Предметом изобретения является вакуумно-выдувная машина для стеклянной тары бо.льшой емкости, снабженная черио-вой и чистовой формами и вращающ)1мися клещами для г.ереноса заготовки из OAHoii формы в flpyryjo.
Особенность предла.гаемоь машины и ее отличие от известных заключается i; том, что между черновой н чистовой формами расположены одна и.гн( несколько иромежуточных форм, что способствует правильному распределению е- ч;кла к изделии.
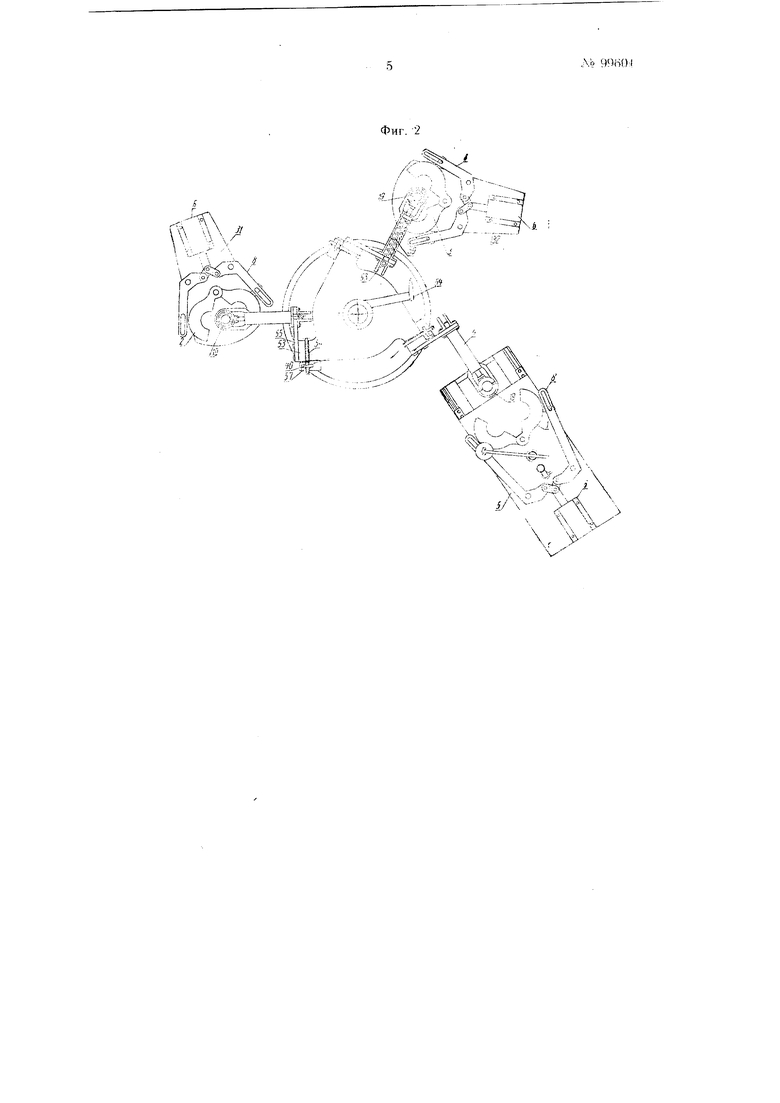
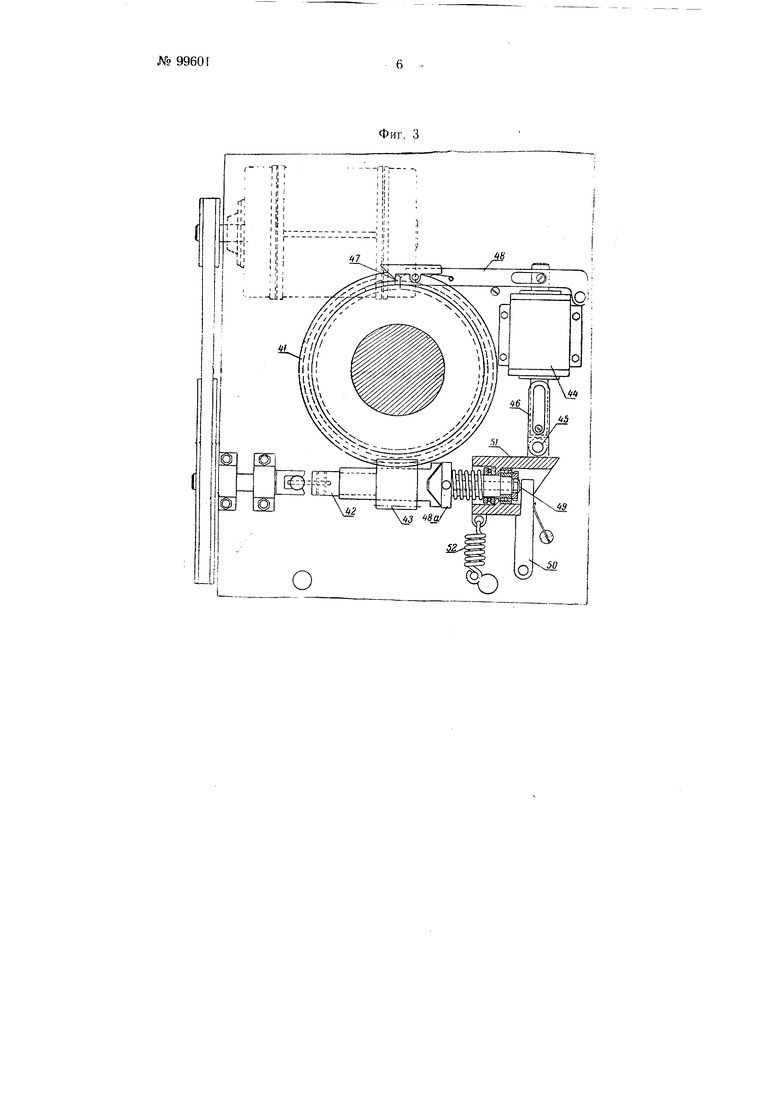
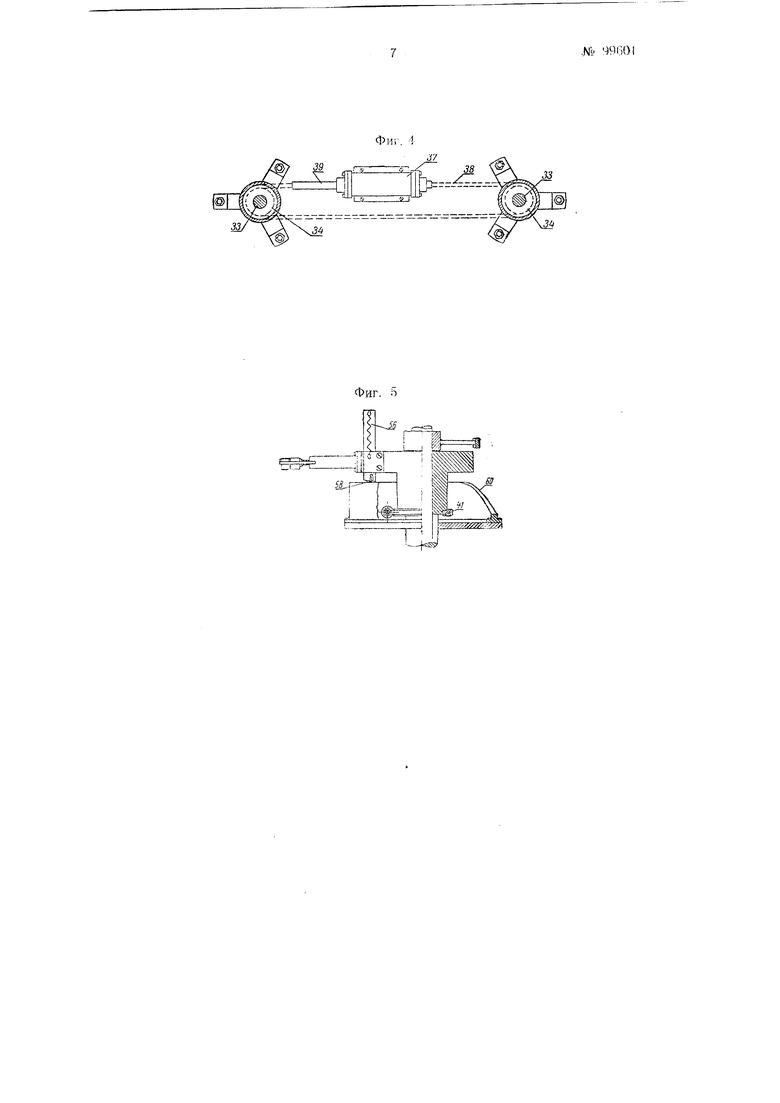
На фиг. 1 изображен вид вакуумно-выдувноГ: машины для стеклянной тары, большой емкости (с одной промежуточной формой); на фиг. 2 вид ее сверху; на фиг. 3 --- вид нриводного устройства стола клещей; на фиг. 4 - привод поворота столов промежуточноii и чистовой форм; H;I 5 вид стола клентей сбоку с частичным разрезом.
Д,тя изготовления стекляи1-1ой тары больиюй емкости маигина включает в себя черновую форму }, нромел уточнук) qbopMy 2, чистовук форму 3 и 1-;раи1а10нп(еся клещи 4 для переноса заготовок из одной формы в другую.
