110
Изобретение относится к нанесению покрытий погружением в расплавленный цветной металл и может быть использовано при алюминировании стального проката (проволоки, ленты и т.п.).
Известно устройство для алюмииирования длинномерных изделий, содержащее ванну, футерованную жаростойкими керамическими материалами, и га-, зовые горелки для обогрева Cl 3.
При таком способе обогрева воз-. можен выбор оптимальной толщины сте-, нок и пода печи. Однако, расчеты показывают, что при производительности 800 кг проволоки в час температура внутренней.поверхности камеры нагрева и свода печи должна быть не менее , а поверхность нагрева не менее 2,5 м.
Кроме значительного перегрева алюминия и свода камеры, в которой . осуществляется сжигание газа, тако устройство требует достаточно сложных газоподводящих устройств и устройств для отвода продуктов сгорания, причем полностью устранить загазованность помещений не всегда удается.
Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является ванна для алюминирования длинномерных изделий, содержащая дно и стенки, выполненные из огнеупорных материалов, и электроды нагрева.
В этой ванне обработку изделий проводят, протаскивая их через расплав алюминия, над которым расположен слой расплавленного плавикового шпата с солью для предварительной очистки изделий. Нагрев соли осуществляют сопротивлением за счет электрического тока, подводящегося через, специальные : лектроды, погружаемые до границы раздела с алюминием, который нагревается от расплавленной соли С2 1
