Изобретение относится к станкам для сборки остовов бочек и может быть использовано п сбластн бондарного производства.
Ц:;;.ь изобретения - увеличение произведи гелм. осги u расширение технологических ПОо ОЖПОСТОЙ.
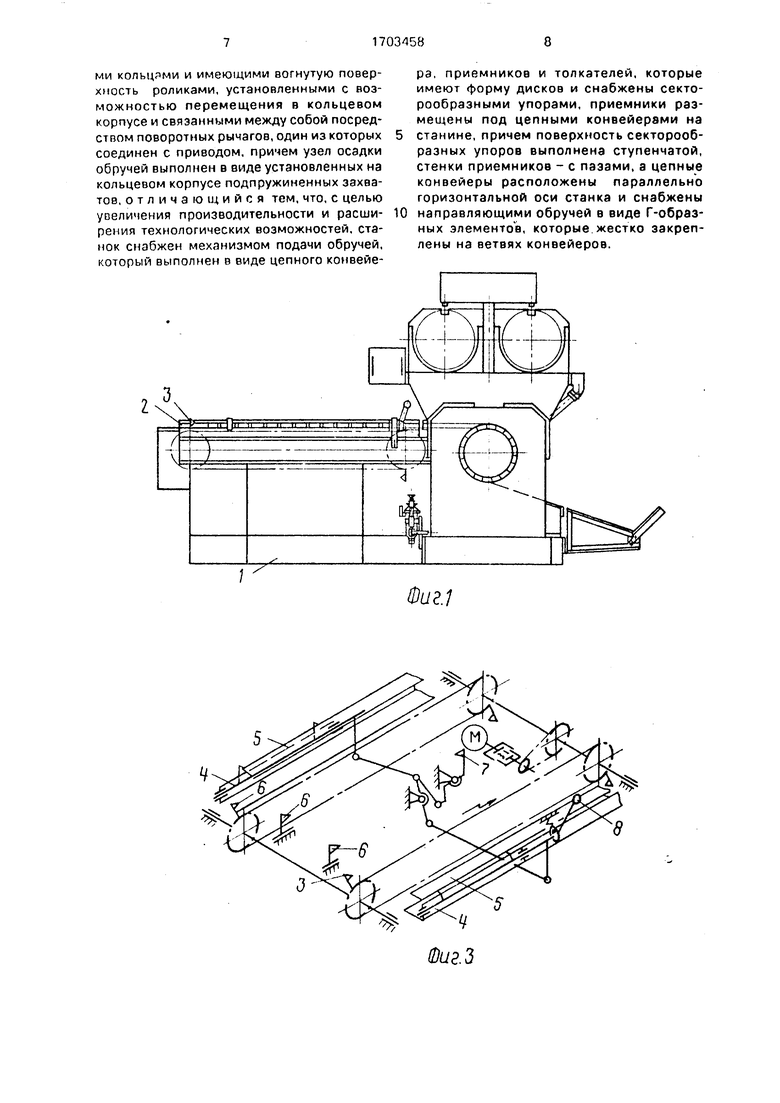
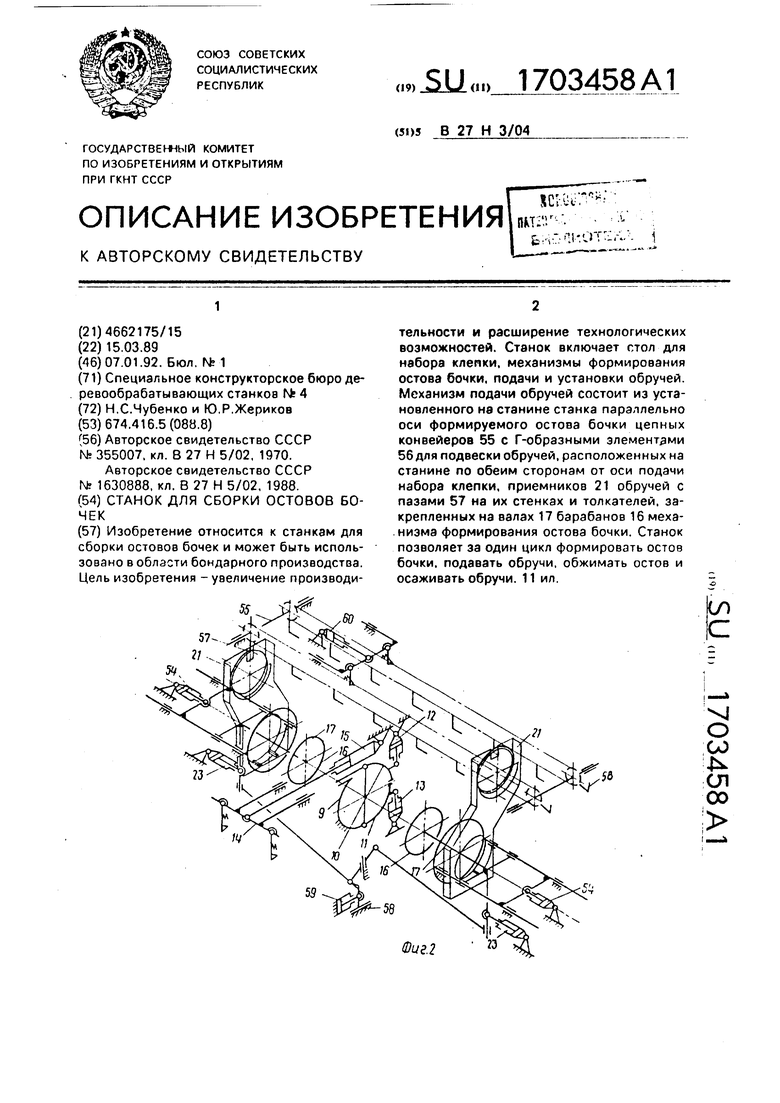
На фгг.1 изображен станок, общий вид; на фиг.2 - кинематическая схема механизма формирования остова и подачи обручей; на фиг.З -- кинематическая схема стола для набора клепки; на фиг.4 - механизм установки обручей, вид сверху; на фиг,5-то же, вид спереди; на фиг.б - разрез А-А на Фиг.5: на фиг.7 - разрез Б-Б на фиг,6; на фиг.З - разрез В--В н-э фиг.6; на фиг.9 - барабан механизма формирования остова бочки: на фиг. 10 - разрез на фиг.9; на фиг.1 1 - вид Д на ф иг.8.
С ганок содержит станину 1, на которой расположен стол 2 для набора клепки, механизмы формирования остова бочки, установки обручей и подачи обручей. .
Рабочими органами стола 2 являются толкатели 3, расположенные на цепных контурах. В состав стола 2 входят направляющие линейки 4, в которые укладывается настил клепок. Прижимы 5 исключают вспучивание настила при его перемещении. Для укладки пастила (по длине) предусмотрены упоры: ;.есткий G и утапливаемый 7. Манипуляции прижимами 5 и утапливаемым упо- ром 7 осуществляются рукояткой 8 через систему рычагов.
