Известны установки для изготовления железобетонных труб, выполненные в виде вертикальной металлической формы и протягиваемого внутри нее нри загрузке бетонной смеси вибросердечника для образования внутренней полости трубы.
Настоящее изобретение относится к такому же типу установок и имеет цель повысить степень уплотнения бетона с получением равномерной толщины стенок труб. Достигается это тем, что в устройстве применен вибросердечник, имеющий по длине размер, больший линейного размера изготавливаемой трубы. Этот вибросердечник протягивается через жестко закрепленную в вертикальном положении форму и выполнен сборным из виброголовки и невибрирующего стержня.
Для изоляции стержня от вибрации головки подвеска сердечника осуществлена через стакан с вырезами, жестко связанный со стержнем и крюком, но не связанный с вибрирующими частями.
Вертикальное направление движения вибросердечника обеспечивается тем, что в нижней части установки устроены направляющие, выполненные S виде подщипников.
Для расположения и закрепления формы в вертикальном положении применены центрирующие и закрепляющие устройства, выполненные в виде центрирующего гнезда конусообразной формы в нижней части и клещевого захвата в верхней части установки.
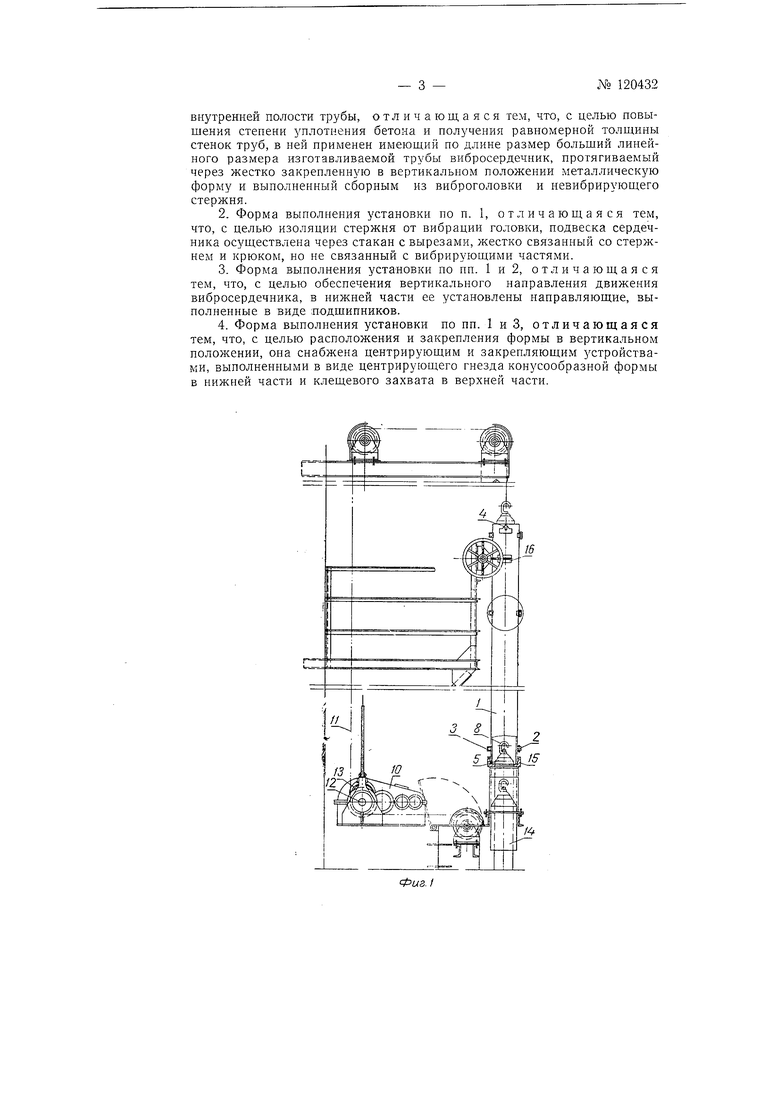
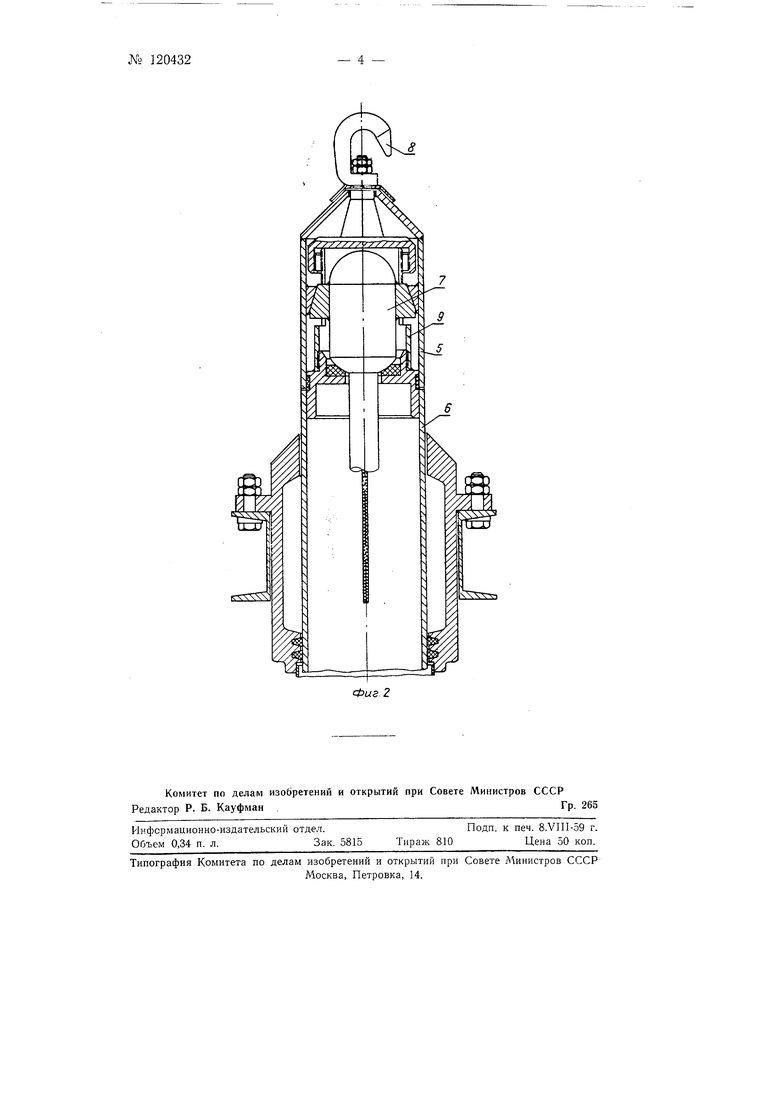