В этой ванне невозможно регулировать толщину интерметаллического слоя железо-алюминий, что очень ва)кно для длинномерных изделий, подвергающихся в дальнейшем холодной деформации. Выход изделий из алюминия в сблевой расплав того же состава, что и на входе изделий в ванну , приводит к снижению толщины слоя алюминия на изделияи при последующей обработке возможны побоч976.2
ные реакции, неблагоприятно влияющие на качество покрытия, при этом на поверхности изделия оседает шлам. В месте с тем, при повышении уровня , 5 расплавленного алюминия и накоплении шлама в ванне возможно короткое замыкание электродов.
Цель изобретения - повышение качества покрытия
° Поставленная цель достигается тем, что ванна для алюминирования длинномерных изделий,содержащая . дно и стенки, выполненные из огнеупорных материалов, и электроды
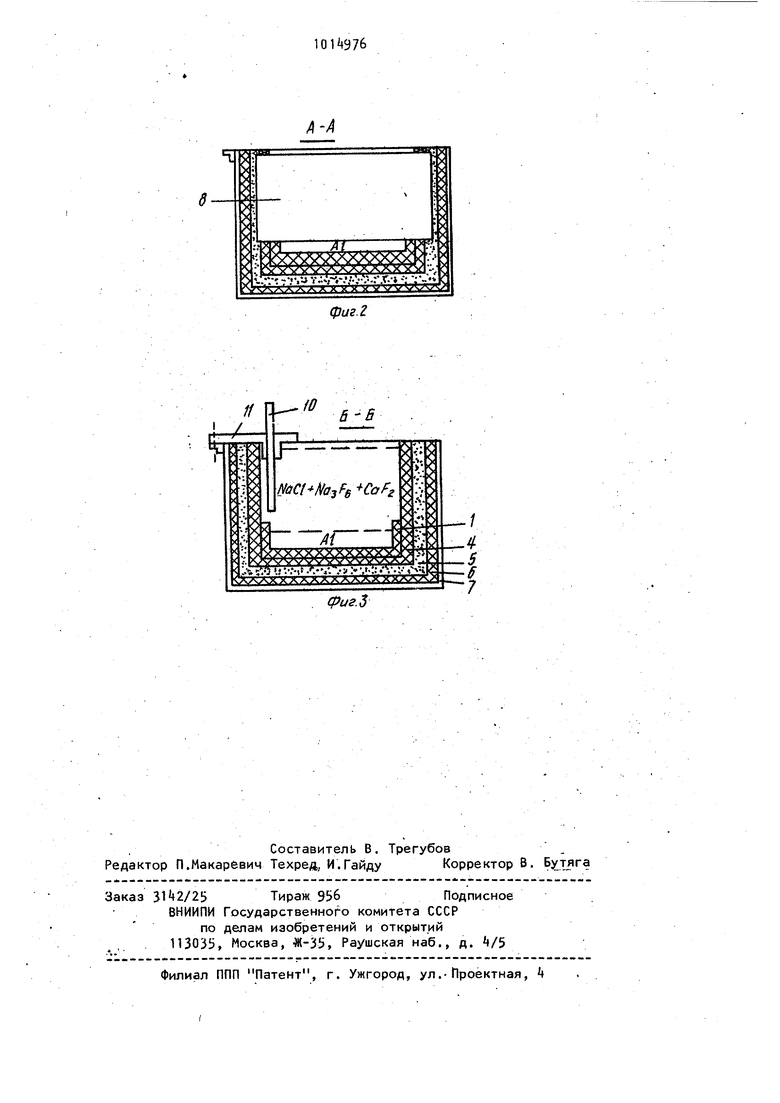
5 нагрева, снабжена двумя перегородками , вмонтированными в боковые стенки и не доходящими до дна ванны, выполненного с выступому отделяющим зону алюминированкя и расположенным на расстоянии О,5-0,75 длины ванны, при этом первая перегородка расположена в зоне алюминирования. на расстоянии 0,Т)35-0,5, а вторая - 0,Й-0,18 длины ванны. На фиг. 1 показана ванна в разрезе; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 сечение Б-Б на фиг. 1.
Основание 1 ванны выполнено из
0 хромомагнезитовых огнеупоров, имеющих высокую стойкость в алюминии и стоимость всего на 10% выше стоимости шамотных огнеупоров. .
Дополнительная кладка 2 на выхот
