Изобретение относится к обработке м таллов, а именно к конструкциям штампов для изготовления изделий вьщавли- ванием. Известен штамп для изготовления изделий коробчатой формы, содержащий подвижную верхнюю плиту с пуансоном, нижнюю и приводную промежуточную плиты, а также матрицу l. . Недостаток известного штампа состоит в повышенном расходе металла на изготавливаемое изделие, а также пониженной производительности. Это обуслов лено невозможностью получения изделий с равномерными; по высоте стенками, следствием чего является необходимост использования дополнительной операции обрезки стенок, приводящей к потерям металла и снижению производительности .Целью изобретения является повьш1е- ние коэффициента использования металла и производительности. Это достигается тем, что матрица штампа выполнена составной, при этом ее элементы, предназначенные для формовки более узких стенок изделия смонтированы на промежуточной плите, а элементы матрицы для формовки более широких стенок изделия закреплены неподвижно на нижней плите. При этом привод промежуточной плиты выполнен в виде шарнирно связанных средними своими частями с нижней плитой двуплечих рычагов, взаимодействующих одними плечами с промежуточной плитой, а другими -- с упорами, смонтированными на подвиясной верхней плите. На чертеже представлена схема предлагаемого штампа. На верхней плите 1 штампа болтом 2. закреплен пуансонодержатель 3, к которому двумя болтами: 4 крепится пуансон 5. Упоры 6 крепятся к верхней плите болтами 7. На нижней плите 8 болтами 9 закреплен неподвижный элемент Ю матрицы и смонтированы выталкиватели 11. Подвижный элемент 12 матрицы смонтирован на промежуточной плите 13
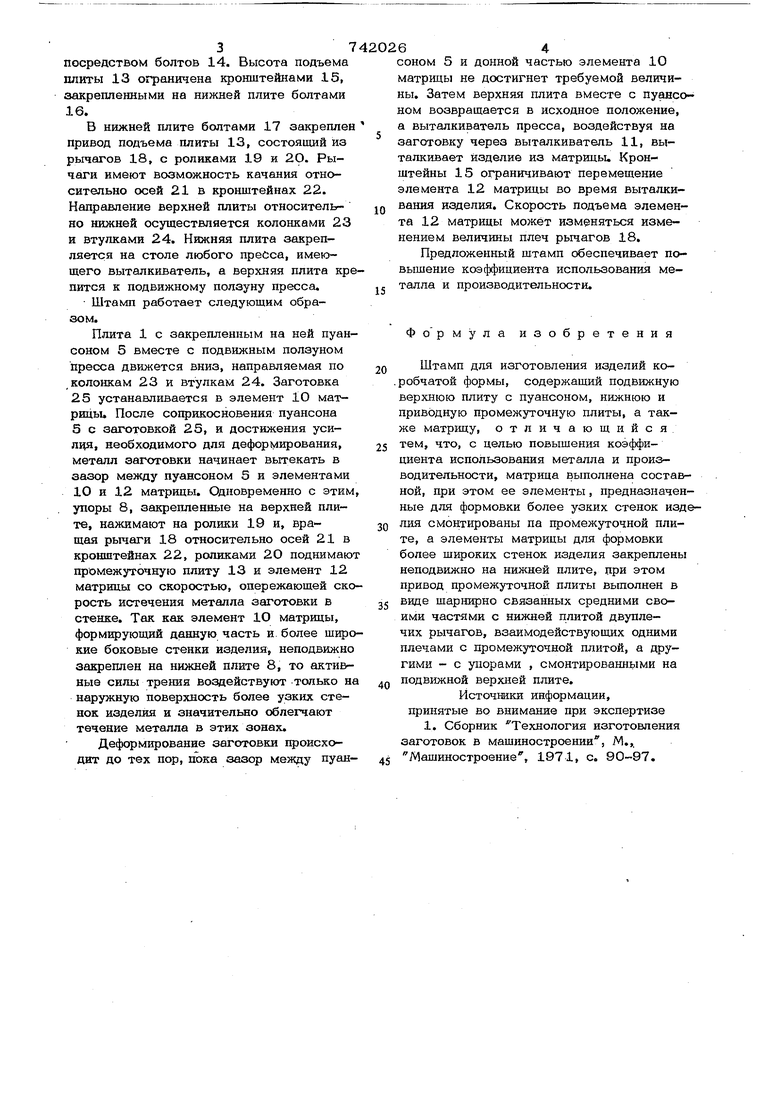
посредством болтов 14. Высота подъема плиты 13 ограничена кронштейнами 15, закрепленными на нижней плите болтами 16.
