Изобретение относится к оПраоотко мс таллов давлением, в частности к 1 1тампам для обработки ;iMCT()BOi4) материала, и является допсмиительпым к основному авт. св. .NO 1 175594.
Цель изобрегения иовьинение надежности работы штампа.
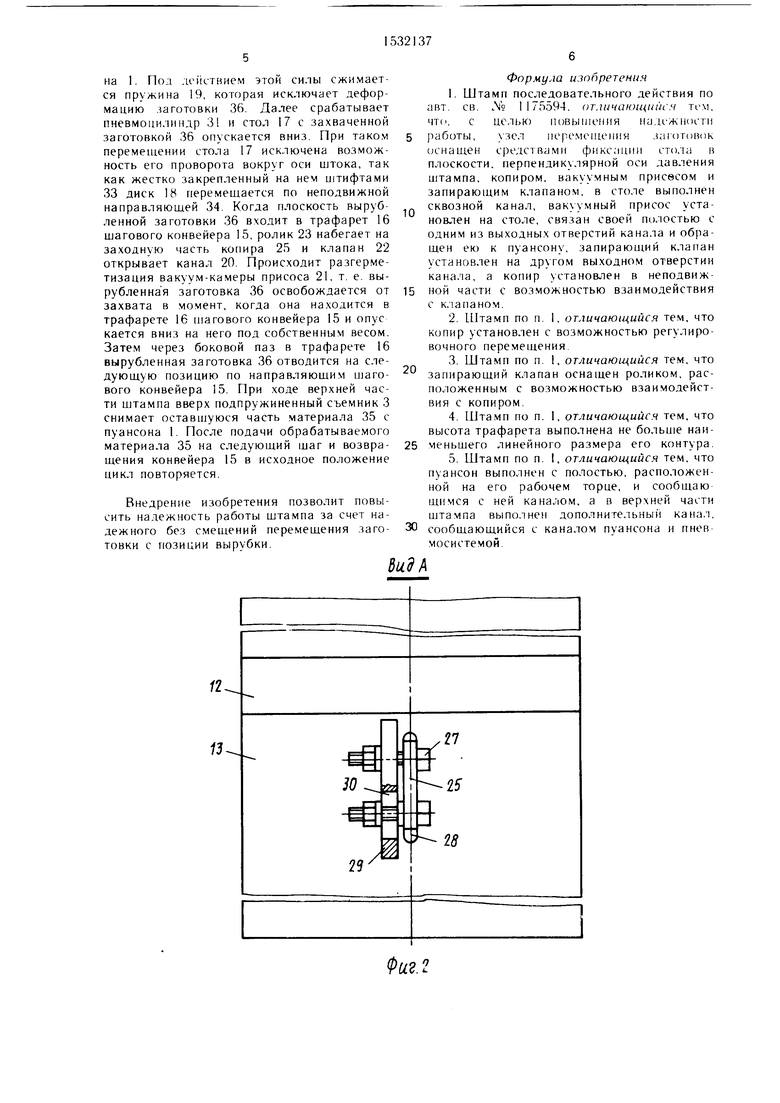
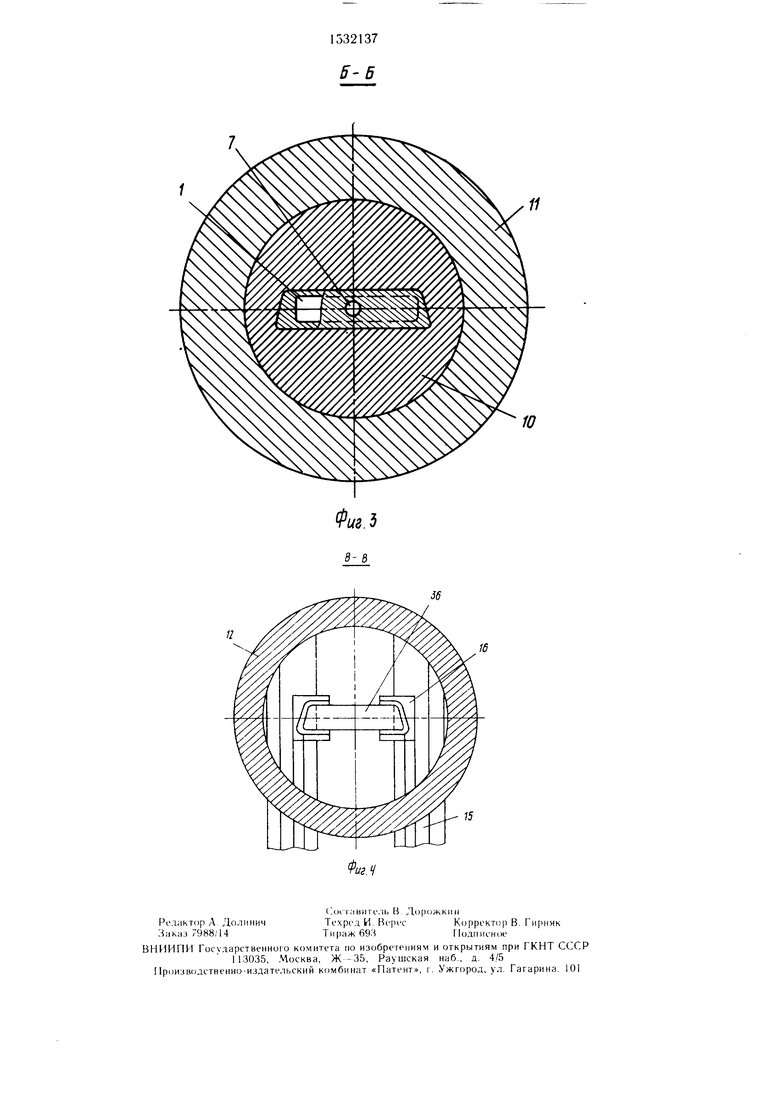
На фиг. I и.зображен итами, разрез; на фиг. 2 - вид .Л на фиг. I; на фиг. 3 -- сечение Б Б на фиг. I; на фиг. 4 сечение В- В на фиг. 1.
Штамп содержит пуансон 1 (фиг. П. за- креп. 1енный н верхней подвижной часги, вк.ночающей вер.хнюю плиту 2 и съемник 3, подпружиненный пружиной 4. Съемник установлен па на нравляюпхих винта.х 5. На инж Ней торцовой нонер.хности пуансона выпо/ иеи.ч полостьб, в которую через сообщаю- пик ся канал1 1 7 в nyaHC(jHe 1 и верхней п,1ИТ( 2. П1туие) 8 и |)аспределитс лы 1)1Й клапан 9 сделан подвод д.1Я сжатого воздуха. Нижняя часть пггампа вк.лючает матрицу 10, закрепленную в держателе 11, прокладку 12, нижнюю нлиту 13. В сту 1енчагой но.чости 14 части смонтирован узел транспортирования .1енных заготовок на iioc.ie- .