(/гол .. соединен направляющими с механизмом Формирования остова, состоящего из неподвижного корпуса 9 и подвижных секторов 10 и 11. В исходном положении (сектора 10 и 11 сведены) корпус S совместно с секторами 10 и 11 образуют цилиндрическую поверхность, ограничивающую по наружной образующей собираемый остов. Поворот секторов 10п 11 осуществляют гидроцилиндры 12 и 13. Заталкиоание последних клепок осуществляется досылателем 14 посредством цилиндра 15.
Механизм формирования остова включает та/-же барабаны 16, установленные на р.элах 17 по обеим сторонам от оси подачи набора клепки.
Барабан 10 состоит из корпуса с встро-. енными цилиндрами, поршни 18 которых жестко связаны с секторными упорами 19, Для одновременного перемещения секторных упоров 19 последние связаны между собой синхронизаторами (не показаны). По отверстию, расположенному вдоль оси вала 17, сжатый воздух поступает под поршни 18 цилиндров, при этом поршни 18 перемещаются и перемег.иг-ют секторные упоры 19,
В состав барабана 16 входит также толкатель 20, имеющий форму диска и предназ- наченный для перемещения пукового обруча из шахты приемника 21 в захваты 22
устройства установки обручей. Толкатель 20 закреплен на валу 17. Перемещение барабанов 16 осуществляется цилиндрами 23.
Механизм установки обручей состоит из кольцевых корпусов 24, установленных на
0 круглых направляющих 25, закрепленных на станине 1 станка по обеим сторонам от оси подачи набора клепок. Кольцевые корпуса 24 установлены соосно с барабанами 16.
