(мЬ
ОЭ
положена перпендикулярно продольной оси станка и может поворачиваться. Остов бочки устанавливается на станину 1 мезщу каретками. При их сближении осу1цествляется зажим остова бочки в зажимных кольцах 10. Б исходном положении корпус плтинделя механизма резания не препятствует проходу фрезы вовнутрь остова бочки. При дальнейшем движении корпус шпинделя начинает поворачиваться в сторону обрабатываемой поверхности и осуществлять обработку внутренней поверхности остова бочки. После обработки происходит ускоренньй ббратный ход салазок 16. Одновременно с этим начинает происходить обработка другого конца остова бочки. Она аналогична рассмотренной вьше обработке.
2 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для резки труб | 1989 |
|
SU1787075A3 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| ПОРТАТИВНЫЙ МНОГОФУНКЦИОНАЛЬНЫЙ СТАНОК | 2003 |
|
RU2264903C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2000 |
|
RU2171742C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| Карусельный токарный станок | 1976 |
|
SU582962A1 |
| Устройство к токарно-винторезному станку для нарезания зубчатых изделий | 1984 |
|
SU1197799A1 |
Изобретение относится к бондар-, ному производству и может быть использовано при ремонте деревянных бочек с целью их повторного использования. Цель изобретения - распирение функциональных возможностей станка. Станок для обработки внутренней поверхности остова бочки включает станину 1, на продольных направляющих которой установлены правая и левая каретки 2 с механизмами зажима и вращения остова бочки и механизмами резания 17. Каждый механизм резания смонтирован на каретке посредством салазок 16, которые установлены под. некоторым углом к продольной оси станка. Салазки имеют привод перемещения на рабочем ходу и привод ускоренного обратного хода, fexaнизм резания 17 вьтолнен в виде полой штанги с кронштейном и гильзы, которая охватывает полую штангу. Ось вращения инструмента (ось шпинделя) рас(С
1
Изобретение относится к бондарне- :му производству и может быть исполь- |зовано при ремонте деревянных бочек |с целью их повтор но I D использования. i Цель изобретения рас1яирение Iфункщ ональных возможностей станка iпутем обеспечения обработки всей iвнутренней поверхности остова бочки при повышении ее качества за счет I постоянного контакта режущего инстру- iмента с обрабатываемой поверхностью во время рабочего хода и отведения от нее инструмента во BpeNW обратного хода.
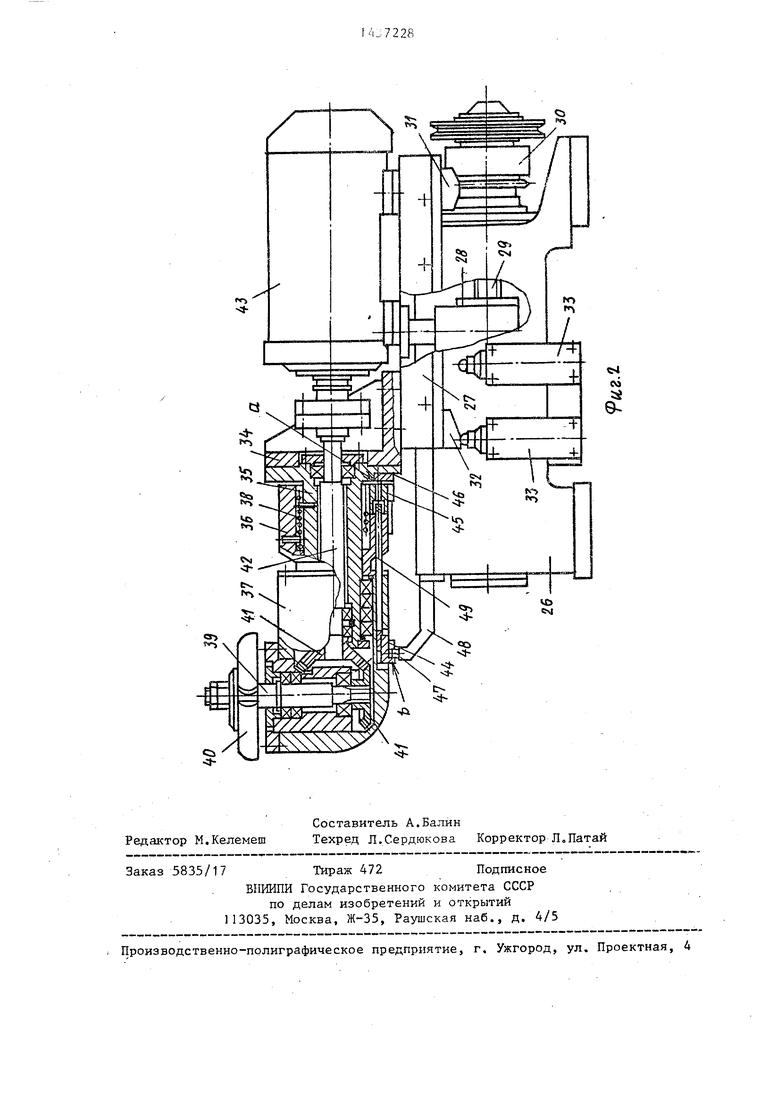
На фиг, 1 изображен станок для обработки внутренней поверхности остова бочки, общий вид на фиг. 2 - , механизм резания.