чуюпхие позиции (не изображены), выполненный в виде шагового конвейера 1 ,S с ipa(f)apeTOM Hi. Узел перемещения заготовок н направ, К нии, пара. 1.1ельн()м оси давления пуансона 1, |)азме1ценный в по. юсти нижпей часгп П1тампа. выполнен в виде cio. ia 17 и диска 18, между котор1,1ми ста нов. 1ена 19. (/гол имеет сквоз- пыс капа,;1ы 2(), вакуумпь|й присос 21 и клапан 22 с ро.тиком 2.Ч, ;1одн 1ужиие1 ный ||р жиной 24, а ( иижне11 части пггампа ра.змешен и коппр 25, на когором выпо. иены napa.i.ie.iiiiUjie пазы 2(1, через ко11)рыс проходят бол гы 27 (фиг. 2) (}зиксации по.южеиия копира огпоси гелыи.) ро, 1ика 23. На 1П1ЖНей п, 1ите имеется паз 28. парал. кмь- но которому на наружной CTopofie n, imi,i (акреплена планка 29, па которой )тся 30 .1,тя рег улирования по,1ожения ко- luipa 25. Привод узла перемепн ния выпо, пен пневма гическим и вк,:1ючает иневмоци- ,1индр 31 (фи1. 1) и шток 32. (/го,1 17 и диск 18 закреплены на Н1токе при помопш 1ПТИФТОВ 33. На Kojinyce Г1невмоци,1индра параллельно оси штока 3aK|ien:iena направ- . 1яюпхая 34, которая размешена в диске 18. Обрабатываемый .материа,- обозначен позицией 35, вырубленная заготовкапозицией 36.
