Известны копировально-фрезерные станки для обработки радиально-осевых колес с лопатками объемной кривизны цилиндрической фрезой, обеспечивающие в процессе фрезерования три поступательных и два поворотных движения фрезы и детали относительно друг друга. Станки снабжены верхними и нижними салазками для осуществления двух взаимно перпендикулярных движений детали, устройством для вертикального перемещения фрезерной головки, делительным устройством, несущим заготовку, и устройствами для выполнения двух поворотных движений заготовки. Однако на известных станках нельзя обрабатывать лопатки строчным способом, так как ось фрезы не совпадает ни с одним направлением поступательного движения детали, а угол между осями двух поворотных движений заготовки относительно фрезы не может быть изменен, что ведет к увеличению пути перемещения рабочих органов. Схемы станков сложны.
Цель изобретения - расширение технологических возможностей станка. Для этого делительный диск предлагаемого станка укреплен на поворотном столе, установленном на вертлюге, имеющем возможность поворота вокруг оси, перпендикулярной оси поворотного стола и оси фрезы, а ось фрезы параллельна
направлению одного из поступательных движений стола.
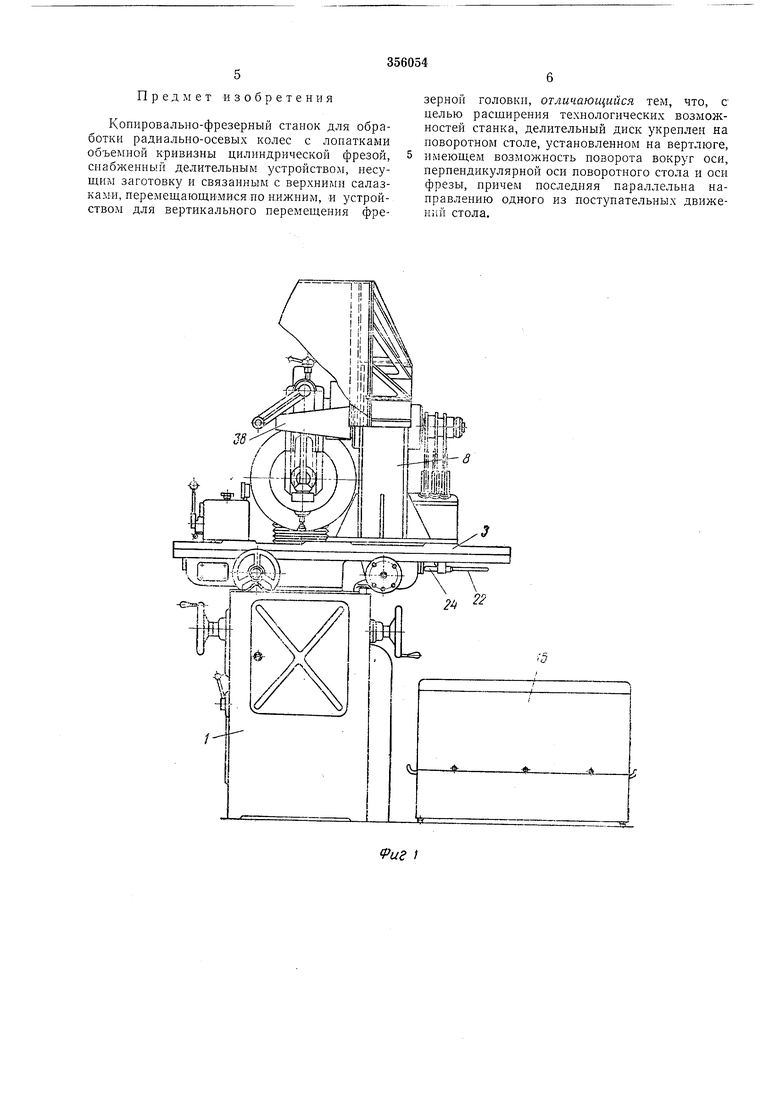
