Предметом изобретения является универсальный штамп для подсечки прессованных профилей любой формы без смены рабочих колодок штампа.
Известны универсальные штампы для подсечки прессованных профилей, снабженные сменными колодками, подбираемыми в зависимости от формы подсекаемого профиля и монтируемыми на нижней плите штампа.
Описываемый штамп отличается от известных тем, что он обеспечивает возможность подсечки профилей любой формы без замены колодок или каких-либо других частей штампа.
Наличие в штампе боковых упорных пластин и 1ШЖНИХ передвижных опорных сухарей предохраняет профили от нарушения формы и обеспечивает высокое качество подсечки.
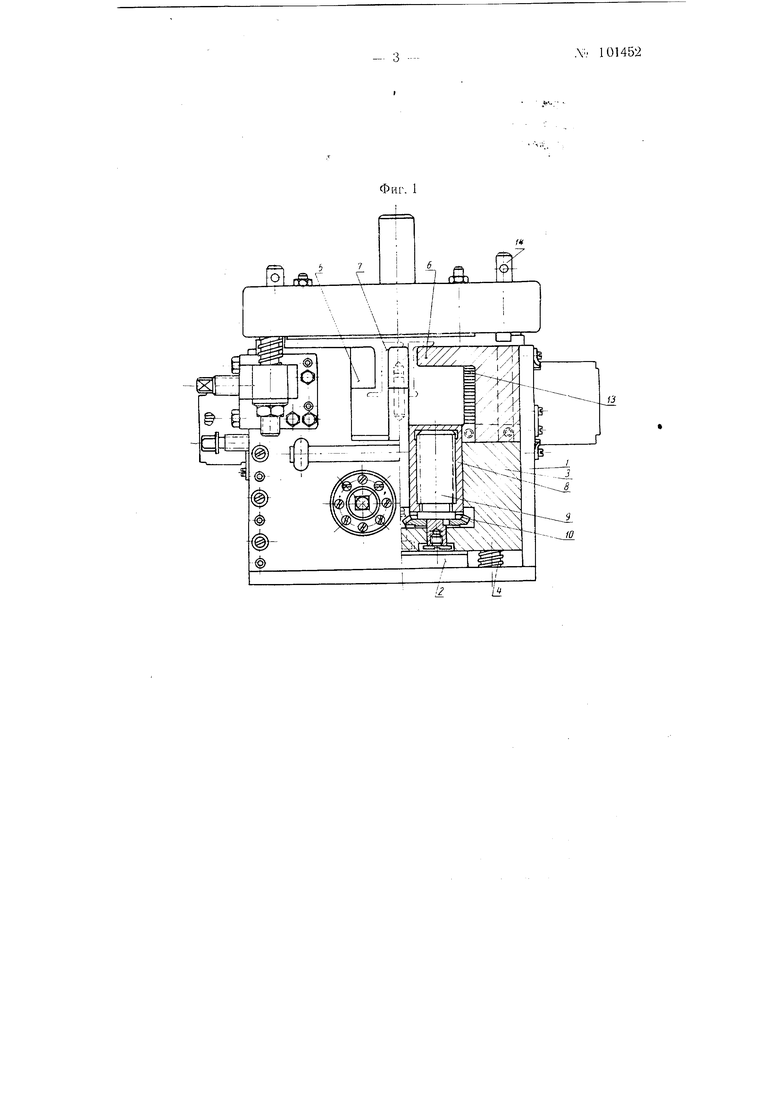
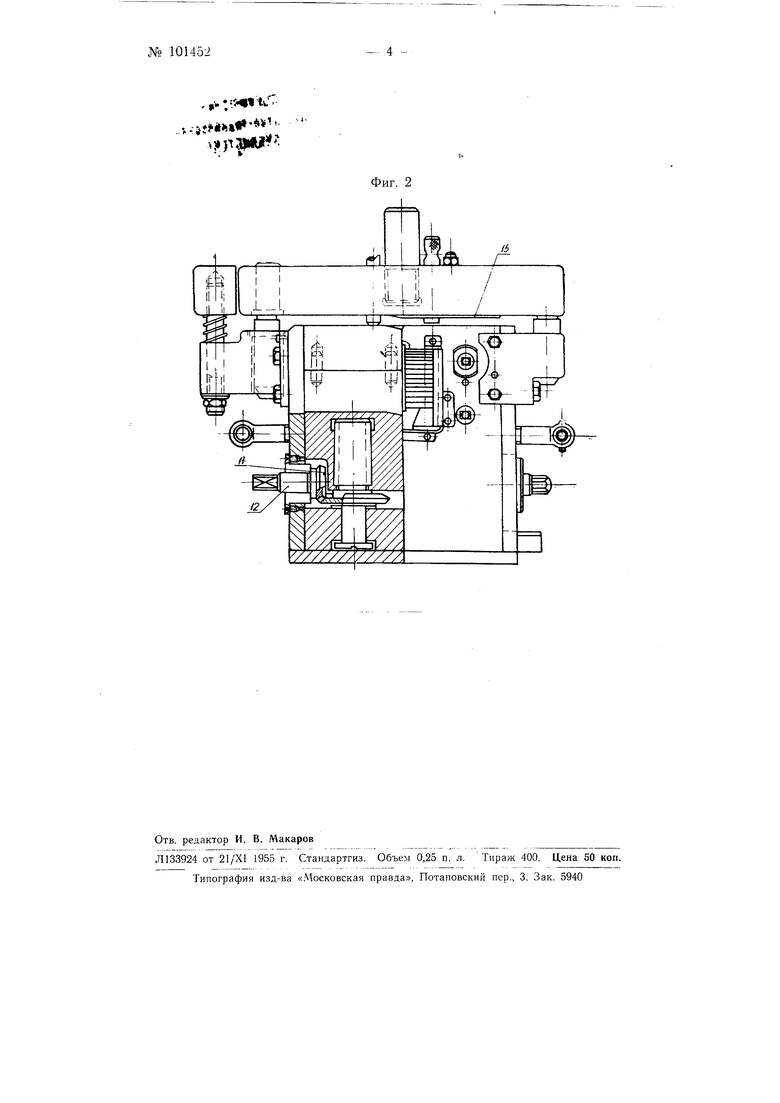
На фиг 1 показан вид штампа спереди; на фиг. 2 - вид штампа сбоку.