Внутреннее сечение трафарета 16 выполнено по форме отдельных участков контура вырубленной за1Ч)товки 36 с условием обеспечения надежно1 о ориенти|ювания послед- пей и ее | еометрический центр распол(;жен на оси уз,1а перемещения. Контур ве)хне1Ч) конца графарета 1В выпо,анен с конической заходно поверхностью, и.меюшей угол, достаточный для плавного вхождения выруб
0
5
0
5
0
5
0
5
ленной загот1)Вк;| 36 в трафарет 16 при оиускании ее на столе 17 узла еремеп1.ения. Трафарет 16 имеет паз для перемещения заготовки 36 :з горизонтальном направлении по направляющим maioBoi-o кочвейе)а 15. А для свободпогг) опускания вырубленной заготовки 36 в трафарет 16 в момент отделения ее от }акуумной присоски 21 узла пере- .чешения высота трафарета 16 выполнена не более наименьшего лине11ного размера контура вырубленной заготовки 36.
Неред пуском устройства в работу приводят пастройку хода узла 1ереметения с вакуумной присоской 21. При stTOM в верхнем моложении рабочая п;1оскость вакуумной присоски до.:1жна быть на уровне плоскости зеркала матрицы 10. а в по.южении она должна быть ниже уровня направляющих шагового конвейера 15. Далее устанавливают у.зе, 1 перемещения с вакуумной npncocKoii 21 так, чтобы ее 1абочая плоскость была в зоне трафарета 16 по высоте в средней его части. Затем настраивают положение копира 25. Для атого освобождают болты 27 и перемещают лопир в назах 26 и 28 до момента контакга его с роликом 23 так, чтобы клапан 22 открыл вход канала 20. Далее, перемещая чопир в пазах 30, устанавливают положение места контакта с копирпым роликом в заходной части Koinipa 25 и. это положение фпксируют бо i- тами 27.
Штамп работает следующим ом Обрабатываемы материа, 35 подается в )абочук) зону пггампа. ( /юл 7 с вакухмным присосом 21 и клапано.м 22 находится в нижнем положении и не препягствует его 1:е е 1ещспию. Hoc. ie остановки оорабаты- ваемого Ma ie)iia.ia 35 на позшии вь:рубки С|)абатыв;;е I п псвмопп.шпдр 31, К1).1Й поднимает с гол 17 в ве 1хиее по, конт.чкта присосом 21 с ним. При ходе Bepxiieii части пггампа вчи; пуансон ; вырубает загоговку 36, 1)и агом он;; д; ВИ: на вакчумный присос 21, г к()Торои за счет изгиба и сжатия степск изменяется обьем вакуум-камеры и избыючное дав.1е- ние во.здуха в пей .швается .- капа.П) 20 и подпр/ж.ипенпмй npy/t nhoii 24 клапан 22. В вакуум камере, образованной поверхиосгью выруб. 1еипой .иг оювки 36 и корпусох вакуумг1ого iMMicoca 21. со.дается разрежение, в cn, iy чего по.ч действием атмо- сфе(1Н1(() дав,1енпя б.чеи 1ия заготовк,ч 3() уде 1жпваегея па сто,те 17. Однорцч менно в нижпем И)ложении пуапсона 1 (1ткрывает- ся распреде,1ительпый K.ianan fi, который подает сжатый воздух из п 1св и:системы через штуцер 8, каналы 7 и Bi iixi-ей плите 2 и пуансона 1 в полость 6 -t vi самы.м оказывая допо,ппите,1ьную прижимаюп1 ю силу на вы рубленную заготовку 36 к вакуумному присосу 21, и отделяет ее от торца пуансо