В нижней плите болтами 17 закреплен привод подъема плиты 13, состоящий из рычагов 18, с роликами 19 и 2 О. Рычаги имеют возможность качания относительно осей 21 в кронштейнах 22. Направление верхней плиты относительно нижней осуществляется колонками 23 и втулками 24. Нинсняя плита закрепляется на столе любого пресса, имеющего выталкиватель, а верхняя плита крепится к подвижному ползуну пресса.
Штамп работает следующим образом.
Плита 1 с закрепленным на ней пуансоном 5 вместе с подвижным ползуном пресса движется вниз, направляемая по колонкам 23 к втулкам 24. Заготовка 25 устанавливается в элемент 10 матрицьи После соприкосновения пуансона 5 с заготовкой 25, и достижения усилця, необходимого для деформирования, металл заготовки начинает вытекать в зазор между пуансоном 5 и элементами 10 и 12 матрипы. Одновременно с этим упоры 8, закрепленные на верхней плите, нажимают на ролики 19 и, вращая рычаги 18 относительно осей 21 в кронштейнах 22, роликами 2О поднимают промежуточную плиту 13 и элемент 12 матрицы со скоростью, опережающей скорость истечения металла заготовки в стенке. Так как элемент 1О матрицы, формирующий данную часть и. более широкие боковые стенки изделия, неподвижно закреплен на нижней плите 8, то активные силы трения воздействуют только на наружную поверхность более узких стенок изделия и значительно облегчают течение металла в этих зонах.
Деформирование заготовки происходит до тех пор, пока зазор между пуансоном 5 и донной частью элемента 1О матрицы не достигнет требуемой величины. Затем верхняя плита вместе с пуансоном возвращается в исходное положение, а выталкиватель пресса, воздействуя на заготовку через выталкиватель 11, выталкивает изделие из матрицьи Кронштейны 15 ограничивают перемещение элемента 12 матрицы во время выталкивания изделия. Скорость подъема элемента 12 матрицы может изменяться изменением величины плеч рычагов 18.
Предложенный штамп обеспечивает повышение коэффициента использования ме-
J талла и производительности.
Ф о р
и 3 о б р
мула
е т е н и я
Штамп для изготовления изделий коробчатой формы, содержащий подвижную верхнюю плиту с пуансоном, нижнюю и приводную промежуточную плиты, а также матрицу, отличающийся
тем, что, с целью повышения коэффициента использования металла и производительности, матрица выполнена составной, при этом ее элементы, предназначенные для формовки более узких стенок издеЛИЯ смонтированы па промежуточной плите, а элементы матрицы для формовки более широких стенок изделия закреплены неподвижно на нижней плите, при этом привод промежуточной плиты выполнен в
виде шаряирно связанных средними своими частями с нижней плитой двуплечих рычагов, взаимодействующих одними плечами с промежуточной плитой, а другими - с упорами , смонтированными на
ПОДВИЖНОЙ верхней плите.
Источники информации, принятые во внимание при экспертизе
1. Сборник Технология изготовления заготовок в машиностроении, М.,,
Машиностроение, 1971, с. 90-97.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления изделий коробчатой формы | 1982 |
|
SU1057159A2 |
| Штамп для изготовления изделий коробчатой формы | 1986 |
|
SU1355344A1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| Штамп для многопереходной штамповки | 1987 |
|
SU1480935A1 |
| ШТАМП ДЛЯ КАЛИБРОВКИ РАДИУСА И ФЛАНЦА КОРОБЧАТЫХ ДЕТАЛЕЙ | 1993 |
|
RU2074039C1 |
| Штамп совмещенного действия | 1980 |
|
SU902931A1 |
| Штамп для гибки деталей с отверстиями на отгибаемых полках | 1987 |
|
SU1433558A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Вертикальный пресс | 1989 |
|
SU1639977A1 |

