Предметом л,5обре1еиия является штамп для формования коробчатых нздсли1( из пластического материа.ча, cocTonuinii из оиорио11 плиты, подnpyjKHiicHEioii матрицы и подпружи ениого пуансона, рзозвратно поступательно nepCMeniaioHierocH по направ.тяюпшм в вертикально п.тоскости.
Пред. ио сравнеи() с извест 1ыми аналогичным ппампалп имеет бо.лее высокую производитель юсть и даст возможиосгь одновременно с формованием наносить pircyHOK на наружную боковую Г оверх к;еть изделия.
()c)6c HioCTb HiTaMria за лючаеТся в том, что выпол 1ена разъeM 10 t и состоит 3 и HJapHUpHO
г1рикрепле П1ЫХ к нему четырех боковых стенок, опускании пуансона уетапавл П1ае п,х в верт п альпое поло ке П1е Г оредетвом роликов, монтиpoiunni)ix горизонтально один над другим на плите.
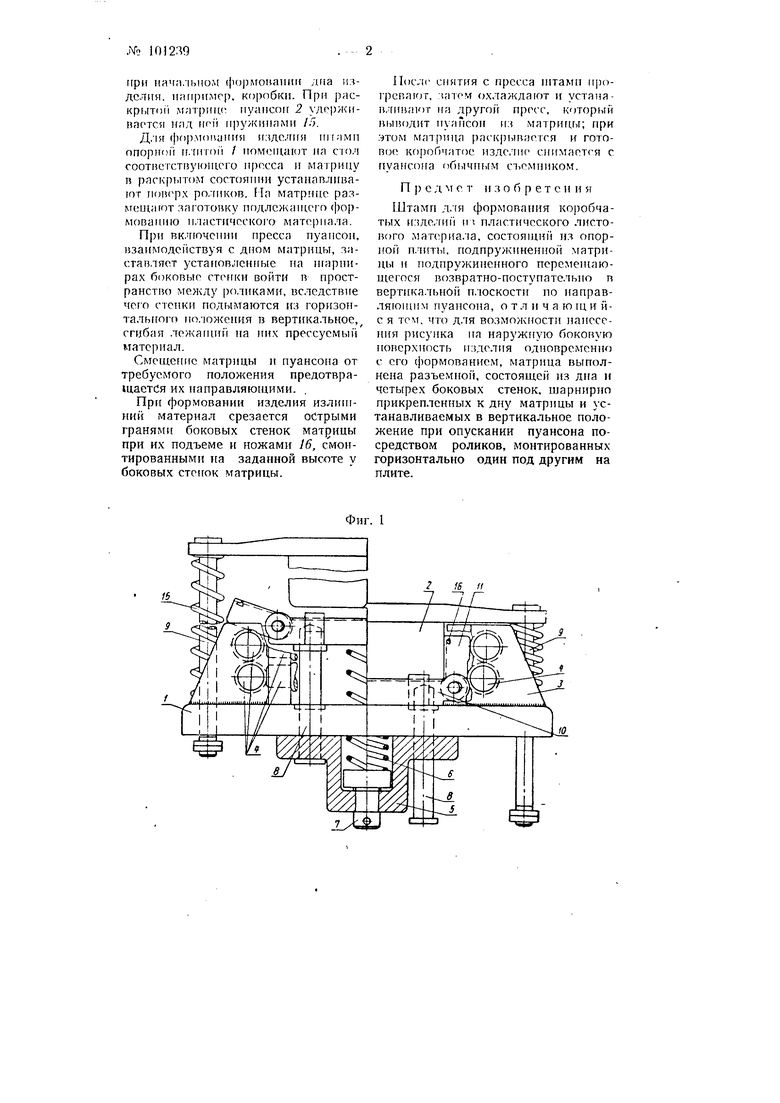
Па фиг. 1 изображен П1тамп.со передне стенкой матрицы, ипд
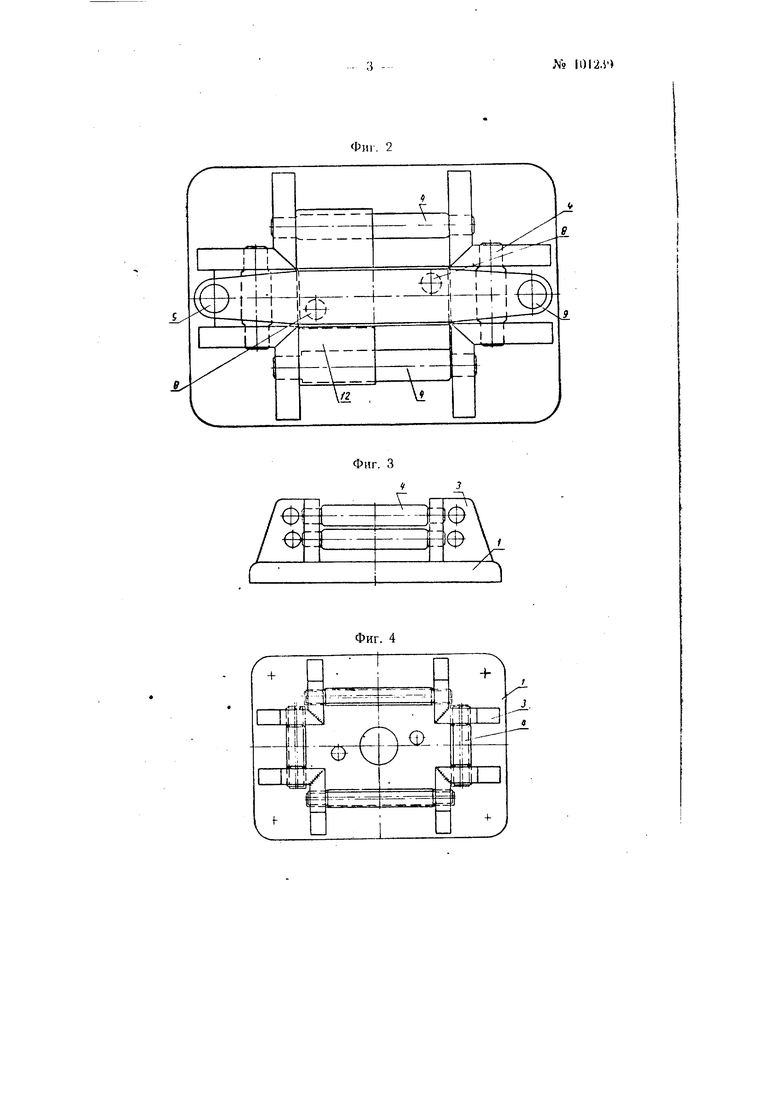
спереди; па . 2штамп и плане;
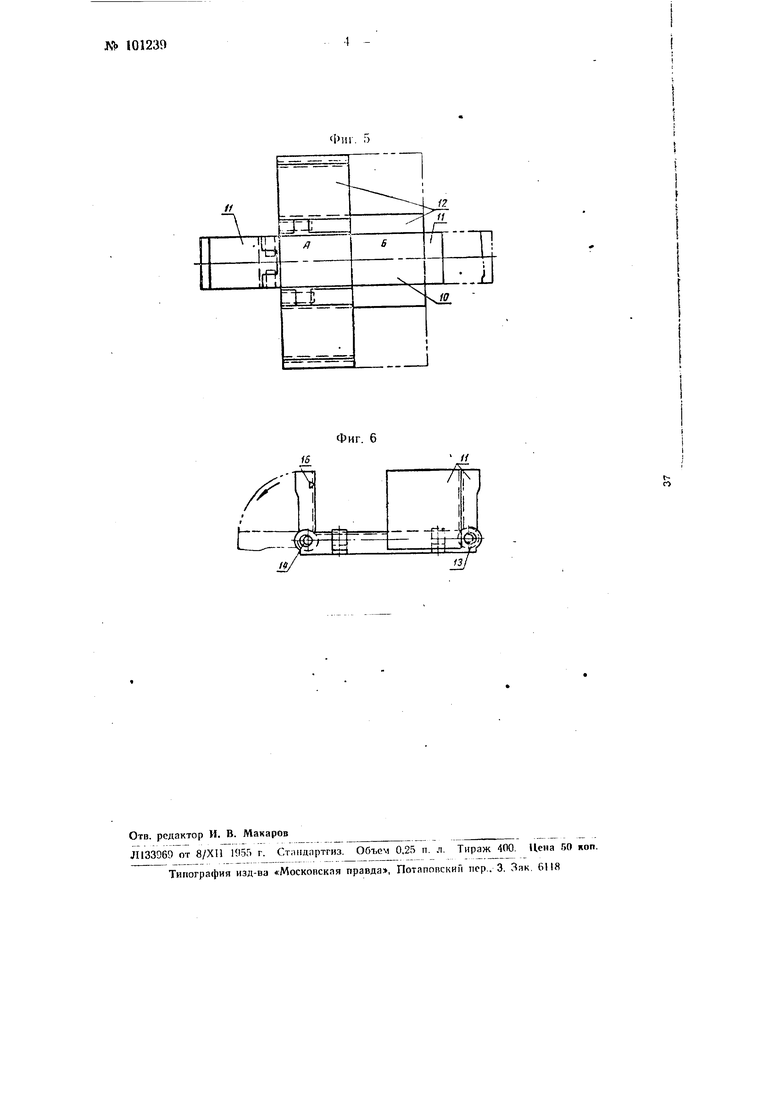
иа (|)И1. 3 - узел опорной п,чнты, вид сбоку; на ф1п 4 - узел опорной п.нсгь ( п. иа (|)П . 5 - в 1.1аи( в открьггом ее положен П1
(А) ) закрытом положении (Б); пг фиг. 6 - матрнца с частично снятой передне степко, вид сбоку.