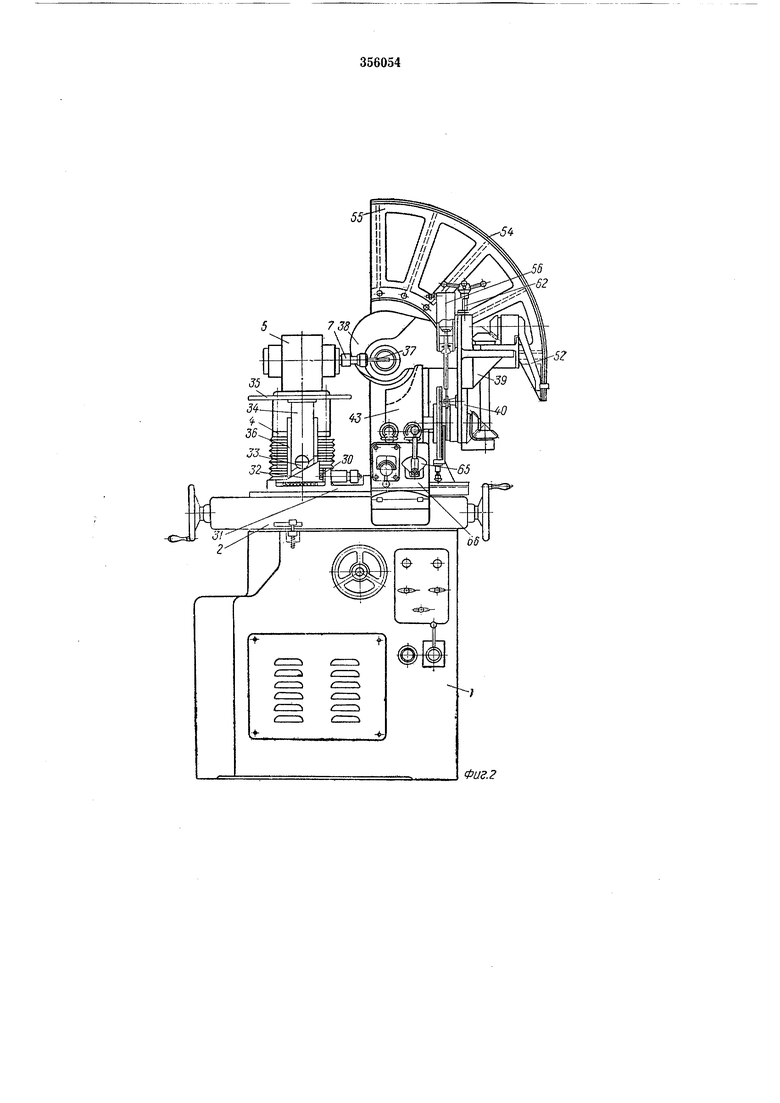
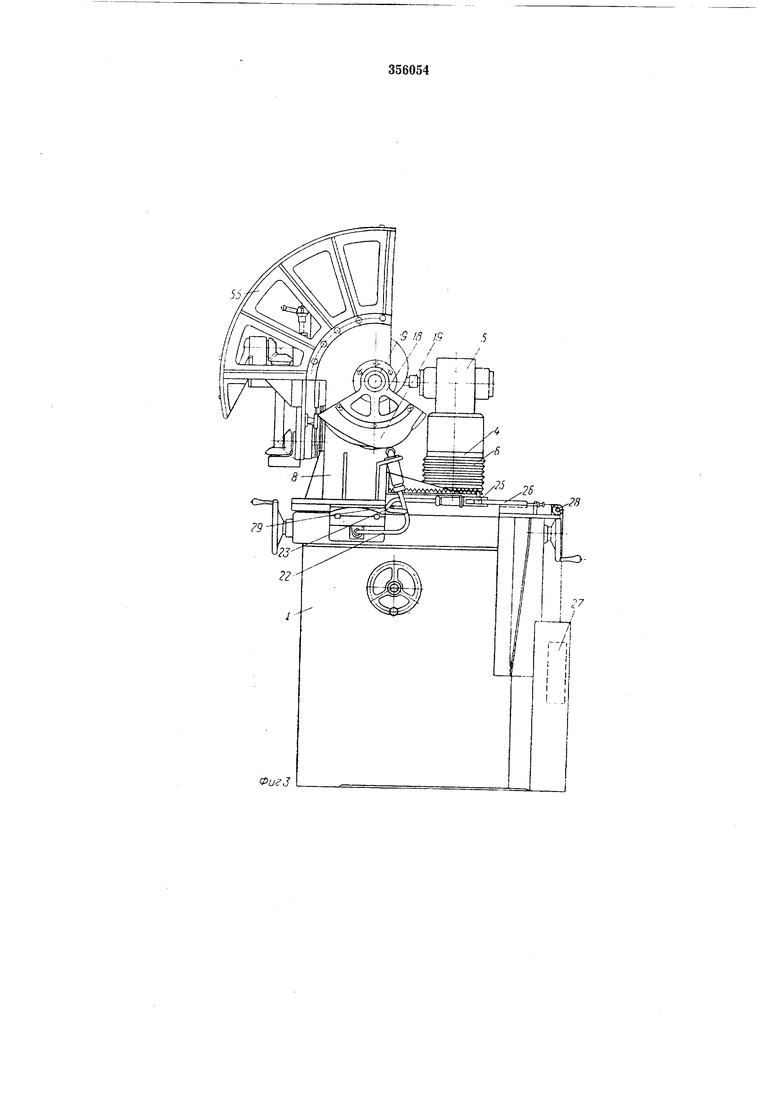
На фиг. 1 изображен описываемый станок, вид спереди; на фиг. 2 - то же, вид слева; на фиг. 3 - то же, ВИД справа; на фиг. 4-вертлюг в сборе; на фиг. 5-7 - гидропривод; на фиг. 8 - упор
На станине / установлены нижние 2 и верхние 3 салазки. Между направляющими ниж0них салазок в отверстии горловины помещена гильза с колонкой 4, несущей фрезерную головку 5. Гильза и колонка укрыты защитным чехлом 5.Колонка может перемещаться в вертикальном .направлении. В .корпусе головки 5 расположен шпиндель 7.
На верхних салазках установлен корпус 8 гидропривода. В корпусе на валу 9 насажен зубчатый сектор 10, находящийся в зацеплении со шток-рейкой 1L Для разворота вала предусмотрен гидропривод, состоящий из качающегося в цапфах 12 цилиндра 13 и поршня 14, помещенного на конце шток-рейки //. Масло под давлением подводится к цилиндру от насосной станции 15. Вал Я закрепленный 5 в подшипниках 16 и 17, имеет обойму 18 с тремя копирами 19 и передает движение обрабатываемой заготовке, салазкам и колонке 4 с головкой 5.
ных механизмов 22 и 23, штоки 24 и ролики 25 перемещает верхние салазки, а ролик 25 механизма 23, упираясь в пластину 26, перемещает нижние салазки. Усилие перемещения верхних и нижних салазок определяется весом прижимающего груза 27, подвешиваемого на роликах 28 и 29 к неподвижной станине /.
Перемещение колонки вверх осуществляется также с помощью шарикового передаточного механизма, кон1цевой толкатель 30 которого, помещенный на кронштейне 31, жестко закрепленном па верхних салазках, перемещает клин 32. В последний упирается ролик 33, установленный па конце стержня 34, упирающегося в плиту 35, укрепленную па колонке 4, Стержень 34 расположен в направляющей втулке 36, размещенной на кронштейне 31 и внизу имеющей прорезь для клина. Движение колонки вниз происходит за счет ее собственной силы тяжести.
Поворотное движение заготовки вокруг оси вала 9, перпендикулярной к оси вращения фрезы 37, возможно благодаря тому, что установленный на валу 9 вертлюг 38 несет на себе поворотный стол 39 с суппортом 40, на котором смонтирована планшайба 41 с осью 42 для крепления заготовки 43. Планшайба может вращаться вокруг собственной оси. Это дает возможность разворачивать заготовку на требуемый угол при переходе к обработке следующей лопатки, что возможно благодаря наличию делительного диска 44, укрепленного на планшайбе 41 фиксатора 45 и гайки 46, и разворачивать лопатку в процессе обработки профиля.