Станок для обработки внутренней :поверхности остова бочки включает в I себя станину 1, на продольных направ- :ляющих которой установлены каретки 2
(левая и правая). Перемещение каре- ток 2 во взаимно противоположных направлениях осур(ествляется от электро-- двигателя 3 через клиноременную передачу 4, фрикщюнную гyфтy предельного момента 5 и ходовой винт,6 с правой и левой резьбой. Гайки 7, связанные с каретками 2, перемещаясь одна по ле вой, а другая по правой резьбе ходового винта 6, сводят каретки .2 при зажиме остова бочки 8 и разводят их при выгрузке остова.
Сборочные единицы, механизмы и детали, установленные на каретках 2, идентичны и имеют одинаковое казна- учение.
В корпусах кареток 2 установле1Йз1 большие зубчатые колеса 9 механизма .
зажима остова бочки, к которым крепятся зажимные кольца 10. Привод вращения остова бочки 8 осуществляется от электродвигателя 11 через клиноременную передачу 12, редуктор 13, вал привода 14 и шестерни 15, возможность перемещения совместнб с каретками 2 по валу привода 14 с направляющими шпонками (не показанъ)
Яа каретках 2 установлены салазки 16, на каждой из которых закреплены механизм 17 резания, со стружкосборни ком (не показан) и роликовьй упор 18, Продольная ось каждых салазок составляет с осью станка некоторый угол, которьй подбирается так, чтобы направление продольной подачи механизма 17 резания было параллельно хорде, соединяющей точки головного и пукового сечения остова бочки 8, установленной на станок и закрепленной механизмом зажима, В примере исполнения станка для обработки 50-литровых бочек этот угол составляет 7 ,
Привод движения.салазок 16 на ра- ,бочем ходу включает в себя электродвигатель 19, клиноременную передачу20, редуктор 21 и цепную передачу 22. Привод ускоренного обратного хода салазок 16 состоит из электродвигателя 23, клиноремен ной передачи 24 и ленточного электромагнитного тормоза 25. Салазки 16 размещены на станине 26, по направляющим которой перемещается основание салазок 27, кинематически связанное с приводами винтовой парой, состоящей из гайки 28 и ходового винта 29 с муфтой 30 свободного хода, Упоры 31 и 32, з с- тановленные на основании салазок 27,
1
воздействуют на путевые выключатели 33, установленные на станине 26. (Vr путевых выключателей 33 в элек 1 с ичег кую схеьту управления передаются команды на включе1ше и выключение электродвигателей 19 и 23 приводов и электромагнита ленточного тормоза 25 в необходимой последовательности.
Механизм 17 резания установлен на кронштейне 34, жестко закрепленном на основании салазок 27, и выполнен в виде полой штанги 35, которую охватывает гильза 36, жестко соединенная с корпусом шпинделя 37. Полая штанга 35 и гильза 36 подпружинены пружиной 38 кручения, которая своими зацепами связана со штангой 35 и гильзой 36 так, что они имеют возможность поворачиваться одна относительно другой. В корпусе птинде- ля 37 перпендикулярно продольной оси станка размещен птиндель 39 с фрезой АО, который связан конической зубчатой передачей 41 с валом 42, проходящим внутри полой штанги 35 и приводимым электродвигателем 43. На наружной поверхности гильзы 36 и корпуса шпинделя 37 закреплены фигурные кулачки 44 и 45, а на фланце полой штанги 35 - плоский упор 46 с пазами. Роликовый упор 18 состоит из ролика 47 и кронштейна 48. В теле гильзы 36 и корпуса 37 размещен фиксатор в виде подпружиненного стержня 49 с торцом а и боковым выступом Ь.
Станок работает следующим образом.
Скрепленный технологическими кольцами и пуковыми обручами остов бочки В устанавливается на станину 1 между каретками 2, Включается электродвигатель 3 и каретки 2 сближаются, производят зажим остова бочки 8 в .зажимных кольцах 10. По достижении заданного усилия зажима кинематическая цепь привода зажима автоматически отключается фрикционной муфтой 5 и после визуальной проверки правильности положения остова 8 установка вводится в циклический режим работы включением привода зажимньвс колец 10, продольной подачи салазок 16 и вращения фрезы 40.
В исходном положении каждого механизма 17 резания корпус шпинделя 37 занимает такое положение, при котором ось шпинделя 39, например
/1 Н
,-inf.Hi-;4 сг. . обротботки 50- литрокых Гч)чек, составляет с ги-рти- ка.пью угол 12 и нлклонена в сторону.