5 (Де обрабатываемой проволоки смонтирована как одно целое с основанием 1, находящимся в контакте с расплавом алюминия. На расстоянии 0,5.0,75 длины ванны смонтирован выс0 3, ограничивающий зону с расплавленным алюминием. Вторая внутренняя кладка , выполненная из высокоглиноземистых или хромомагнезитовых огнеупоров и находящаяся в контакте с расплавленной солевой системой , отделена засыпкой 5 из глинозема от наружной теплоизолирующей кладки 6. Наружный кожуа 7 выполнен из конструкционной стали. В боковые стены ванны вмонтированы перегородки 8 и 9, выполненные из силицированного графита и расположенные на расстоянии от дополнительной кладки 2: первая перегородка 8 - 0,350,5, а вторая перегородка 9 - 0,U0,18 длины ванны.
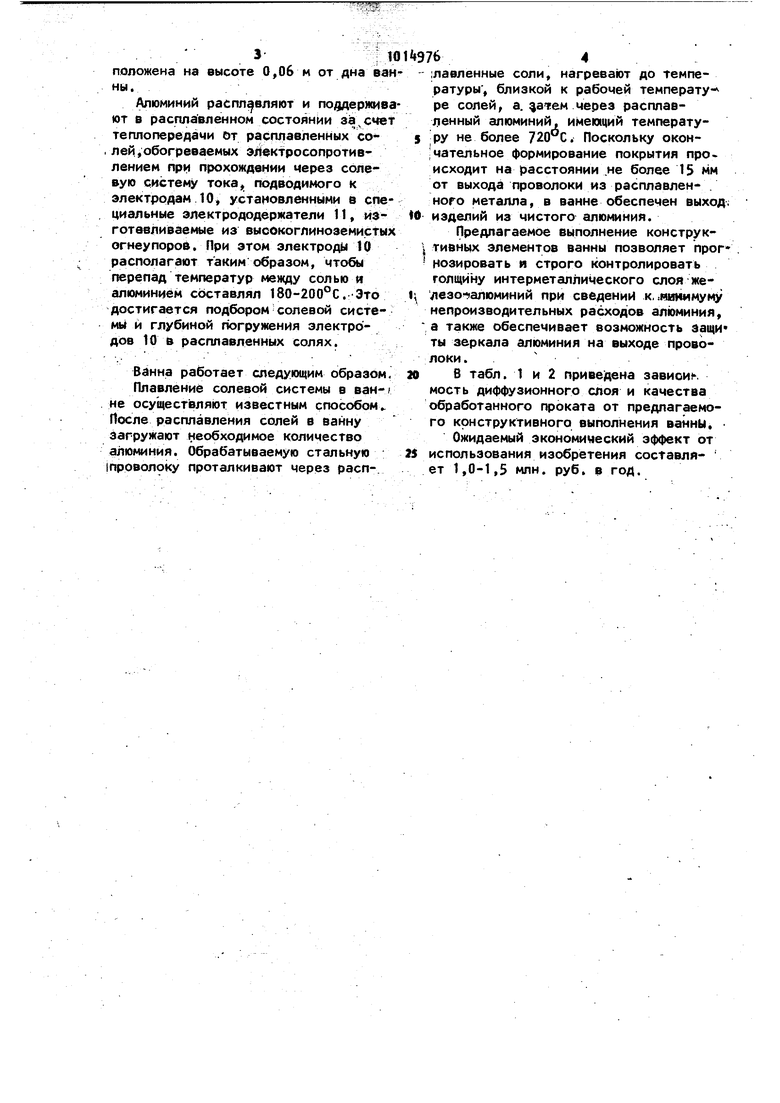
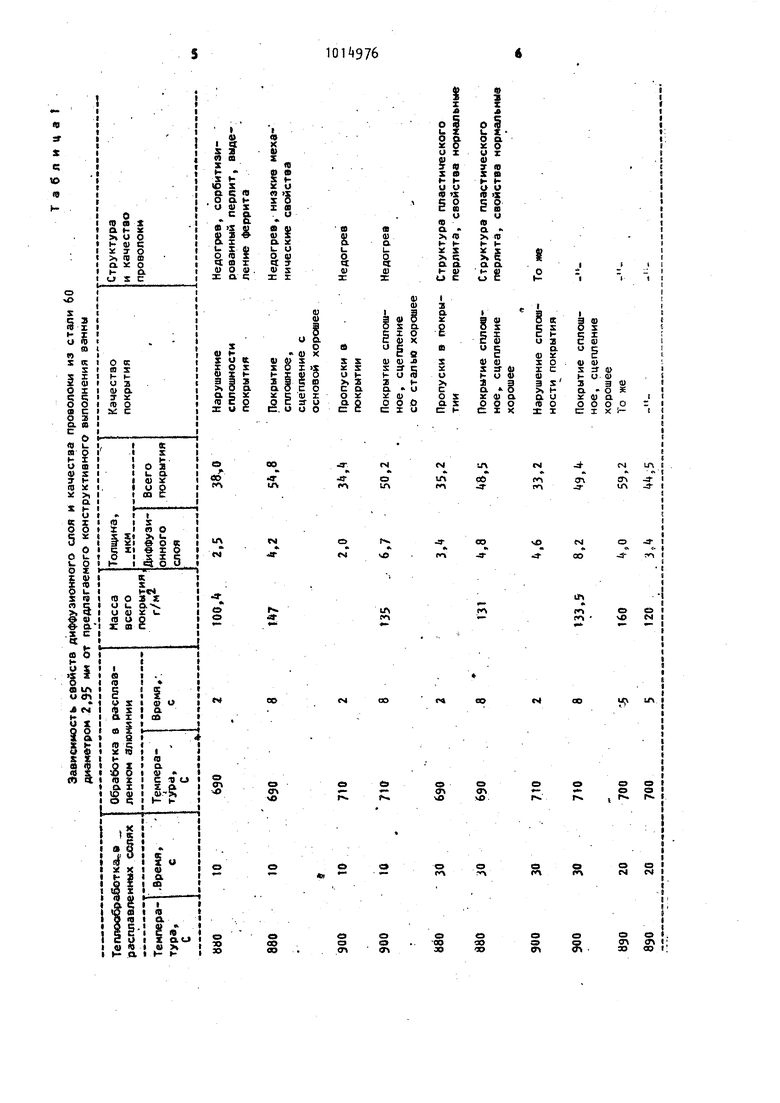
Нижняя поверхность перегородок 8 и 9 служащая для погружения проволоки в расплавленный алюминий, расположена на высоте 0,06 и от дна ва ны. Алюминий расплавляют и повдерИФ в ют в расплавленном состоянии за; сче теплопередачи от расплавленных со. лей,обогреваемых Мектросопротивлением при прохождении через сОлевую систему тока подводимого к электродам.10 установленными в спе циальные электрододержатели 11, изготавливаемые из выcoкoглинoзeмиctы огнеупоров. При этом электроды 10 располагают таким образом, перепад температур между солью м алюминием составлял 180-200°С. Это достигается подбором солевой системы и глубиной погружения электродов 10 в расплавленных солях. Ванна работает следующим образом Плавление солевой системы в вамне осуществляют известным способом После расплавления солей в ванну загружают необходимое количество алюминия. Обрабатываемую стальную Шроволоку проталкивают через расп-. 