В коробчатом корпусе / штампа на поперечной полке 2 смонтированы рядом две П-образные подставки 3. Одна подставка жестко закреплена на плите, а другая надета на четыре вертикальных направляюп1,их пальпа 4 и подпружинена таким образом, что под нажимом верхней плиты
штампа может перемешаться вниз на расстояние до 20 мм.
На выступаюших вверх частях подставок установлено по паре постоянных Г-образных колодок 5 и 6, обрашенных друг к другу выступаюш,ими полками и являюшихся подсечными матрицами. В средней полости подставок установлена пара постоянных призматических колодок 7. Верхние плоскости всех шести колодок в нерабочем состоянии штампа находятся в одной горизонтальной плоскости.
Л1ежду внутренними стенками выступаюпщх полок подставок и боковыми псверхностями призматических колодок помешены четыре установочно-упорных сухаря 8. Для передвижения сухарей в вертикальном направ.тении служат винты 9, установлеи. на подставках и ввинченные в резьбовые отверстия сухарей. Винты могут врашаться с номон1ью конических зубчатых колес 10 и //. Оси 12 колес П выведены наружу и снабжены головками под к,ноч.
В средней части колодок 5 и 6 выбраны призматические полости, в которых поменхены пакеты горизонта.тыго-передвижных установочных пластин 13. Пластины предназначены для упора в боковую поверхность
подсекаемого профиля . в целях его предохранения от Ьбразовапня гофра во время подсечки. Болты 14 предназначены для закреп.чения их в выдвинутом положении.
На верхней плите штампа установлена передвижная по высоте колодка 15, слзжап1,ая подсечным пуансоном.
Подсекаемый профиль в зависимости от его формы накладывается на одпу из трех пар колодок 5, б п 7. Профи;(ь одновременно на обеих колодках одной пары, устаповиТенных на неподвижной и подвижной подставках 3. Пластины 13 передвигаются до упора в боковую поверхность профиля и зажимаются болтами 14. Сухари 8 поднимаются до упора в нижнюю полку или в кромку профиля. Колодка 15 устанавливается на заданную глзбипу подсечки. При опускании ползуна пресса колодка 15 нажимает на верхнюю поверхность профиля, лежа1пего на подвижной колодке. Под давлением ползуна профиль вместе с колодкой и подставкой, преодолевая сопротивление пружин на пальнах 4, опзскается относительно парной с ним пеподвижпой колодки и подставки па заданную глубипу, причем происходит подсечка профиля па длине, равной ширине подвижной колодки.
Предмет изобретения
1. Штамп для подсечки прессованных профилей, СОСТОЯ1ПИЙ из подвижпой верхпей плиты и неподвижного корпуса, песуп его рабочие колодки установки профилей, отличаюгц и и с я тем, что, с целью обеспечения возможности подсечки профилей любой формы без смепы рабочих колодок штампа, в корпусе штампа установлены три парных постояпных колодки различной формы, из которых по одной колодке в каждой паре установлепо на подпружиненной подставке, выполненной вертикально передвижной в процессе работы иггампа и предназначенной для обеспечения смещения подсекаемой части профиля относительпо остальной части па задапную глубипу подсечки.
2. Штамп для подсечки профилей гю п. 1, отличающийся тем, что, с целью предохрапепия профиля в процессе подсечки от парушения его формы, в подставках под колодки вертикально установочноупорные сухари, а в колодках помещень( пакеты горизонтально-передвижных установочных пластин, предназначенных для упора в боковые и нижние поверхности профиля в процессе подсечки.
,,.;.,. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Клепальная машина для клепки тормозных накладок | 1982 |
|
SU1131462A3 |
| Фрикционный цепной вариатор | 1950 |
|
SU106333A1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |
| Устройство для изготовления рулонных пружин | 1976 |
|
SU654329A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Устройство растяжки рукавов для образования дна мешков | 1986 |
|
SU1482512A3 |
| Способ разработки мощных угольных пластов крутого залегания и устройство для его осуществления | 1986 |
|
SU1514932A1 |
| Многошпиндельный обрабатывающий станок для одновременной обработки сверлением и (или) фрезерованием нескольких одинаковых деталей с устройствами смены инструментов и для приема заготовок на палеты | 1985 |
|
SU1471937A3 |
| СЕКЦИОННЫЙ РАДИАТОР | 2003 |
|
RU2254521C2 |