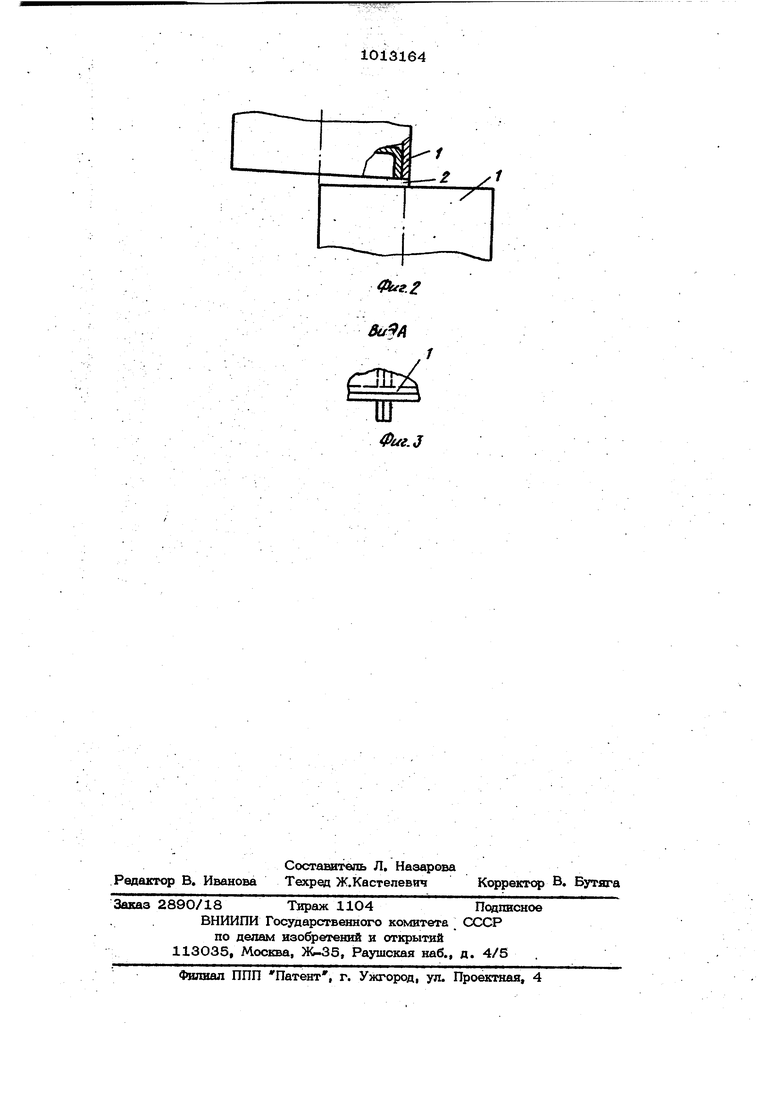
I . Изобретение относится к сварке, в частности к способу дуговой сварки иэдепий в виде тел вращениями может на ти применение в различных отраслях промышленности; Наиболее близким в изобретешво по технической сущности является способ дуговой сварки изделий В виде теп врашения, при котором изделия устанавливают одно под другим с зазором между свариваемыми кромками, .подключают свариваемыми кромками, подключают к полюсам источника тока и, вращая их одновременно вокруг продольных осей;, производят сварку С-Ч Согласно известного способа изделия устанавливают под углом друг , однако при этом возможно блу:ждение . дуги вдоль свариваемых кромок, так как на значительной длине свариваемых . кромок в зоне сварки обеих изделий величина между ними меняется незначительно. Блуждание дуги приво. дит к нестабильности процесса сварки и к ухудшению качества сварного соеднн ния. Уменьшение блуждания дуги можно было бы достичь увеличением угла наклона между свариваемыми изделиями однако при этом возможно смещение области горения, дуги к даружной из свариваемых кромок каждого изделия, при этом другая кромка может оказаться неоплавленной или плохо оплавленной, т.е. качественного соединения не произой дет. Целью изобретения является улучшеjpie качества сварки за счет исключения блуждания дуги и ее смещения в пр оцессе сварки. Поставленная цель достигается тем, что согласно способу дуговой сварки изделий в виде тел вращения, при котором иэд алия устанавливают одно под . другим с зазором между