на 1. Под действием этой силы сжимается пружина 19, которая исключает деформацию заготовки 36. Далее срабатывает пневмонилиндр 31 и стол 17 с захваченной заготовкой 36 опускается вниз. При таком перемещении стола 17 исключена возможность его проворота вокруг оси штока, так как жестко закрепленный на нем штифтами 33 диск 18 перемешается по неподвижной направляющей 34. Когда плоскость вырубленной заготовки 36 входит в трафарет 16 шагового конвейера 15, ролик 23 набегает на заходную часть копира 25 и клапан 22 открывает канал 20. Происходит разгерметизация вакуум-камеры присоса 21, т. е. вы- рубленна я заготовка 36 освобождается от захвата в момент, когда она находится в трафарете 16 пшгового конвейера 15 и опус кается вниз на него под собственным весом. Затем через боковой паз в трафарете 16 вырубленная заготовка 36 отводится на сле- дуюшую позицию по направляющим ujaro- вого конвейера 15. При ходе верхней части штампа вверх подпружиненный съемник 3 снимает оставшуюся часть материала 35 с пуансона 1. После подачи обрабатываемого материала 35 на следующий шаг и возвращения конвейера 15 в исходное положение цикл повторяется.
Внедрение изобретения позволит повысить надежность работы штампа за счет надежного без смещений перемешения заготовки с позиции вырубки.
0
5
0
5
0
Формула изобретения
1.Штамп последовательного действия по авт. св. Л19 1175594. отличающийся те.м, что. с целью повышения надежности работы, узел перемещения заготовок иснашен средс1вами фикс. шип сто.ча н плоскости, перпендикулярной оси давления штампа, копиром, вакуумным присесом и запирающим клапаном, в столе выполнен сквозной канал, вакуумный присос установлен на столе, связан своей полостью с одним из выходных отверстий канала и обра- шен ею к пуансону, запирающий клапан установлен на другом выходном отверстии канала, а копир установ тен в неподвижной части с возможностью взаимодействия с клапаном.
2.Штамп по п. 1, отличающийся тем, что копир установлен с возможностью регулировочного перемещения.
3.Штамп по п. 1, отличающийся тем, что запирающий клапан оснащен роликом, расположенным с возможностью взаимодействия с копиром.
4.Штамп по п. 1, отличающийся тем, что высота трафарета выполнена не больше наименьшего линейного размера его контура.
