Для включения и выключения электросварочных машин применяют контакторы, управляемые с помощью реле времени разного рода - моторных, электронных, ионных и пр.
Известно также и применение в этом случае электромагнитных реле времени с воздушным демпфером.
Предметом данного изобретения является подобное устройство для включения и выключения электросварочной машины, состоящее, подобно известным устройствам, из электромагнитного контактора и электромагнитного реле времени с воздушным демпфером, включаемыми одновременно кнопкой (или педалью) и служащими: первый - для включения и выключения сварочного тока, а второе - для выключения контактора по истечении установленного промежутка времени после включения их кнопкой.
В таком устройстве, согласно изобретению, с целью использования его для управления не только точечной, но и шовной машиной, в цепь обмотки реле времени включен однополюсный переключатель, посредством которого обмотка реле может быть присоединена одним концом либо между указанной выше кнопкой и нормально замкнутыми контактами реле - для осуществления точечной сварки, либо между этими контактами и концом обмотки контактора - для осуществления шовной сварки.
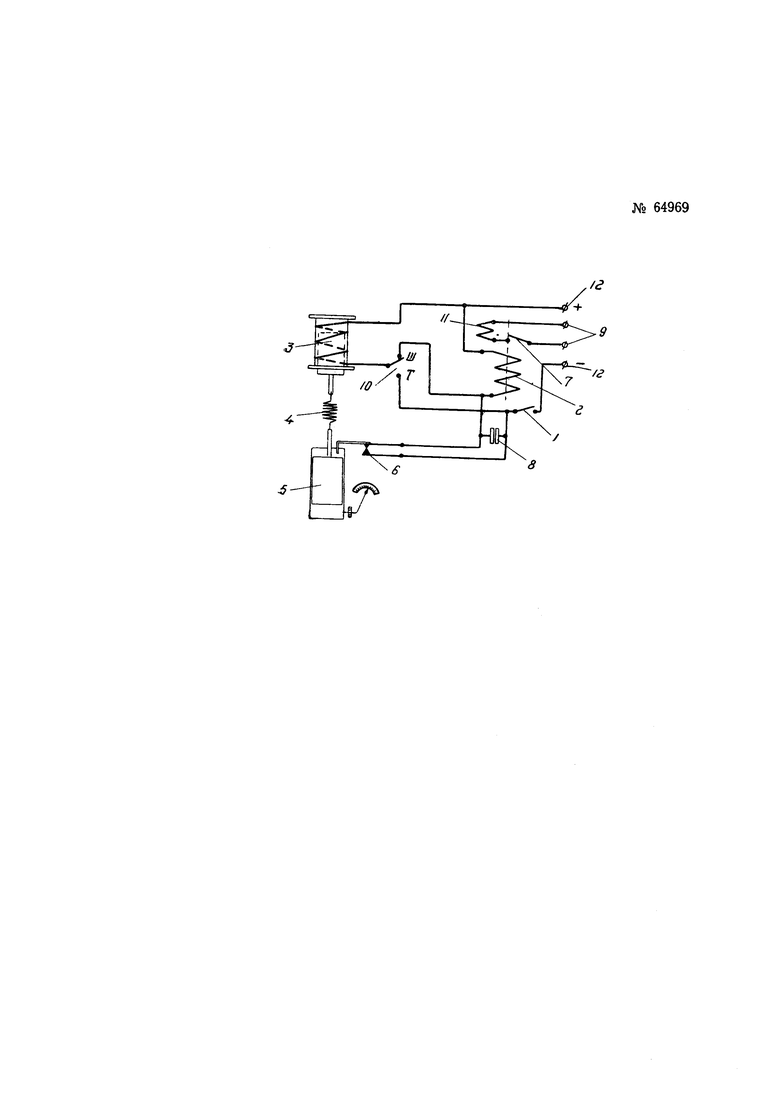
Изложенная сущность изобретения поясняется чертежом, на котором изображена электрическая схема предлагаемого устройства.
Здесь обозначено:
1 - кнопка или педаль, 2 - обмотка электромагнитного контактора, 3 - обмотка реле времени, 4 - пружина, соединяющая сердечник реле с поршнем воздушного демпфера, 5 - воздушный демпфер, снабженный краном, регулирующим выдержку времени, 6 - контакты реле времени, 7 - контакты контактора 2, включенные последовательно с первичной обмоткой сварочной машины, 8 - конденсатор, включенный параллельно с контактами 6, 9 - зажимы для приключения сварочного трансформатора, 10 - переключатель для включения устройства на работу швом (положение Ш) или точками (положение Т), 11 - система электромагнитного гашения искры на контактах контактора 2, 12 - зажимы цепи постоянного тока.
