Описываемая машина для изготовления пустотелых железобетонных изделий формованием отличается от аналогичных устройств, включающих в себя вибросердечники, монтированные на перемещающейся в направлении продольной оси изделия тележке, тем, что для нредохранения изделий от повреждений и уменьшения сил трения при извлечении из свежеотформованных изделий образующих пустоты сердечников (вкладышей), последние выполнены конусообразными и закреплены на каретке консольно, а отрыв их от бетона осуществляется плавно за счет применения соединенного с сердечниками ползуна.
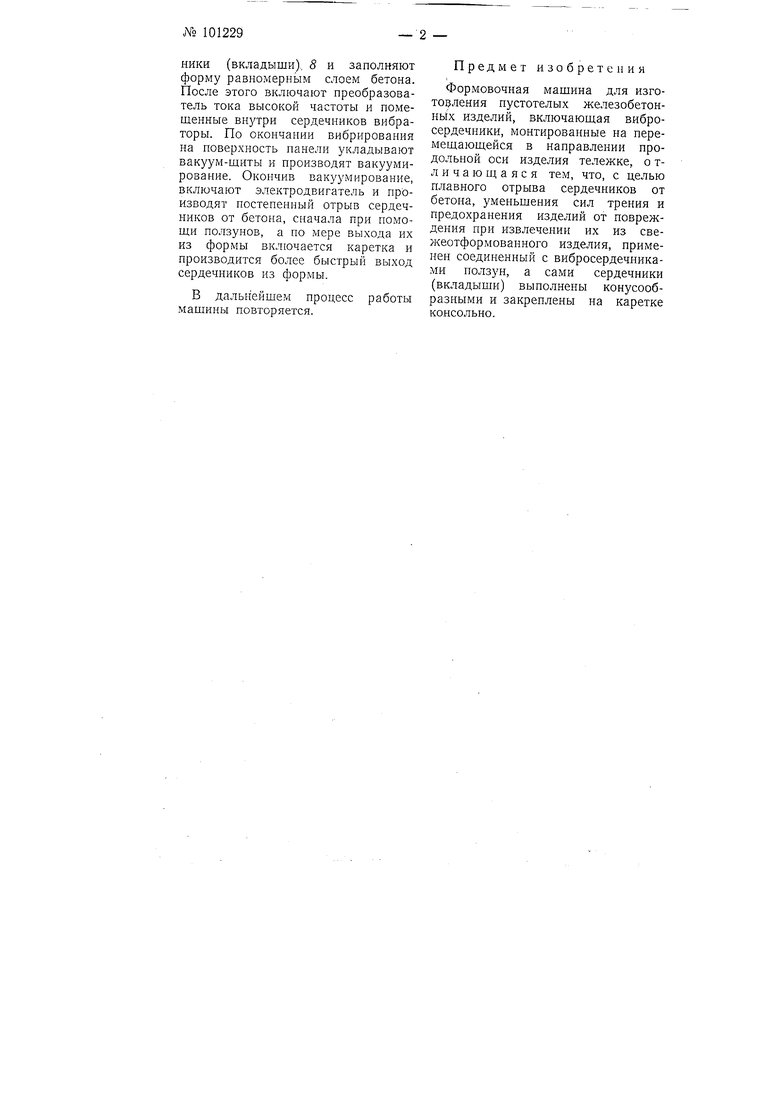
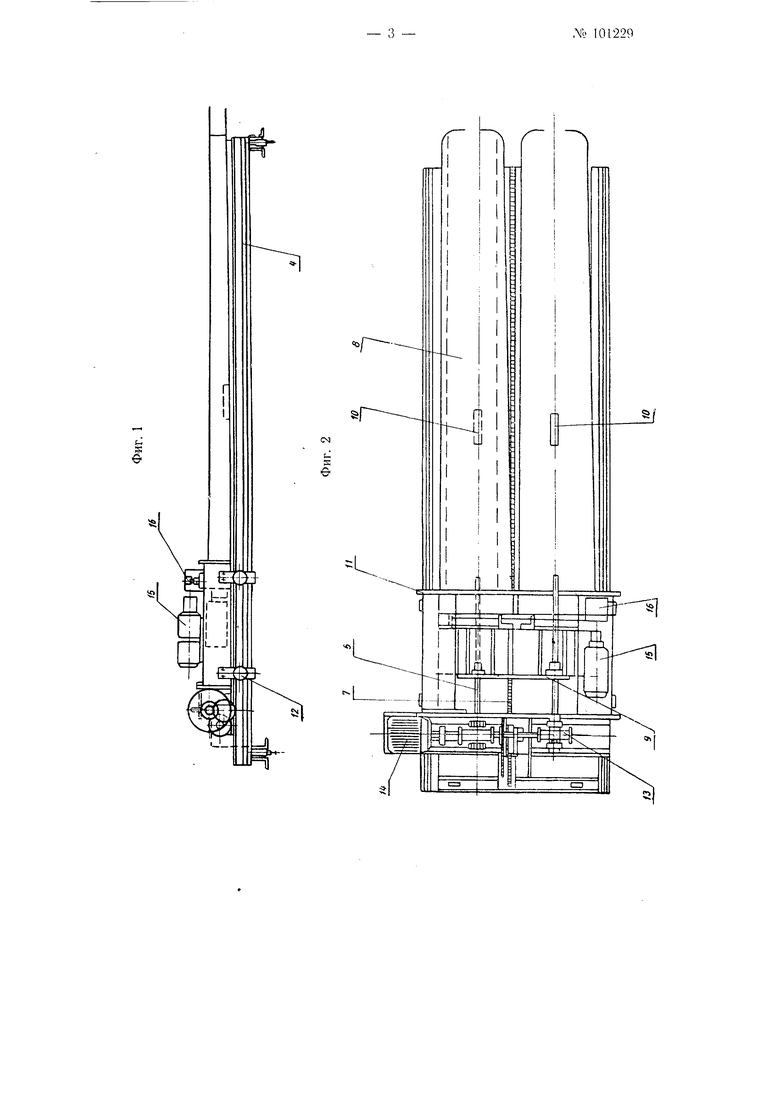
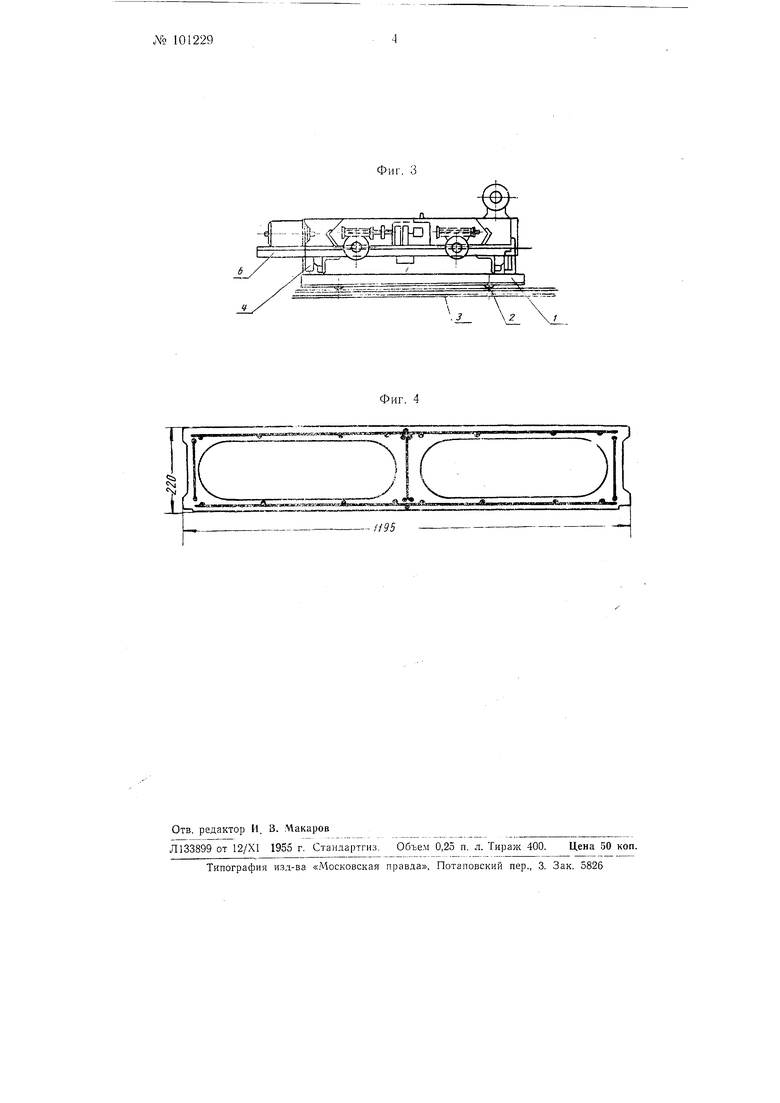
На фиг. 1 изображен вид формовочной машины сбоку; на фиг. 2 - ее вид в плане; на фиг. 3 - ее вид с торца; на фиг. 4 - сечение двухпустотной железобетонной плиты, изготовленной машиной.
Машина состоит из тележки /, выполненной в виде сварной рамы, опирающейся на четыре двухребордных колеса 2. Для возможности передвижения тележки вдоль фронта работ проложены рельсы 3. На тележке 1 установлена направляющая рама 4, на которой закреплена зубчатая рейка 5, слулчашая для передвижения
каретки 6. Ползун 7 выполнен в виде винта и служит для плавного отрыва сердечников (вкладышей) 8 от бетона. Ползун 7 соединен с направляющей (рамкой) 9 машины. Сердечники 8 выполнены сменными и представляют собой жесткий металлический каркас конусообразной формы с диафрагмой внутри. Каркас обтягивается листовой сталью со шлифованной наружной поверхностью. Сердечники 8 закреплены на раме каретки консольно.
Внутри сердечников (вкладышей) к их каркасам жестко прикреплены вибраторы 10. Передняя направляющая (рамка) 9 сердечников и плита // имеют профилированные вырезы.