5.Штамп по п. I, отличающийся тем, что пуансон выполнен с полостью, расположенной на его рабочем торце, и сообщающимся с ней каналом, а в верхней части щтампа выполнен дополнительный канал, сообщающийся с каналом пуансона и пнев- мосистемой.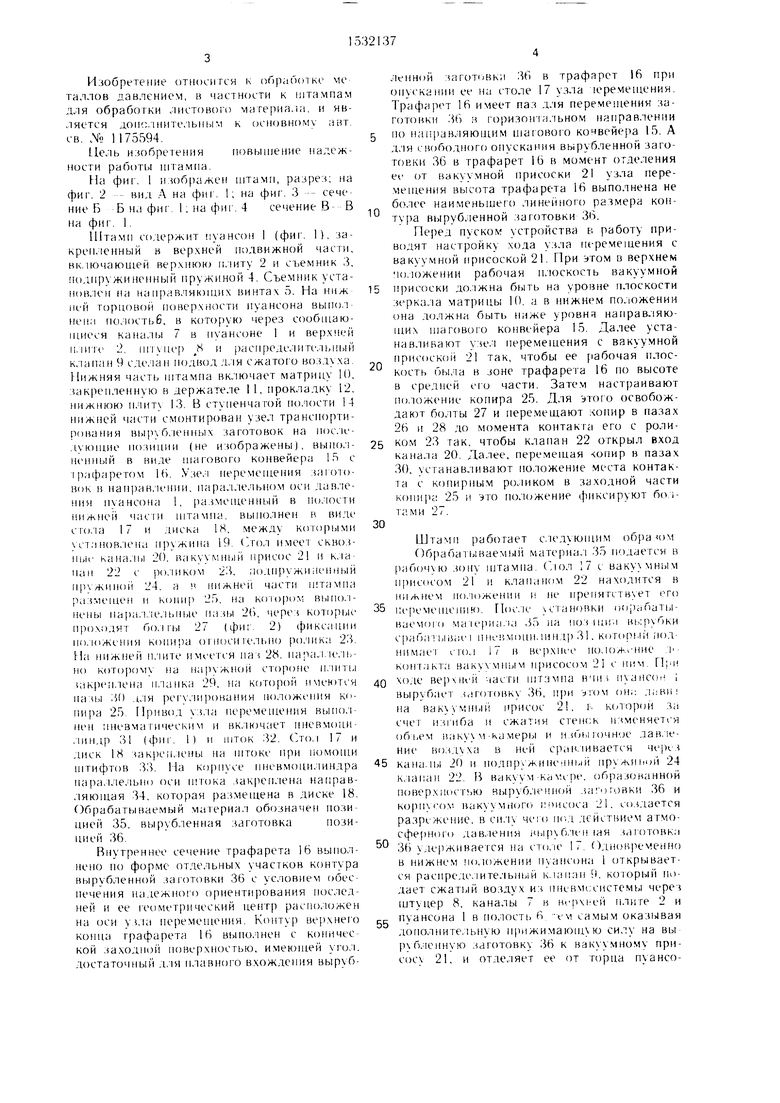
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия | 1986 |
|
SU1318329A2 |
| Линия набора листовых бумажных и фольговых заготовок в секции и комплектования секций в пакеты металлобумажных конденсаторов | 1980 |
|
SU886081A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ СЛОЕВ | 1997 |
|
RU2167018C2 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Штамп для многопозиционной штамповки | 1985 |
|
SU1238875A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Штамп последовательного действия | 1984 |
|
SU1175594A1 |
| Устройство для изготовления пакетов керамических конденсаторов | 1983 |
|
SU1088080A1 |
| Устройство для перемещения заготовок с позиции вырубки на следующую позицию штампа | 1989 |
|
SU1696065A1 |
| Устройство для изготовления апертурных карт | 1979 |
|
SU918955A1 |
Изобретение относится к обработке металлов давлением, в частности к штампам для обработки листового материала. Цель изобретения - повышение надежности работы штампа. Штамп содержит верхнюю часть с пуансоном (П) 1 и нижнюю часть с матрицей 10, узлом перемешения заготовки 36 в виде стола (С) 17 и его привода в виде пневмоцилиндра 31. На С 17 установлен вакуумный присос 21 и клапан 22, которые связаны между собой каналом 20. В нижней части установлен копир 25 и трафарет 16 для заготовки 36. В П1 и верхней плите 2 выполнены каналы 7 для подвода воздуха. Копир 25 имеет возможность регулировки. В момент вырубки заготовки 36 С 17 находится в верхнем положении, П1 после вырубки заготовки 36 прижимается к вакуумному присосу 21 и захватывается им. Клапан 22 в это время закрыт. После вырубки С 17 опускается и укладывает заготовку 36 в трафарет 16, при этом клапан 22 находит на копир 25 и разгерметизирует полость вакуумного присоса 21. Это освобождает заготовку 36, которая из трафарета 16 передается на следующие позиции обработки. 4 з.п. ф-лы, 4 ил.
12
Фи.2.2
11
ю
15
| Штамп последовательного действия | 1984 |
|
SU1175594A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