Ь
ирот11по1И1.чожную обрабатываемой поверхности. 1то обеспечивает беспре- пятствеиньпч проход фрезы 40 через головное внутрь остова бочки 8, что достигается прижимом фнг урно- 0 го кулачка 44 к ролику 47 роликового упора 18 под воздействием усилия статически нагруткснной пружины 38 кручения.
Б началг.ньп т период рабочего цикла 5 на участке про. тольной подачи длиной 5 мм от исходного положеггия за счет взаимодействия ролика 47 и фиг-чфного кулачка 44 осуществляется плавньпЧ поворот корпуса 1 1пи Ц1еля 37 вокруг 0 оси механизма 17 резания в сторону обрабатываемой поверхности до соприкосновения фрезы 40 с внутренней поверхностью остова бочки 8. При этом взаимодействие фрезы 40 с пластями 5 остова бочки 8 происходит с заданным усилием в пределах, определяемых динамикой процесса резания древесины и обеспечиваемых усилием статически нагруженной пружины 38 кручения. 0 При последующей продольной подаче ме--. ханизма 17 резания пружина 38 круче- НИН обеспечивает постоянный контакт фрезы 40 с обрабатываемой внутренней поверхностью остова бочки 8.
При достижении фрезой 40 зоны пу- кового сечения .остова бочки 8 (в конце продольной подачи на рабочем ходу механизма 17 резания) ролик 47 роликового упора 18 вступает в кон- 0 такт с фигурным кулачком 45. При их взаимном силовом воздействии за счет продольного перемещения механизма 17 реза1шя осуществляется поворот гильзы 36 и корпуса шпинделя f. 37 вокруг оси механизма 17 резания таким образом, что фреза 40 отводится от пластей остова бочки 8, Этот поворот корпуса шпинделя 37 и отведение фрезы 40 продолжаются на участке продольной подачи длиной 8 мм, а по углу - до положения, при котором подпружиненньй стержень 49 фиксатора своим торцом а попадает в паз плоского упора 46. Происходит фиксация корпуса шпинделя 37 относительно полой штанги 35. Одновременно упор 31 воздействует на один из путевых выключателей 33, который подает ко- манду на выключение электродвигателя
R
0
5
19 привода 1тродольной подачи основания салазок 27 и электродвигателя 43 привода шпинделя 39, а также включение электродвигателя 23 привода ускоренного обратного хода основания салазок 17 и включение приводов продольной подачи салазок 16 и вращения шпинделя 39 фрезы АО другой каретки 2 i-
i В конце ускоренного обратного .Ьсода . салазок 16 происходит контакт и.силовое взаимодействие ролика 47 с |боковым выступом Ь подпружиненного ;Стержня 49 фиксатора, в результате kero торец а выходит из паза плоско- |го упора 46, гильза 36 с корпусом |шпинделя 37 под воздействием пружины |38 кручения поворачиваются, а ось Шпинделя 39 занимает исходное поло- |жение. Любому другому положению шпин |деля . 39 препятствует контакт между роликом 47 и фигурным кулачком 44, возникающий после расстопорения KQP lyca шпинделя 37 под воздействием Пружины 38 кручения. Одновременно fynop 32 воздействует на второй путевой выключатель 33, которьм подает Команду на выключение электродвига- теля 23 привода ускоренного обратного хода салазок 16 и включение электромагнита ленточного тормоза 25 для останова вращения ротора электродви- гателя 23, Рабочий цикл одного из ме ханизмов резания завершен.
С момента включения электродвигателя 23 привода ускоренного обратно- 1го хода салазок 16 и одновременноГ о с ним включения приводов продольной подачи салазок 16 и вращения шпинделя 39 другого механизма резания начинается рабочий цикл последнего, ,
372286
который проход.ит аналогично описанному. По окончании рабочего цикла второго механизма резания обработка g внутренней поверхности остова бочки В завершается. После снятия остова бочки 8 со станины 1 установка готова к обработке следуюп его остова бочки, выполняемой в том же порядке. 10
Формула изобретения
Станок для обработки внутренней поверхности остова бочки, включающий
15 станину с продольными направляющими, на которых смонтированы каретки, каж- ),ая из которых несет механизм зажима остова бочки и механизм резания,который имеет корпус шпинделя и привод вра20 щения, приводы и систему управления, отличающийся тем, что, с целью расширения функциональных возможностей станка, каждая каретка снабжена роликовьц. упором, а
25 механизм резания смонтирован на каретке посредством салазок, которые установлены под углом к продольной оси станка, при этом механизм резания вьшолнен в виде полой штанги с крон30 штейном и гильзы, которая охватывает полую штангу и жестко соединена с корпусом шпинделя, причем последний расположен в корпусе перпендикулярно продольной оси станка, а полая штанга
3g и гильза подпружинены одна относительно другой посредством пружины кручения, корпус шпинделя и гильза снабжены подпружиненным стержнем с выступом со стороны роликового упора
40 и фигурными кулачками, при этом полая штанга имеет пазы для подпружиненного стержня.
tt4 M
:i
«b
| 0 |
|
SU327050A1 | |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ОСТОВА БОЧКИ | 0 |
|
SU335095A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