В процессе фрезерования профиля заготовку необходимо разворачивать вокруг оси. Это достигается в результате крепления плапшайбы 41 гайкой 46 к валу 47, который через коническую пару 48, щлицевой вал 49, коническую пару 50, вал 51 с помощью рычага 52, ролика 53 и цилиндрического копира 54, установленного на раме 55, разворачивается на требуемый угол. Прижим ролика 53 к копиру 54 и выбор люфтов в кинематической цепочке 47-48, 49-50-51-52 осуществляется гидроцилиндром 56, поршень 57 которого через щток 58 и трос 5 соединен с валом 47.
Для установки при наладке станка заданного угла между осями вертлюга и заготовки стол 39 посредством щестерни 60 и сектора 61 имеет возможность разворачиваться вокруг оси вала 49. Пзменение расстояния междускрещивающимися осями вращения заготовки и вертлюга, определяемого геометрией обрабатываемых .колес, достигается благодаря тому, что суппорт 40 подвижно соединяется со столом 39. Необходимый размер устанавливается ходовым винтом 62.
При переходе от спинки к корытцу лопатки или наоборот необходимо проводить коррекцию положения заготовки относительно диска 44 с кольцом 63. Коррекция выполняется ходовым винтом 64, который разворачивает па требуемый угол планшайбу 4,1 с заготовкой относительно кольца 63, причем фиксация их взаимного положения выполняется винтами.
Реверс гидроцилиндра 13 обеспечивается
переключением трехходового крана 65. Скорость разворота вертлюга регулируется дросселем, что дает возможность измепять режимы фрезерования. Дроссель и кран 65 установлены на пульте 66.
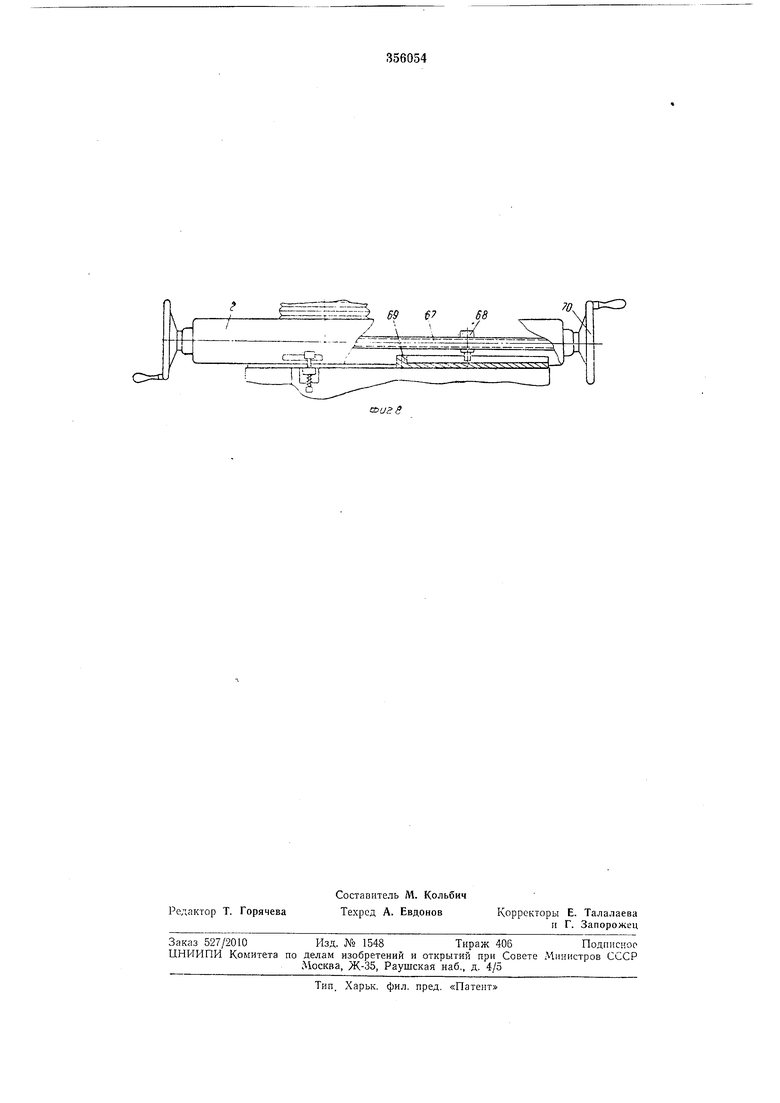
Для выполнения обработки строчным способом предусмотрено регулирование величины врезания фрезы в заготовку. Для этой цели служит ходовой винт 67. На последнем помещена гайка 68, хвостовик которой утоплен в
атаз упора 69. Упор 69 ограничивает перемещение гайки 68 вместе с винтом 67 и нижними салазками 2 справа налево, т. е. па фрезу. Величина врезания фрезы в заготовку определяется положением гайки на винте, которое изменяют вращением маховичка.
