(54) ШТАМП ДЛЯ ПОЭЛЕМЕНТНОЙ ВЫТЯЖКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки углов коробчатых деталей | 1979 |
|
SU856620A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для поэлементной штамповки | 1979 |
|
SU804088A1 |
| Комбинированный штамп для вытяжки и обрезки в ленте | 1979 |
|
SU871905A1 |
| Способ изготовления коробчатых изделий и штамп для его осуществления | 1978 |
|
SU747577A1 |
| Штамп для вытяжки без прижима коробчатых деталей из прямоугольных заготовок со скругленными углами | 1980 |
|
SU997911A1 |
| Штамп для вытяжки | 1981 |
|
SU1018751A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| Штамп для вытяжки | 1981 |
|
SU1018752A1 |
| Штамп для вытяжки | 1989 |
|
SU1773532A1 |

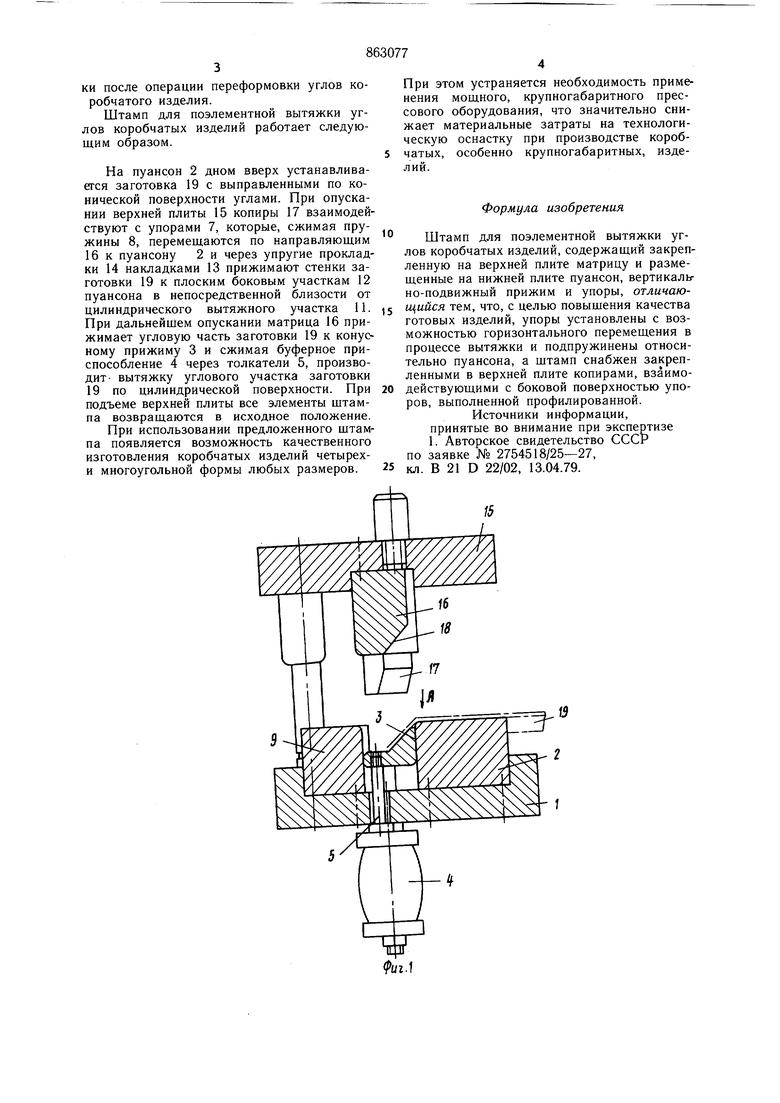
Изобретение относится к листовой штамповке. Известен штамп для поэлементной вытяжки углов коробчатых изделий, содержаш,ий закрепленную на верхней плите матрицу и размеш,енные на нижней плите пуансон, вертикально-подвижный прижим и упоРЫ 1. Недостатком известного штампа является невысокое качество готового изделия, так как упоры, прижимаюш,ие боковые стороны заготовки в процессе вытяжки, переме щаются в горизонтальной плоскости и не могут изменить усилие прижима в процессе вытяжки. Цель изобретения - повышение качества готового изделия. Для достижения поставленной цели в штампе для поэлементной вытяжки углов коробчатых изделий, содержашем закрепленную на верхней плите матрицу и размешенные на нижней плите пуансон, вертикально-подвижный прижим и упоры, последние установлены с возможностью горизонтального перемешения в процессе вытяжки и подпружинены относительно пуансона, а штамп снабжен закрепленными в верхней плите копирами, взаимодействуюшими с боковой поверхностью упоров, выполненной профилированной. На фиг. 1 изображен штамп для поэлементной вытяжки углов коробчатого изделия; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Ь-Б на фиг. 2. Штамп для поэлементной вытяжки углов коробчатых изделий содержит нижнюю плиту 1, на которой смонтирован пуансон 2 и конусный прижим 3, соединенный с буферным приспособлением 4 через толкатели 5. На плите 1 смонтированы с возможностью перемешения по горизонтальным направляюшим 6 упоры 7, подпружиненные пружинами 8, а также противоотжимы 9 и 10. Направляющие 6 расположены по обе стороны от вытяжного цилиндрического участка 11 пуансона 2 и перпендикулярны его боковым плоским участкам 12. На упорах 7 подвижно установлены накладки 13, упирающиеся в упругие прокладки 14. На верхней плите 15 штампа закреплены вытяжная матрица 16 и два клиновых копира 17. Матрица 16 имеет конусный прижимной участок 18 с углом конусности, равным углу конусности прижима 3 и углу конусности угла заготовки после операции переформовки углов коробчатого изделия. Штамп для поэлементной вытяжки углов коробчатых изделий работает следующим образом. На пуансон 2 дном вверх устанавливается заготовка 19 с выправленными по конической поверхности углами. При опускании верхней плиты 15 копиры 17 взаимодействуют с упорами 7, которые, сжимая пружины 8, перемещаются по направляющим 16 к пуансону 2 и через упругие прокладки 14 накладками 13 прижимают стенки заготовки 19 к плоским боковым участкам 12 пуансона в непосредственной близости от цилиндрического вытяжного участка 11. При дальнейщем опускании матрица 16 прижимает угловую часть заготовки 19 к конусному прижиму 3 и сжимая буферное приспособление 4 через толкатели 5, производит- вытяжку углового участка заготовки 19 по цилиндрической поверхности. При подъеме верхней плиты все элементы штампа возвращаются в исходное положение. При использовании предложенного щтампа появляется возможность качественного изготовления коробчатых изделий четырехи многоугольной формы любых размеров.
15 При этом устраняется необходимость применения мощного, крупногабаритного прессового оборудования, что значительно снижает материальные затраты на технологическую оснастку при производстве коробчатых, особенно крупногабаритных, изделий. Формула изобретения Штамп для поэлементной вытяжки углов коробчатых изделий, содержащий закрепленную на верхней плите матрицу и размещенные на нижней плите пуансон, вертикально-подвижный прижим и упоры, отличающийся тем, что, с целью повышения качества готовых изделий, упоры установлены с возможностью горизонтального перемещения в процессе вытяжки и подпружинены относительно пуансона, а щтамп снабжен закрепленными в верхней плите копирами, взаимодействующими с боковой поверхностью упоров, выполненной профилированной. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2754518/25-27, кл. В 21 D 22/02, 13.04.79.