5 В кольцевых корпусах 24 установлены ползуны 26, несущие на осях 27 ролики 28 с вогнутой образующей поверхностью. Ползуны 26 имеют возможность радиального перемещения между обкладками 29 и 30 по
0 направляющим шпонка 31 от пальцев 32, которые жестко установлены в ползунах 26. В корпусе 24 установлены также кольцевая направляющая 33. кольца 34. рычаги 35 и 36. Рычаги 35 и 36 имеют возможность поворо5 та на осях 37 и 38, которые укреплены в корпусе 24 и обкладке 30, В пазах рычагов 35 и 36 размещаются пальцы 32. 39 и 40. пальцы 39 и 40 укреплены в кольцах 34. Рычаг 35 через ось 41 и проушину 42 соеди0 пен с цилиндром 43, котооый через планку 44 шарнирно связан с корпусом 24. К корпусу 24 на проушинах 45 прикреплены захваты 22, которые имеют возможность поворота на осях 46. В отверстия захватов
5 22 продето пружинное кольцо 47. которое удерживается держателями 48, Корпус 24 и обкладки 29 и 30 соединены винтами 49 и штифтами 50 через проставки 51, которые обеспечивают необходимые зазоры для
0 вращательного движения колец 34 и рычагов 35, 36 и возвратно-поступательного движения ползунов 26.
Круглые направляющие 25 связаны между собой траверсой 52. Корпус 24 имеет
5 возможность осевого перемещения в опорах 53 скольжения от неподвижного цилиндра 54, соединенного с траверсой 52.
Механизм подачи обручей включает шаговый конвейер 55, приемники 21 обручей и
0 толкатели 20, закрепленные на валах 17 барабанов 16.
Шаговый конвейер 55 установлен на приемниках 21 обручей параллельно оси формируемого остова бочки. Конвейер 55
5 представляет собой два замкнутых цепных контура с Г-образными элементами 56 для подвески обручей. Приемники 21 расположены на станине по обеим сторонам от оси подачи набора клепки. На стенках приемников 21 выполнены пазы 57 для прохода Г-об- разных элементов 56.
Промежуточный упор механизма формирования остова бочки. Упор 58 управляется цилиндром 59. Цилиндр 60 служит для перемещения конвейера 55.
При осевом перемещении барабанов 16 (вдоль оси станка) поверхностью а секторных упоров 19 производится выравнивание торцов сформированного остова. Поверх- ность а упоров 19 представляет собой дугообразные выступы.
В корпусе цилиндра 60, представляющим собой шестигранник, выполнены отверстия 61, который по функциональному назначению представляют собой пневмо- цилиндры. Внутри отверстий 61 расположены поршни 18 с соответствующим уплотнением и пружинами 62. При подаче сжатого воздуха в центральное отверстие 63 воздух равномерно распределяется под поршнями 18 по выполненной в виде фаски проточке, и поршни 18 совместно с дугообразными секторными упорами 19 перемещаются в радиальном направлении от оси барабанов 16. При этом секторные упоры 19 поверхностями b выравнивают провесы клепок сформированного остова. При отключении воздуха пружинами 62 поршни 18 возвращаются в исходное положение, упо- ры 19 сжимаются.
Станок работает следующим образом.
Два обруча находятся в шахтах приемников 21. Барабаны 16 устанавливаются из крайних задних положений в исходное. При этом секторные упоры 19. после прохождения внутри обручей, выдвинуты и образуют диаметр, равный внутреннему диаметру упора бочки. При перемещении в данное положение барабаны 16 наезжают на про- межуточный упор 58 и расстояние между торцующими поверхностями секторных упоров 19 равняется длине клепки плюс небольшой зазор для исключения трения при подаче клепкк в механизм формирования. Толкатель 20 задал обруч в захваты 22. После укладки настила клепок между упорами 6 и 7, с помощью рукоятки 8 прижимы 5 фиксируют клепку, упор 7 убирается из зоны перемещения настила. Включается привод стола 2 набора клепки. Толкателями 3 клепки задаются в устройство формирования ос- това (предварительно закрытое), досылатель 14 с помощью цилиндра 15 задает оставшиеся клепки в механизм форми- рования. При этом внутренняя упорная поверхность клепок опирается на секторные упоры 19, которые проворачиваются совместно с загружаемой клепкой. После окончания формирования остова упор 58
цилиндром 59 убирается и торцовочные поверхности (дугообразные выступы) секторных упоров 19 выравнивают торцы сформированного остова.