свариваемыми кромками, подключают к полюсам источн ка тока и, вращая их одновременно вокруг продольных осей, производят сварку, изделия располагают своими продольными осями параллельнодруг другу и со смещением этих осей друг относительно 3164 Друга на величину, равную сумме радиусов свариваемых изделий. При TaKcavi расположении изделий область возможного сушествования ду. ги значительно сузится, поэтому дуга будет гореть только в области между свариваемыми кромкамя. Тёхое располо женив также позволит равномерно оплавить свариваемые кромки на обоих яэQ двшшх без какого чпибо значительного смешения в сторону наружной кромка, На фиг. 1 изображена схема взаимногчэ распопожшшя свариваемьрс деталей; на фиг. 2 - то же, вид слева; на фиг. 3 J вид А на фиг. 1 (взаимное расположение свариваемых кромок при виде сверху). На фиг. 1-3 обозначены 1 - сваратаемые изделия, 2 - зона горения дуги (область возможного существования ДУГТЯ Пример. Проводилась сварка обе чаек 1 с наружным диаметром 320 мм. Материал обечаек 12Х18Н10Т, толщина листа 1,5 мм. Режим сварки: напряжение 18 В, ток 70 А. Обечайки устанавливали одну чюя другой с зазором между свариваемыми кромками и своими осями параллельно друг другу и смещением между осями равным 329 мм. Подключали обечайки к полюсам ис. точника тока и выполняли сварку. Про- , цесс отличался стабильностью, блуяадвние дуги отсутствовало, форми- рсшание и внешний вид швов были хоро Шйе. Для сравнения выполнили сварку по известному способу. При .