6 ;лавленные соли, нагревают до температуры, близкой к рабочей температу- ре солей, а. aiieM через расплавленный алюминий, имеюсций температуру не более 720 С. Поскольку окон|чательное формирование покрытия происходит на расстоянии ,не более 15 мм от выхода проволоки из расплавлен- . ного металла, в ванне обеспечен выход, изделий из чистого алюминия. Предлагаемое выполнение конструктивных элементов ванны позволяет прог позировать и строго контролировать толщину интерметаллического слоя железо алюминий при сведений к, гааиимуг непроизводительных расходов алюминия, а также обеспечивает возможность защи ты зеркала алюминия на выходе проволоки. В табл. 1 и 2 приведена зависик мость диффузионного слоя и качества обработанного проката от предлагаемого конструктивного выполнения ванны, Ожидаемый экономический эффект от использования изобретения составляет 1,0-1,5 млн. руб. в год.
JE
e; to
9
9 X
с;
о.
k.
л
s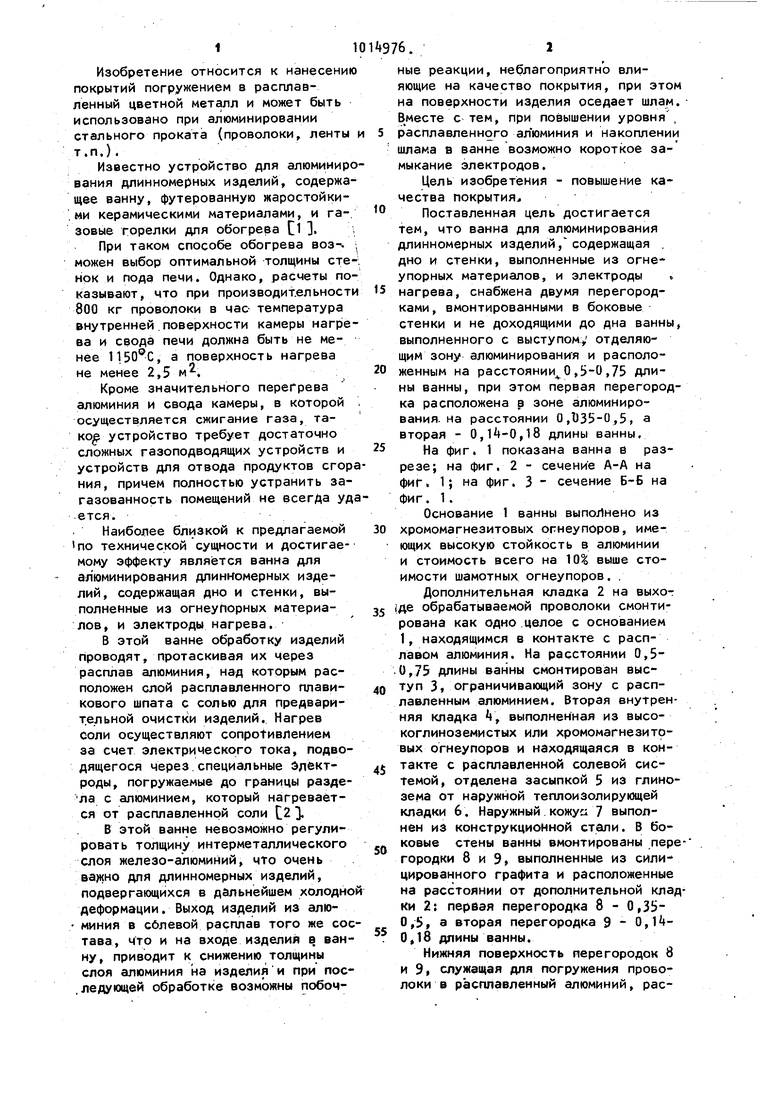
| название | год | авторы | номер документа |
|---|---|---|---|
| Печь для алюминирования длинномерных изделий | 1981 |
|
SU1006533A1 |
| Печь-ванна для горячего нанесения металлических покрытий | 1984 |
|
SU1254054A1 |
| Печь для горячего алюминирования изделий из расплава | 1980 |
|
SU962330A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ И ИЗДЕЛИЙ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 1995 |
|
RU2110601C1 |
| ЖИДКАЯ ОГНЕУПОРНАЯ КОМПОЗИЦИЯ | 2012 |
|
RU2515144C1 |
| Печь для обжига углеродных заготовок | 1982 |