Ч(:р;;овая ( / укреплена на етОЛе о и CHa6)-:ei-ia иилиидром 6 с ио|) 7 и рычагами 8, осуществ/HiL-iiUiMH закр)И .аиие и открывание черновой форл;ы /. Верхнее отверстие чс:,;;:свпй форм)л закрывается и от1срьи5ается с ноыои1ью механизма, состояихего из цилиндра 9, к гюрш.ню 10 которого прикрен.мен шток // с пальцами 12 и планкой 13, на ICOTO1)ой iiiapiuipno укреплена 14,
При подъеме штока 11 палец /- нолзет сначала по вертикальному, затем по cintpaJJbnoMy пазу пустоте.:юй етойки 15, чем достигается в первый момент только подъем крьпики /4, а затем подъем е (Х :11О1-;ремениым отведем ее в CTOpoiiy.
К крониггейпу стола 5 жестко прикреплеп шток 16 ии.тиидра 17. перемещающий стол вдо;г1 ета1п-п-1Ы 18 к горловому кольцу 19 и обратно.
Снизу к стс.чу 5 прпкрси.леи стаIlan 20, служапшй как е 1;ксеть, в которой в процессе работ1-л манинь создается то разре;1;е,н;;е, то сжатие воздуха, что необходимо для ;br/j)MOваиия черповой пульки (заготовки).
FS стакаиу 20 прпкрсплеиа иланк;; 21, несущая ци чикдр 22 со спайдером 23, направлкюп;1)м кронтитейном
24 и ва1чуумным золотником 25. Поршень цилиндра 22, перемещаясь вправо, с помощью спайдера 23, поднимает толкатель 26, к которому прикреплен плунжер 27, а после окончания подъема торец спайдера надавливает клапан золотника 25 и соеднггяет вакуумную магистраль 2fl с -ройником 29, что соответствует мо-уенту оформления rop.ia изделия.
Д1.иженг ем порншя иилиндра 22 влево отключается вакузм, а затем освобожд;;ется толкатель 26 н плунжер 27 возврап1ается в свое нижнее положение ггод действием пружины 30.
Промежуточная форма 2 я чистовая форма 3 монтированы на столах 3J и 32, укрепленных на валах 33, снабженных звездочками 34 и опира оии-1хся па подпятю-но- 35. Между стойками 36 на етаинпе установлен цилиндр 37. Цепь Галля 38, укреплепная в обоих когитах штока .39, связывает гкзршень цилиндра 37 со звездочками 34. При перемендении поршня цепь Галля вращает звездочки 5 и столы 31 и 32. Ход поршня рассчитан для поворота етолов на 145°. При повороте валы 33 поднимаются и оиускаются кривыми подпятников на 15 мм.
Пзделие ст нача.ла формования до выдачи готовым иа конвейер из одной формы в другую переносится в клещах 4, мо гтироваиный в кройштейнах иа столе 40, получающем периодическое вра1цевие от червячного колеса 41, сцеп.ляк)п1егося с посажеппым иа вал 42, отводным червяком 43, который вводится в зацеи. пиевматическим двигателем 44 посредством пальца 45 и серьги 46.
Поворот стола 40 происходит циклично, каждый раз на 120°, до встречи упоров 47 (на чертеже показан одип упор) с рычагом-оста новом 48. При этом из-за роста нагрузки червяк 43 остаиавливается. а ведущая его полумуфта 48а, перемещаясь вправо, толкает палец 49, который в свою очередь поворачивает запорную собачкз 50 до освобождения корпуса подшипника 51, притягиваемого прул :иной 52, благодаря чему червяк 43 выходнт из зацепления.
Для повторения поворота, т. е. для включения червяк 43. через клапан
пневматического двигателя ;одается воздух в цилиндр и поршень, перемещаясь назад, отводит рычаг 48 от упора 47 и при помощи пальца 45 и серьги 46 вводит в зацеп.теиие червяк 43 с червячным колесом 41. При JTOM собачка 50 запирает механизм в рабочем иоло;кении.
Стол 40 имеет три цапфы, на кото) р.рУ111Лотся стуиины 53. К ступицам жестко укреп.геиы пюстерни 54 и кронштейпы 55, на которых крепятся клепи- -/.
Каждая шестерня 54 cneii/jeHa с рейкой 56. Рейки находятся в направляющпх 57, жестко укрепленных к столу 40. Вниз} каждой рейки имеется ролик 58, иружииой 59 прижимаемый к спайдеру 60. За счет кривой спайдера 60 рейка 56 враща ет щестерию 54 и поворачивает кронштейн 55 и клеши 4 иа 180 д/ш переноса заготовки от формы / к форме 2.
Процесс выработки изделий иро}1сходит в черновой срорме /, промежуточной форме 2 и чистовой форме 3, а горло изде,И1я формуется в горловом кольце 19.