Для передвижения каретки 6 по направляющей раме 4 применены ролики 12. Ползун 7 соединен с червячным редуктором 13 и приводится во вращательное движение от электродвигателя 14. На каретке 6 установлен преобразователь тока высокой частоты 15 и пульт 16 управления работой мащины.
Работа машины заключается в следующем.
В подготовленную для бетонирования панелей вводя.т сердечНИКИ (вкладыши), 8 и заполняют форму равномерном слоем бетона. После этого вклЕОчают преобразователь тока высокой частоты и помещенные внутри сердечников вибраторы. По окончании вибрирования на поверхность панели укладывают вакуум-шиты и производят вакуумирование. Окончив вакуумирование, включают электродвигатель и производят постепенный отрыв сердечников от бетона, сначала при помощи ползунов, а по мере выхода их из формы включается каретка и производится более быстрый выход сердечников из формы.
В дальнейщем процесс работы машины повторяется.
Предмет изобретения
Формовочная машина для изготоцления пустотелых железобетонных изделий, включающая вибросердечники, монтированные на перемещающейся в направлении продольной оси изделия тележке, о тличающаяся тем, что, с целью плавного отрыва сердечников от бетона, уменьшения сил трения и предохранения изделий от повреждения при извлечении их из свежеотформованного изделия, применен соединенный с вибросердечниками ползун, а сами сердечники (вкладыши) выполнены конусообразными и закреплены на каретке консольно.
i-i s
f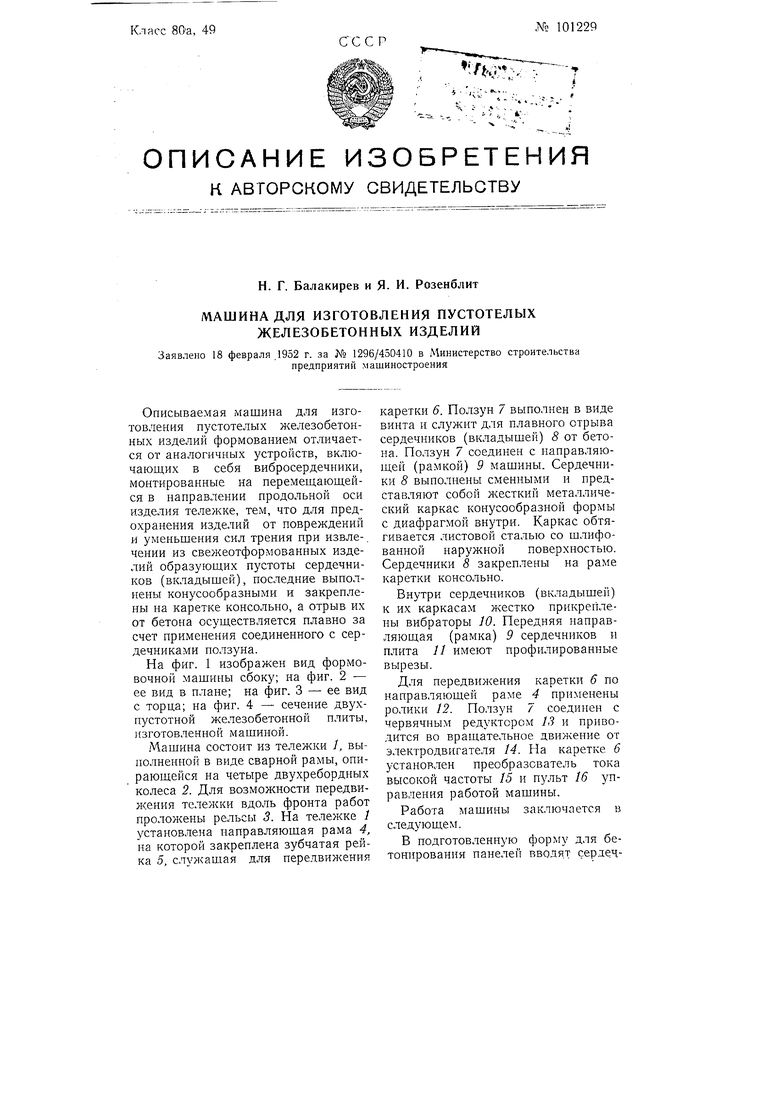
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ | 1970 |
|
SU273697A1 |
| Устройство для изготовления бетонных и железобетонных колец | 1958 |
|
SU118413A1 |
| Установка для изготовления железобетонных труб | 1956 |
|
SU120432A1 |
| Сборный вакуум-вкладыш | 1949 |
|
SU78325A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КОМПЛЕКСНЫХ МОНТАЖНЫХ ПОЛУБЛОКОВ ЗДАНИЙ И СООРУЖЕНИЙ | 1969 |
|
SU251436A1 |
| Машина для укладки рулонных материалов | 1976 |
|
SU660836A1 |
| КОРРОЗИОННО-СТОЙКАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2426642C2 |
| Установка для изготовления коробчатых железобетонных изделий | 1970 |
|
SU470397A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
K1