После этого кольцевые корпуса 24 посредством цилиндров начинают перемещаться по направляющим 25 навстречу друг другу и подводятся к торцам остова бочки.
Затем включается цилиндр 43, который поворачивает рычаг 35 на оси 37. Рычаг 35 своими пазами взаимодействуете пальцами 32 и 39, перемещая ползун 26 с пальцем 32 и роликом 28. Палец 32 перемещается в радиальном пазу обкладки 30. Взаимодействием рычага 35 с пальцем 39 совершается поворот колец 34 на кольцевой направляющей 33. Жестко установленные в кольцах 34 пальцы 40, находящиеся с возможностью перемещения в пазах рычагов 35, поворачивают рычаги 36. Последние взаимодействуя с находящимися в их пазах пальцами 32. перемещают ползуны 26 с роликами 28 в радиальном направлении, сжимая торец остова бочки до соприкосновения боковых поверхностей клепок.
Процесс обжима торца остова бочки происходит во время перемещения кольцевого корпуса 24 от цилиндра 54. При дальнейшем перемещении корпуса 24 обруч, находящийся в захватах 22, осаживается на остов бочки на необходимую величину и контролируется усилием цилиндра 54. По окончании операции осадки обруча переключением цилиндра 43 ролики 28 радиаль- но разводятся, а переключением цилиндра 54 кольцевой корпус 24 возвращается в исходное положение.
После этого барабан 16 отводят в крайнее заднее положение. При этом по одному обручи попадают в соответствуюшие шахты приемников 21. Гидроцилиндрами 12 и 13 сектора 10 и 11 механизма формирования остова разводятся, и собранный остов выгружается из станка.
С выдержкой времени барабаны 16 возвращаются в исходное положение (в зону сборки остова), а обручи из шахт приемников 21 задаются толкателями 20 под захваты 22. Станок готов к следующему циклу.
Подача луковых обручей в приемники 21 осуществляется конвейером 55. Перемещение конвейера 55 осуществляется на шаг цилиндром 60.
Формула изобретения
Станок для сборки остовов бочек, включающий станину, привод, механизмы формирования остова бочки, установки обручей, механизм обжима остова, выполненный в виде кольцевого корпуса и узла перемещения, с аксиально расположенными кольцами и имеющими вогнутую поверхность роликами, установленными с возможностью перемещения в кольцевом корпусе и связанными между собой посредством поворотных рычагов, один из которых соединен с приводом, причем узел осадки обручей выполнен в виде установленных на кольцевом корпусе подпружиненных захватов, отличающийся тем, что, с целью увеличения производительности и расширения технологических возможностей, станок снабжен механизмом подачи обручей, который выполнен в виде цепного конвейе
рэ, приемников и толкателей, которые имеют форму дисков и снабжены секто- рообразными упорами, приемники размещены под цепными конвейерами на станине, причем поверхность секторооб- разных упоров выполнена ступенчатой, стенки приемников - с пазами, а цепные конвейеры расположены параллельно горизонтальной оси станка и снабжены направляющими обручей в виде Г-образ- ных элементов, которые жестко закреплены на ветвях конвейеров.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки бочек | 1991 |
|
SU1822818A1 |
| УСТРОЙСТВО КАРУСЕЛЬНОГО ТИПА ДЛЯ МЕХАНИЧЕСКОЙ СБОРКИ БОЧЕК ИЗ КЛЕПОК | 1935 |
|
SU46033A1 |
| Устройство для установки обручей | 1988 |
|
SU1630888A1 |
| СТАНОК ДЛЯ СБОРКИ ОСТОВОВ БОЧЕКОСЕСОЮЗНАЯ | 1971 |
|
SU304130A1 |
| Устройство для обжима остова бочек | 1990 |
|
SU1763180A1 |
| Донносшивной станок | 1988 |
|
SU1703459A1 |
| Устройство для набора остовов бочек | 1973 |
|
SU479622A1 |
| Станок для сборки остовов бочек | 1973 |
|
SU462717A1 |
| Донносшивной станок | 1990 |
|
SU1764999A2 |
| Донносшивной станок | 1990 |
|
SU1765000A2 |



3
Фиг.1
в
со in
т
со о г2 Щ
1Щ
60
Фиг. 10
/ / / 60 62
ЗидД