Устройством пользуются следующим образом.
Схему подключают к цепи постоянного тока и замыкают рубильник в цепи питания сварочной машины (цепь переменного тока). Заложив под электроды машины свариваемое изделие, создают давление на электроды с помощью приспособлений, имеющихся на сварочной машине.
После этого нажимают кнопку 1 (или педаль), вследствие чего включается в работу предлагаемое устройство. Обмотка 3 реле времени возбуждается и тянет поршень демпфера 5. Одновременно с реле времени возбуждается и контактор 2, 7. Последний срабатывает и включает сварочный ток. Цепь сварочного тока остается замкнутой до тех пор, пока поршень демпфера 5 не дойдет до контактов 6 и не разомкнет их, вследствие чего разомкнется цепь обмотки контактора и последний выключит сварочный ток.
Одновременно с контактором выключается и реле времени, которое возвращается в исходное положение, вследствие чего контакты 6 снова замыкаются, контактор и реле времени снова срабатывают, опять подается импульс сварочного тока и т.д. Время выдержки регулируется открытием крана воздушного демпфера и устанавливается по шкале, установленной у крана.
Таким образом, устройство работает, если переключатель 10 стоит в положении Ш. В этом случае импульсы сварочного тока, как было выше описано, подаются непрерывно и автоматически все время, пока будет нажата кнопка 1 (педаль), образуя точечный шов.
Если переключатель 10 перевести в положение Т, устройство будет работать несколько иначе. В этом случае замыкание кнопки 1, как и раньше, приводит к одновременному срабатыванию реле времени и контактора и подается импульс сварочного тока, длительность которого устанавливается демпфером 5. Однако, в дальнейшем выключение контактора и цепи сварочного тока не сопровождается выключением реле времени: оно остается возбужденным и держит контакты 6 разомкнутыми, препятствуя новому включению контактора. Последний может сработать и дать импульс сварочного тока лишь тогда, когда кнопка 1 будет разомкнута (реле времени возвратится в исходное положение) и снова замкнута. Таким образом, в этом случае при каждом нажатии сварщика на кнопку 1 получается только один импульс сварочного тока, а не непрерывный ряд импульсов, как в первом случае.
Предлагаемое устройство, по утверждению изобретателей, весьма просто по выполнению, надежно в работе и позволяет иметь достаточно большой диапазон регулировки времени сварки - от сотых долей секунды до нескольких секунд (и более). Оно легко может быть изготовлено в любой электротехнической мастерской.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный игнитронный прерыватель | 1950 |
|
SU94552A1 |
| Прерыватель тройного действия для точечной сварки | 1948 |
|
SU83455A1 |
| Устройство для управления сварочным полуавтоматом | 1985 |
|
SU1292960A1 |
| Устройство для подачи сварочной проволоки | 1985 |
|
SU1269937A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОСВАРОЧНЫМ АППАРАТОМ | 2007 |
|
RU2339492C1 |
| Устройство для автоматической подачи сварочного электрода | 1938 |
|
SU54213A1 |
| Полуавтомат для сварки в среде защитного газа | 1991 |
|
SU1814601A3 |
| Устройство для автоматического ограничения тока холостого хода электросварочного трансформатора | 1955 |
|
SU102843A1 |
| ПРУЖИННЫЙ МЕХАНИЗМ СЖАТИЯ К МАЛГИНАМ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ МИКРОСВАРКИ | 1971 |
|
SU308838A1 |
| УСТРОЙСТВО для СИНХРОНИЗАЦИИ ИГНИТРОННОГОКОНТАКТОРА | 1965 |
|
SU172929A1 |
Устройство для включения и выключения электросварочной машины, состоящее из электромагнитного контактора и электромагнитного реле времени с воздушным демпфером, включаемыми одновременно кнопкой (или педалью) и служащими: первый - для включения и выключения сварочного тока, а второе - для выключения контактора по истечении установленного промежутка времени после включения их кнопкой, отличающееся тем, что, с целью использования устройства для управления не только точечной, но и шовной машиной, в цепь обмотки 3 реле времени 3-6 включен однополюсный переключатель 10, посредством которого обмотка 3 может быть присоединена одним концом либо между кнопкой 1 и нормально замкнутыми контактами 6 реле - для осуществления точечной сварки, либо между контактами 6 и концом обмотки 2 контактора - для осуществления шовной сварки.
