толкатель 29 и пружину 30 с направляющим стаканом 31, размещенным в корпусе 25. Для крепления в конусе-державке 32 заглущка 7 снабжена хвостовиком с резьбой. Цанговый захват 21. разрезан на лепестки, ширина которых меньше ширины лепестков обжимного лепесткового конуса 26, выполнен составным с наконечником 33, также разрезанным на лепестки.
Механизм поступательного перемещения заглушки работает следующим образом.
.Ограничитель поступательного перемещения установлен таким образом, что в первоначальный момент заглушка занимает положение, изображенное на фиг. 4. При дальнейщем надавливании штока 12 через толкатель 29 и направляющий стакан 31 наобжимной конус 26 лепестки цангового захвата 21 освобождают конус-державку 32 с заглушкой 7. Дав штоку 12 задний ход, убирают механизм 6 поступательного перемещения заглушки, оставляя конус-державку 32 сзаглушкой 7 (или контейнером с теплоносителем) в трубе.
Заправка тепловых труб с помощью предлагаемого устройства осуществляется еледующим образом. Тепловая труба 3 устанавливается на керамических опорах в герметичной камере 1. Один конец трубы 3 фиксируется в дефлекторных роликах, а другой жестко закрепляется в люнете 14, что позволяет избежать остаточных деформадий при термовакуумном обезгаживания трубы 3. Соосно с трубой 3 с одной стороны размещен контейнер с теплоносителем, одновременно выполняющий роль заглушки, а с другой - заглушка 7. Теплоноситель в контейнере очищен и обезгажен. С одной стороны контейнер запаян стеклом.
Камера 1 герметизируется и откачивается додавления 10 торр. Затем трубу 3 нагревают до рабочей температуры и продувают гелием сверхвысокой чистоты под давлением 10-10 торр. Гелий подают в трубу 3 через продувочное сопло 24, размещенное на карусельной головке 4. После
продувки производят термовакуумное обезгажнвание при температуре, на (100-200)°С превышающей рабочую температуру. По достижении натекания в камере трубу 3 охлаждают да комнатной температуры и с одной стороны подают заглушку в цанговом захвате. После отвода механизма подачи заглушки производят электронно-лучевую сварку вращающейся сварочной электронно-лучевой пушкой 5. В процессе сварки контроль глубины проплавления осуществляют при помощи датчика, размещенного под зоной сварки, при соответствующем повороте карусельной головки 4. Контроль качества сварного соединения производят на ультразвуковом дефектоскопе, датчик которого 23 размещают на поверхности сварного шва при повороте карусельной головки 4. В случае обнаружения дефектов в сварном соединении производят, повторную заварку заглушки 7.
После герметизации одного конца трубы 3 ко второму подается контейнер с теплоносителем, который вскрывает отрезкой герметизирующей крышки электронным лучом. При помощи механизма поступательного перемещения контейнер, выполняющий Одновременно роль заглушки тепловой трубы, вставляют в трубу 3, заваривают электронным лучом и производят контроль качества сварного соединения.
После заправки и герметизации трубу 3 нагревают до рабочей температуры для рав-. номерного распределения теплоносителя по всей трубе и охлаждают до комнатной температуры.
Повышение производительности процесса заправки и герметизации тепловых труб достигается за счет откачки трубы через оба отверстия, что имеет большое, значение при изготовлении тепловых труб большой протяженности. Повышение качества тепловых труб достигается заменой пайки заглушки при герметизации труб электроннолучевой сваркой, что повышает рабочую температуру тепловых труб на 15%.
Согласно статистическим данным тепловых труб оказываются бракованными из-за негерметичности. Обеспечение контроля герметичности без разгерметизации вакуумной камеры и повторная заварка заглушки полностью исключает этот вид брака.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для заправки и герметизации тепловых труб | 1989 |
|
SU1663375A2 |
| Установка для заправки и герметизации тепловых труб | 1987 |
|
SU1464027A1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ С ПОМОЩЬЮ ЗАГЛУШЕК | 2011 |
|
RU2480314C2 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| Способ заполнения тепловой трубы рабочим телом | 1979 |
|
SU859785A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ КАССЕТЫ | 1998 |
|
RU2140674C1 |
| Устройство для отсекания трубопроводов | 1974 |
|
SU537226A1 |
| Установка для контактной стыковой сварки | 1980 |
|
SU941070A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2391726C2 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245769C2 |
1. УСТРОЙСТВО ДЛЯ ЗАПРАВКИ И ГЕРМЕТИЗАЦИИ ТЕПЛОВЫХ ТРУБ, содержащее подключенную к вакуумной системе герметичную камеру, в которой установлена заправочная емкость с теплоносителем и заглушка, снабженная механизмом поступательного перемещения. отличающееся тем, что, с целью повышения качества изготовления тепловых труб и увеличения производительности, в камере дополнительно установлены сварочная электронно-лучевая пушка, имеющая возможность поворота вокруг оси заправляемой трубы, и карусельная головка, снабженная механизмом поворота и продольного перемещения, а также датчиком глубины проплавления, дефектоскопом и продувочным соплом для подачи гелия в трубу, причем в рабочем положении ось заправляемой трубы поочередно совмещена с осями датчика глубины проплавления, дефектоскопа и продувочного сопла. 2. Устройство по п. 1, отличающееся тем, что механизм поступательного перемещения заглушки содержит подпружиненный корпус с укрепленным на нем цанговым захватом и установленный в последнем обжимной лепестковый конус, лепестки которого сопряжены с лепестками захвата.
25 j; 26 21
2ё
.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для заправки тепловых труб | 1973 |
|
SU506738A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для заправки тепловых труб теплоносителем | 1973 |
|
SU482603A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
