Для обработки остова бочек примепяЕОтся станки, состоящие из сто.la с двумя парами роликовых опор для бочки и из рамы для фрезерной головки.
Такие стайки предиазначаются обычно для обработки остова бочек одного размера и всякий переход на обработку бочек другого размера требует сложной наладки станка и, следовательно, потери рабочего времени.
В предложешгом станке этот недостаток устранен в результате того, что одна пара роликовых опор для остова бочки монтирована на неремещающихся вдоль стола с помощью ходового винта салазках, а рама для фрезерной головки выполнена поворотной в горизонтальной и вертикальной плоскостях и имеет винт, регулирующий положение головки по высоте. В предложенно конструкции станка предусмотрена также возможность ускорения процесса крепления на роликовых опорах остова бочек различных размеров путем применения на раме фрезерной головки ролика, взаимодействующего с утором бочки.
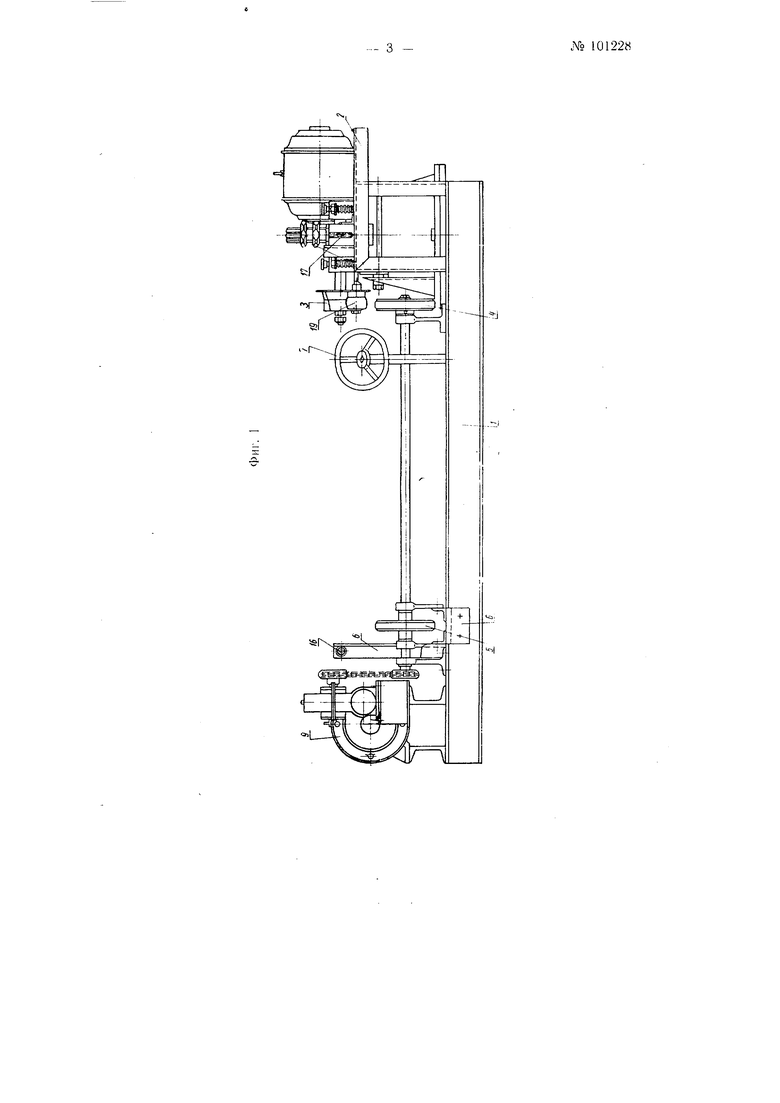
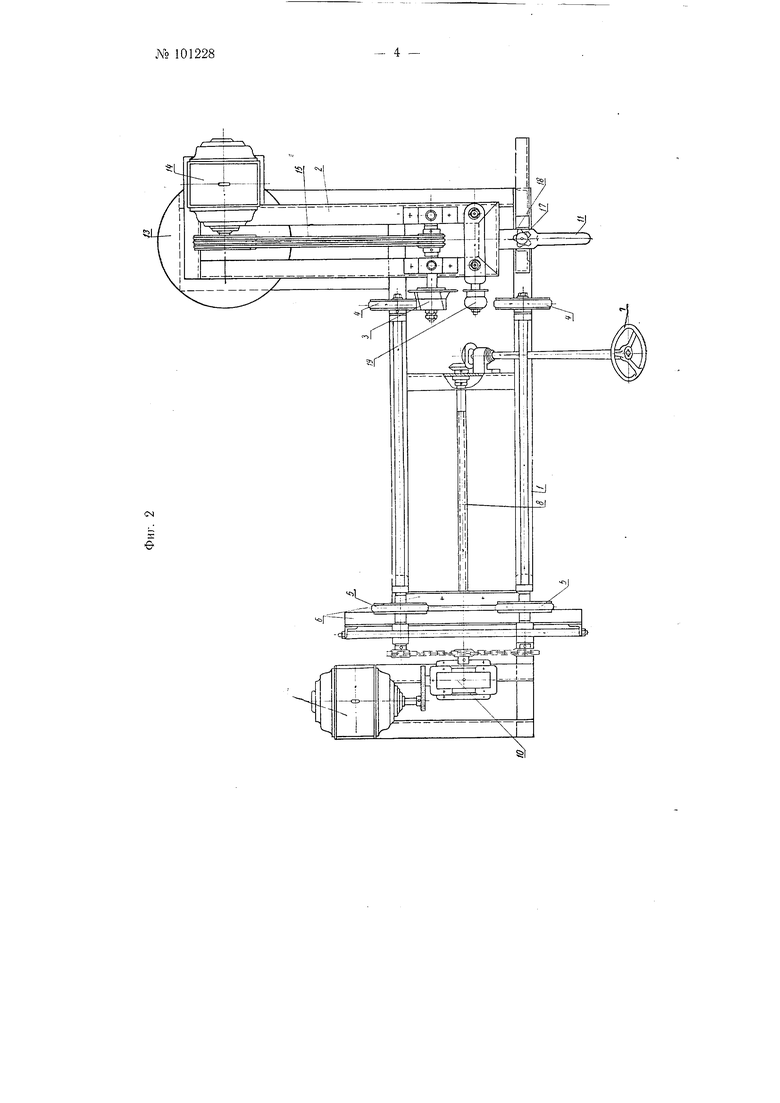
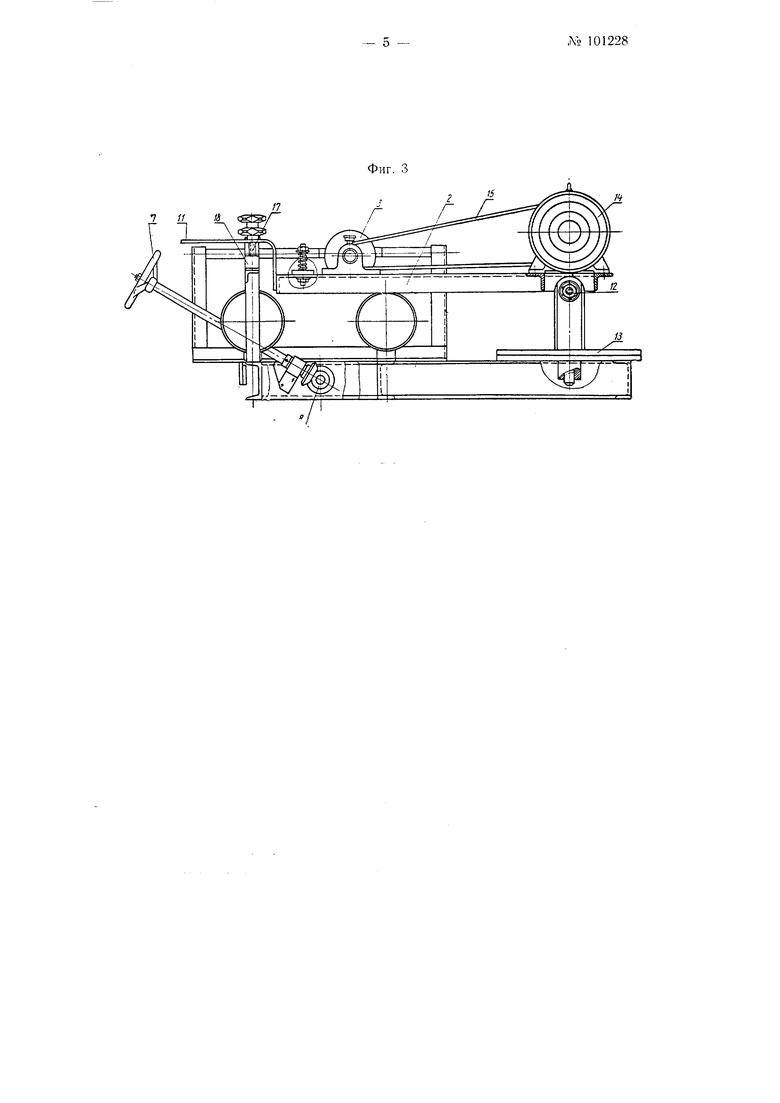
На фиг. 1 изображен вид станка спереди; на фиг. 2 - вид сверху; на фиг. 3 - вид сбоку.