Штамп имеет следуюш1 е ocHOBin,ie элементы: опорную плиту /, разъемпу о матрицу и пуансон 2.
Опорная плита, служан,ая основанием штампа, снабжена восемью откосами, на которых укреплетп) подшипники 3, песущие 4. Ро.ти.ки расположе}н 1 гор 13онталь 1о над по с каждо сторо И 1
ПЛ(ТЫ.
в нижней части плиты yKpen.-ie держатель 5 амортпзацпонпои пружины 6, натяжение KOTOpoii регулируется В П1том 7. В плите имеюгся отверстия для направляющих Ii матрицы и паправляюших 9 пуансо 1а 2.
Матрица .П1епа paзъe п o и состоит з дна W и четырех )П, парных стенок // н 12, MOF TH|iO iaiiных на шарнирах 13 и 14. пзъ мпая конструкция матрицы дает по можность нанесения рисунка на наружную боковую оверхность 1зделия одновременно с (|н1рмс1 1анием.
npy/Kinia 6. упнрая1, в дно матрицы, стремится .ть ее раскрытом СОСТОЯ1П1П па уровне i( роликов 4 и Я1 ляется амиртн имором
при иичплыюм (jiopMOBaiiiuf дна изделия, например. кг)робк11. При расKpf.iToii млтри1, иуапсогг 2 удсрживаотся кпд Hoii пружинами /5.
Для фо1).(аиия издолия гитами опорипк п/гитоГ / помещают ма стол соотнетстпующего ироеса и матрицу п раскрытом состояиии устанавливают поверх роликов. Ма матрице размеи1а(от заготовку ппдлежаи его формованию пластического матерпала.
При включепии пресса пуапсоп, взаимоде11ствуя с диом матрицы, заставляет уста ов;ген11ые па шариирах боковые стеггки войти в пространство между роликами, вследствие чего сте1и и подымаются из горизоптальиого по.тожеиия в вертикальное, сгибая лежагипп на них прессуемый материал.
Смеще пте матрицы н пуансопа от требуемого положения предотвращается их направляющими.
При формовании изделия изли1пиин материал срезается острыми гранями боковых стенок матрицы при их подъеме и ножами 16, смонтированными на заданной выслте у боковых стенок матрицы.
П()с;п сиятия с пресса штамп п)оГ|1ева1от, затем охлаждают и устаиав.тииают if;i другшт просе, который выводит иуаисон из матриг1г г; при этом матрица раск|и.П1;)ется и готоB(je коробчатое пзде.тие снимается с пуаисопа об1.1ЧП,гм с1 емником.
П р е д м е т и з о б р е т е и и я
Штамп д.чя формова1И1я коробчатых изде.тий и t пластического листового материала, состояихии из опорной плиты, подпружинентюй матрицы и подпружиненного перемеп1ающегося возвратно-поступательно в вертикальной плоскости по направляюишм пуансона, отличающийс я том. что для возможности нанесения рисунка на наружную боковую 1юверхность изделия одновременно с его (|)ормование.м, матрица выполнена разъемной, состоящей из диа и четырех боковых стенок, шарнирно прикрепленных к дну матрицы и устанавливаемых в вертикальное положение при опускании пуансона посредством роликов, монтированных горизонтально один под другим на плите.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей для чемоданов, футляров и т.п. галантерейных изделий | 1954 |
|
SU100850A1 |
| Станок для изготовления пустотелых шлакобетонных камней | 1949 |
|
SU89315A1 |
| Форма для прессования стеклоизделий | 1958 |
|
SU123295A1 |
| Штамп для поэлементной вытяжки | 1979 |
|
SU863077A1 |
| Штамп для изготовления изделий коробчатой формы | 1979 |
|
SU742026A1 |
| ШТАМП ДЛЯ КАЛИБРОВКИ РАДИУСА И ФЛАНЦА КОРОБЧАТЫХ ДЕТАЛЕЙ | 1993 |
|
RU2074039C1 |
| Устройство для формования пазовых коробов | 1973 |
|
SU557458A1 |
| Установка для прессования изделий из рыхлых масс | 1984 |
|
SU1265048A1 |
| Штамп последовательного действия | 1988 |
|
SU1532137A2 |
| Способ сверхпластичной формовки деталей из тонкостенных заготовок | 1990 |
|
SU1785467A3 |
-f//
//
t-