На фиг. 1 показан общий вид установки; на фиг. 2 - головка вибросердечника, вид в разрезе.
Форма / изготавливается из двух половин стальной цельнотянутой трубы, разрезаемой вдоль. Внутренний диаметр формы равен наружному диаметру железобетонной трубы. Половинки трубы соединены щарнирами 2 и запорным устройством 3. В нижней части форма имеет дно с отверстием, равным диаметру сердечника.
№ 120432- 2 -
В верхней части к форме приварены крюки 4 для нодъема и транспортировки ее в вертикальном положении.
Вибросердечник представляет собой стальную трубу с наружным диаметром, равным внутреннему диаметру изготавливаемой железобетонной трубы. Вибросердечник имеет по длине размер, больший линейного размера изготовляемой трубы. Выполнен вибросердечник сборным из виброголовки 5 и невибрируюндего стержня 6, соединенных эластично.
Виброголовка состоит из цилиндра с диаметром, равным диаметру невибрирующего стержня, с жестко укрепленным в нем вибратором 7. Крепление виброголовки к стержню производится таким образом, чтобы вибрации от головки не передавались на стержень и не гасились его массой. Достигается это тем, что силовая связь крюка 8 для подвески стержня осуществляется, минуя вибрирующие части головки, для чего внутри головки находится стакан 9 с вырезами, жестко связанный со стержнем и крюком, но не связанный с вибрирующими частям1И (с наружным рабочим цилиндром и вибратором).