этом процесс шел нестабильно, набшодалось блуждание дуги вдопь кромок и сямещение к наружг ным кромкам что привело к плохомукачеству сварного соединения. Использование изобретения позволит улучишть качество сварных соединений, кроме/ того, используя расположение свариваемых кромок по . Изобрётеш1ю, можно сварив;ать не только детали тел врашения, но и детали с прямолинейными швами при относительном перемещении вдоль оси швов, что, в свою очередь, значительно расширяет диапазон сварива ых деталей.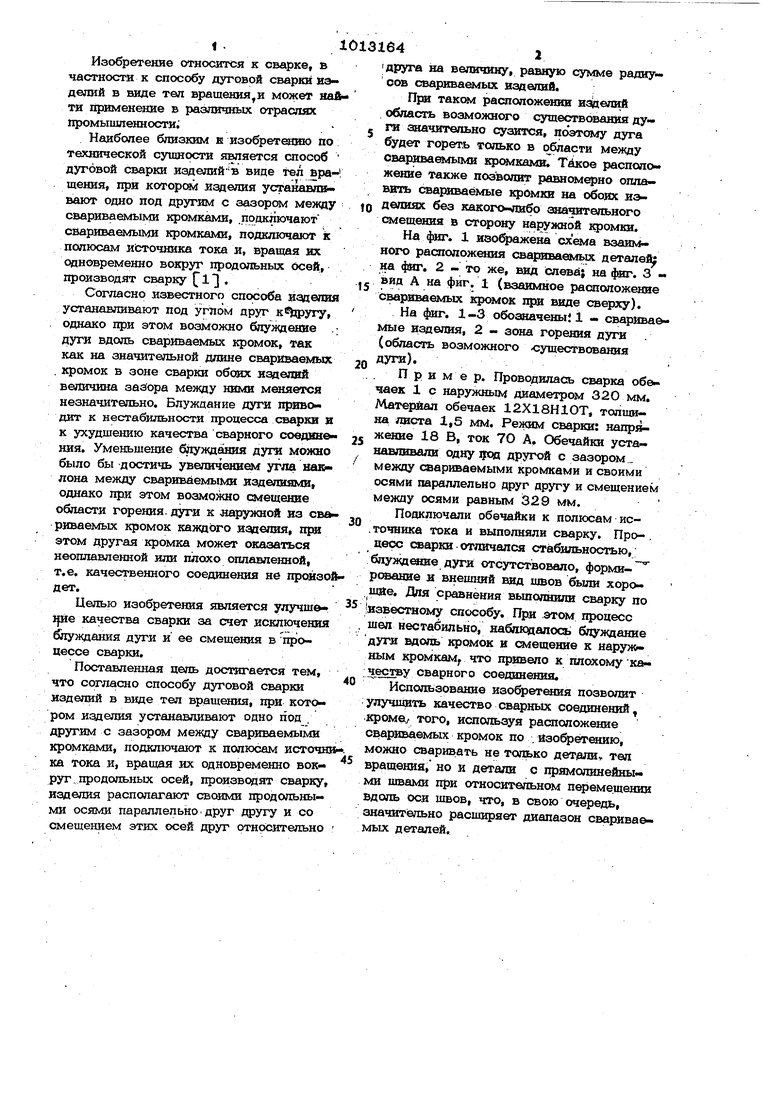
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| Способ многоэлектродной сварки | 1984 |
|
SU1316767A1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ СТАЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2053075C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
СП(ХЮБ-ДУГОВОЙ .СВАРКИ изделий в взаде теп врашенва, при котом ром нэделвя устанавливают одно над ДРУ ;гим с зазоре между сварвваеАОЛмв ; кромками, оодкшочают .к лотосам ястгочт явка тока н врааюя ях одновременно относительно продольш 1х осей, 1фонзво0ЯТ сварку, о т л и ч a ю щ в и с я I т&л, что, с целью улучшенвя качества сварки за счет вскпюче(шш бауждан душ я ее смешенвй в процессе сварки, изделия располагают сщоевмн пропольны iif и осями параллельно друг другу и со смешением этих осей оггаосительно друга на величину, равную сумме радиу сов сваривавълых изделий. СО с 00 о: 4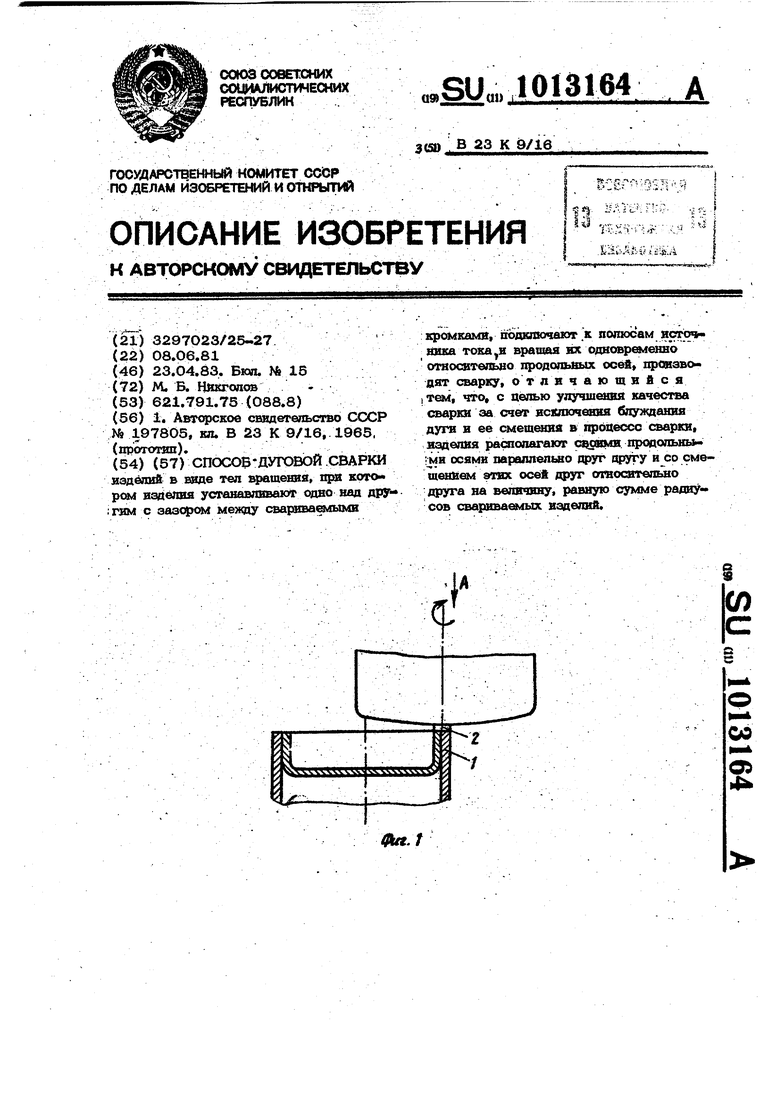
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 0 |
|
SU197805A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| (прототяп).. | |||