Работает станок следующим образом.
При настройке все элементы станка устанавливают в исходное положение. Ось заготовки 43 помещается в вертикальной плоскости, пepпeндиiкyляpнoй оси фрезы. Ис.хадному положению соответствуют определенные положения копиров (трех плоских 19 и одного цилиндрического 54), в которых они и закрепляются.
Вращением шестерни 60 поворачивают стол 39 в положение, соответствующее заданному углу между осями двух поворотных движений вертлюга и заготовки. Вращением маховичка 70 гайку 68 устанавливают в положение, соот1ветст,вующее заданной величине врезания фрезы в заготовку. Кран 66 из нейтрального |аоложенпя поворачивают на -подачу масла от
станции 15 в верхнюю полость цилиндра 13 гидропривода. При этом нижняя полость гидроцилиндра соединяется со сливом. Поршень 14 перемещается вниз, щток-рейка 11 поворачивает сектор 10, а вместе с ни.м Бал 9 и вертлюг со столом 39, суппортом 40 и поворотноделительным механизмом, несущим заготовку 43 обрабатываемой детали. При этом ролик 53, следуя профилю копира 54, поворачиваег рычаг 52, от которого через конические пары
50 и 48 и вал 49 вращение передается заготовке колеса 43.
Одновременно с вертлюгом вращаются три копира 19, консольно размещенные на другом конце вала 9 и сообщающие движение салазкам, а также колонке 4 с помощью шариковых передаточных механизмов.
По окончании рабочего хода поворотом трехходового крана включают холостой ход, в
результате которого заготовка переводится в исходное положение. Вращением маховичка 70 изменяют величину врезания фрезы в заготовку и повторяют рабочий ход до достижения заданной величины врезания фрезы в заготовку, соответствующей полной высоте лоПредмет изобретения
Копировально-фрезерный стаиок для обработки радиально-осевых колес с лопатками объемной кривизны цилиндрической фрезой, снабженный делительным устройством, несущим заготовку и связанным с верхними салазками, неремещающнмися по нижним, и устройством для вертикального перемещения фрезерной головки, отличающийся тем, что, с целью расщирения технологических возможностей станка, делительный диск укреплен на поворотном столе, установленном на вертлюге, имеющем возможность поворота вокруг оси, перпендикулярной оси новоротного стола и оси фрезы, причем последняя параллельна направлению одного из поступательных движений стола.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОПИРОВАЛЬНО-ФРЕЗЕРНЬ^Й СТАНОК | 1968 |
|
SU217893A1 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| СТРОГАЛЬНЫЙ СТАНОК | 1972 |
|
SU349498A1 |
| ЗУБОФРЕЗЕРНЬШ СТАНОК | 1968 |
|
SU220725A1 |
| Фрезерный станок | 1977 |
|
SU666006A1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Способ профильного фрезерования брусковых заготовок и устройство для его осуществления | 1990 |
|
SU1794013A3 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| Копировальный станок для одновременной обработки спинки и корыта лопатки | 1959 |
|
SU124332A1 |

-54
Фид.2
ФигЗ