Привод в установке состоит из трехступенчатого цилиндрического редуктора 10 и двух барабанов (на чертеже не показаны) для намотки каната 11, причем один из барабанов закреплен щпонкой на валу 12, а другой посажен на нем свободно и может быть включен посредством муфты 13, сидящей на том же валу. Вал связан с редуктором. С целью обеспечения широкой регулировки скорости движения вибросердечника, а также ввиду необходимости движения при обратном ходе вибросердечника с больщей скоростью, чем при рабочем ходе, в качестве электродвигателя применяется двигатель постоянного тока. Привод реверсивный, навивка каната на барабаны однослойная.
Для фиксации направления движения сердечника в нижней части установки в корпусе М двухрядно установлены подшипники. На нижнем подщипнике имеется набивка со смазочным веществом, необходимая для смазки невибрирующего стержня, во избежание налипания на него бетона, а на верхнем подшипнике устанавливается нож для очистки невибрирующего стержня при обратном ходе.
Для установки форм в строго вертикальном положении и совпадения оси вибросердечника и оси формы в нижней части установки применено центрирующее гнездо 15, имеющее конусообразную форму, а в верхней части монтирован клещевой захват 16.
Процесс изготовления железобетонных труб заключается в следующем.
Кран-балкой подается к вертикально стоящей форме армокаркас и заводится в форму, после чего форма закрывается и той же кран-балкой переносится к рабочему месту для формовки. Форма устанавливается в центрирующее гнездо 15 и закрепляется на верху клещевым захватом 16. Затем через форму опускается вниз канат с петлей от привода, петля накидывается на крюк вибросердечника и включается вибратор и привод его. Как только виброголовка закроет отверстие, в дне формы начинается подача бетона. По окончании рабочего хода привод реверсируется и переключается на большую скорость, а вибратор отключается. Вибросердечник опускается в нижнее исходное положение. Петля снимается с крюка и приводом поднимается наверх. Далее форма с помощью кран-балки подается на место пропаривания.
Предмет изобретения
1. Установка для изготовления железобетонных труб, выполненная в виде вертикальной металлической формы и протягиваемого внутри нее при загрузке бетонной смеси вибросердечника для образования
внутренней полости трубы, отличающаяся тем, что, с целью повышения степени уплотнения бетона и получения равномерной т лщинь1 стенок труб, в ней применен имеюш;ий по длине размер больший линейного размера изготавливаемой трубы вибросердечник, протягиваемый через жестко закрепленную в вертикальном положении металлическую форму и выполненный сборным из виброголовки и невибрирующего стержня.
2.Форма выполнения установки но н. 1, отличаюш аяся тем, что, с целью изоляции стержня от вибрации головки, подвеска сердечника осундествлена через стакан с вырезами, жестко связанный со стержнем н крюком, но не связанный с вибрирующими частями.
3.Форма выполнения установки по ни. 1 и 2, отличающаяся тем, что, с целью обеспечения вертикального направления движения вибросердечника, в нижней части ее установлены направляющие, выполненные в виде подшипников.
4.Форма выполнения установки но пп. 1 иЗ, отличающаяся тем, что, с целью расположения и закрепления формы в вертикальном положении, она снабжена центрирующим и закрепляющим устройствами, выполненными в виде центрирующего гнезда конусообразной формы в нижней части и клещевого захвата в верхней части.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления легкобетонных теплоизоляционных скорлуп | 1960 |
|
SU132525A1 |
| Способ формования железобетонных элементов и установка для его осуществления | 1976 |
|
SU692728A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033920C1 |
| Разливочная машина карусельного типа | 1936 |
|
SU56635A1 |
| УСТАНОВКА ДЛЯ ВИБРОФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1973 |
|
SU379388A1 |
| Установка для формования виброгидропрессованных труб | 1976 |
|
SU571383A1 |
| Устройство для изготовления железобетонных высоконапорных труб вибровальцеванием в вертикальных формах с немедленной распалубкой | 1957 |
|
SU111653A1 |
| Способ изготовления раструбных труб из бетонных смесей и устройство для его осуществления | 1987 |
|
SU1502350A1 |
| СПОСОБ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, НАПРИМЕР ТРУБ, И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2111116C1 |
| КОРРОЗИОННО-СТОЙКАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2426642C2 |