Для получения капли из фидера и для образовапия заготовки CTO/I 5 при помощи цилиидра /7 перемешается в сторону гор.лового кольца 19 до совпадеиия оси чериовой формы 7 с осью горлового , после чего цилиндр 6 и рычаги 8 закрывают половинки чериовой формы /.
Вслед за закрытием формы порнгень цилиндра 22 перемендается вправо, поднимается плунжер 27, а спайдер 23 включает вакуум. Этому же момеиту соответствует падение капли в форму /.
Разрежением производится оформление горла изделия. Затем отводом поршпя цилиндра 22 влево сначала отключается вакуум, а потом освобождается от нажатия епайдером 23 плунжер 27, который пружипой 30 опускается в первоначальное положение.
Одновременно с оформлением гор.ja происходит работа механизма закрывания крыщки 14, а вслед за опусканием плунжера 27, через золотник / включается сжатый воздух, которым выдувается заготовка.
После выдувания заготовки поршень 10 цилиндра 9, поднимаясь, отключает сжатый воздух, а затем поднимает и отводит в сторону крышку 14. Поршень 7 цилиндра 6 открывает черновую форму 1, а стол 5 возврашается в исходное положение. Остановившись в крайнем левом положении, он включает золотник 62, который подает сжатый воздух в стакан 20 для продувки формы /, что длится во все время стоянки стола 5 в холостом положении.
В тот момент, когда горловое кольцо 19 с выдутой заготовкой освободилось от формы, стол 40 клещей 4 поворачивается на 120° и переносит заготовку в промежуточную форму 2. Во время поворота стола 40 клещи, несущие заготовку из черновой формы / в промежуточную форму 2, переворачиваются на 180°.
В таком положении заготовка входит в промежуточную форму 2 и во время закрытия формы с помощью дутьевой головки формуется в изделие. Затем промежуточная форма 2 раскрывается и стол 31, на котором она установлена, одновременно со столом 32 чистовой формы 3 для ввода и вывода изделия из формы поворачивается на 145°.
После выхода заготовки стол 31 промежуточной и стол 32 чистовой форм возвращаются в исходное положение (в положение входа заготовки) , и заготовка входит в чистовую форму 3, а в проме/куточную форму 2 входит следующая заготовка из черновой формы /. Далее чистовая форма закрывается и в ней при помощи дутьевой головки заготовка принимает окончательные размеры.
После придания изделию необходимой формы и размеров чистовая
форма 3 раскрывается, стхэл 32 поворачивается на 145° (в положение выхода изделия). Стол 40 снова поворачивается на 120° и несет клещи- с готовым изделием в сторону черновой формы /.
Ролик 63 встречает на своем пути спайдер 64, который оттягивает ролик, благодаря чему раскрывается горловое кольцо 19 и изделие ставится на транспортер. На остатке пути к черновой форме / клещи 4 переворачиваются на 180° и у черновой формы 1 останавливаются в положении, необходимом для начала процесса .
Пред м е т и з о б р е т е и и я
1. Вакуумно-выдувная мащгнш для стеклянной тары больщой емкости, снабженная черновой и чистовой формами и вращающимися клещами для переноса заготовки из одной формы в другую, о т л и чающаяс я тем, что, с целью правильного распределения стекла в изделии, между черновой и чистовой фирмами расположена промежуточная форма.
2.Вакуумно-выдувная мащина по п. 1, отличающаяся тем, что, с целью отвода форм с пути движе 1ия заготовки при переносе ее из одной формы в другую, несущие формы столы выполнены автоматически поворотными.
3.В мащине по пп. 1 и 2 применение падающего червяка в приводе вращения клещей, с целью сообн1ения несущему клещи валу периодических поворотов на заданный угол.
4.Форма выполнения машины по пп. 1-3, отличающаяся тем, что между черновой и чистовой формами расположено несколько промежуточных форм.
к
33
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумно-выдувная машина для стеклянной тары | 1954 |
|
SU107591A1 |
| ВСЕСОЮЗНАЯ1,,j_[,,, _г^ . .,.,,..-J...^^..^ __ 16>&Kj..;»;o гвг^з. iv'BA | 1973 |
|
SU373264A1 |
| Стеклодувный полуавтомат | 1949 |
|
SU89810A1 |
| Вакуумно-выдувная машина | 1977 |
|
SU620435A1 |
| Вакуумно-выдувная машина | 1973 |
|
SU461066A1 |
| Способ формования стеклянной тары | 1978 |
|
SU953976A3 |
| Перестановщик стеклоизделий | 1954 |
|
SU101395A1 |
| Устройство узла черновой формы выдувной стеклоформующей машины типа "ЛАМ" | 1956 |
|
SU109899A1 |
| Устройство для формования стеклянной тары | 1978 |
|
SU963458A3 |
| Секционная стеклоформующая машина | 1973 |
|
SU653221A1 |