|
SU1075067A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПРОТЯЖЕННОГО ИЗДЕЛИЯ, ЛИНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2237743C2 |
| СПОСОБ ОЧИСТКИ АЛЮМИНИЯ ОТ ПРИМЕСЕЙ И ПЕЧЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2009 |
|
RU2411297C2 |
| Футеровка ванны плавильной печи | 1991 |
|
SU1806322A3 |
| Круглая электропечь | 1987 |
|
SU1508075A1 |
ВАННА ДЛЯ АЛЮМИНИРОВАНИЯ . ДЛИННОМЕРНЫХ ИЗДЕЛИЙ, содержащая дно и стенки, выполненные из огнеупорных материалов, и электроды нагрева, отли чающая ся тем, что, с целью повышения качества покрытия, она снабжена двумя перегородками, вмонтированными в боковые стенки и не доходящими до дна ванны, выполненного с выступом, отделяющим зону алюминирования и расположенным на расстоянии 0,5-0,75 длины ванны, при этом первая перегородка расположена в зоне алюмйнирования на расстоянии 0,035-0,5 , а вторая - 0,U-0,18 длины ванны.
I л
8S I
0о
§«
l
4) 0)
1И «
3 S
d ФО
01
if
(M
CM
$
oo
4D
JO
s
M
CM
eo
oo о
(.
Й
S
.0% ол СЭ
Г4 «S
N
M
M
Л
l
«
Jf
СЧ «M
-
tn
. л .r r lA eo lA eor rs.
eo
s
о о
о о
во Г4
«е h
r
4 00 N
еч-
«ч «ч
о ОС
3
SCO -л сооо
flo «О 00 00я 3б 40
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Jones Stewart Н | |||
| Bethalume wi te ,Wi re and wire Prod, 1962, 3 № 10, 1375,137У,1382,1500-1502 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № , -кл | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Приспособление для строгания деревянных полов, устраняющее работу на коленях | 1925 |
|
SU1956A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