Основными узлами станка являются стол 1 для остова бочки и рама 2 для фрезерной головки 3.
Стол несет роликовые опоры 4 и 5. Оноры 5 монтированы на са.чазках 6, неремещающихся вдоль стола посредством управляемого штурвалом 7 ходового винта 8. Для приведения в движение роликовых опор и, следовательно, для вращения установленного на них остова бочки, служит электродвигатель 9 с редуктором 10.
Ра.му 2 станка с помощью рукоятки // можно поворачивать на оси 12 в вертикальной плоскости, а на вертлюге 13 в горизонтальной плоскости. Врапгение фрезерной головки 3 осу1дествлепо от электродвигателя 14 посредством ременной передачи 15.
Работа на станке протекает следующим образом.
Положнв остов бочкп на опоры 4 и 5 стола / и подвинув остов влево до }пора в валик 16 салазок 6, щтурвалом 7 регулируют положение остова бочки па столе так, чтобы осуществить обрезание обрабатываемого утора на необходимую величину. После этого бочку и фрезерную го.ювку приводят во вращение, за рукоятку 11 подводят головку к утору остова бочки и опускают раму 2 вниз до упора регулировочного винта 17 в стойку 18 стола. В момент опускания рамы 2 с фрезерной головкой 3 во взаимодействие с утором остова бочки приходит сначала ролик 19, а следом за ним и фреза 3. В это время регулировочным, ВИНТОМ 1/ устанавливают фрезерную головку на требуемую высоту и осуществляют обработку утора на необходимую глубину.
Предмет изобретения
1. Станок для обработки остова бочек, состоящий из стола с двумя нарами роликовых опор для остова бочки и из рамы для фрезерной головки, отличающийся тем, что, с целью обработки на ней остова бочек различных размеров, одна пара
роликовых опор для остова бочки монтирована на перемещающихся вдоль стола с помощью ходового винта салазках, а рама для фрезерной головки выполнена HoeopOTHoii в горизонтальной и вертикальной плоскостях и имеет винт, регулирующий rOvTOBKy по высоте.
2. Станок но п. 1, отличающийся тем, что, с целью ускорения закрепления остова бочек на столе, рама фрезерной головки снабжена роликом, взаимодействующим с утором бочки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки внутренней поверхности остова бочки | 1986 |
|
SU1437228A1 |
| УСТРОЙСТВО КАРУСЕЛЬНОГО ТИПА ДЛЯ МЕХАНИЧЕСКОЙ СБОРКИ БОЧЕК ИЗ КЛЕПОК | 1935 |
|
SU46033A1 |
| УСТРОЙСТВО для ОБРАБОТКИ ОСТОВА БОНДАРНОЙ ТАРЫ | 1969 |
|
SU235279A1 |
| Станок для сборки бочек | 1991 |
|
SU1822818A1 |
| Станок для сборки бочек из клепки | 1955 |
|
SU105064A1 |
| Двухсторонний деревообрабатывающий станок | 1948 |
|
SU79677A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЭКСЦЕНТРИКОВ ОДНОШПИНДЕЛЬНЫХ АВТОМАТОВ | 1934 |
|
SU46415A1 |
| Станок для сборки остовов бочек | 1989 |
|
SU1703458A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ЛЕСОМАТЕРИАЛОВ | 1995 |
|
RU2092305C1 |