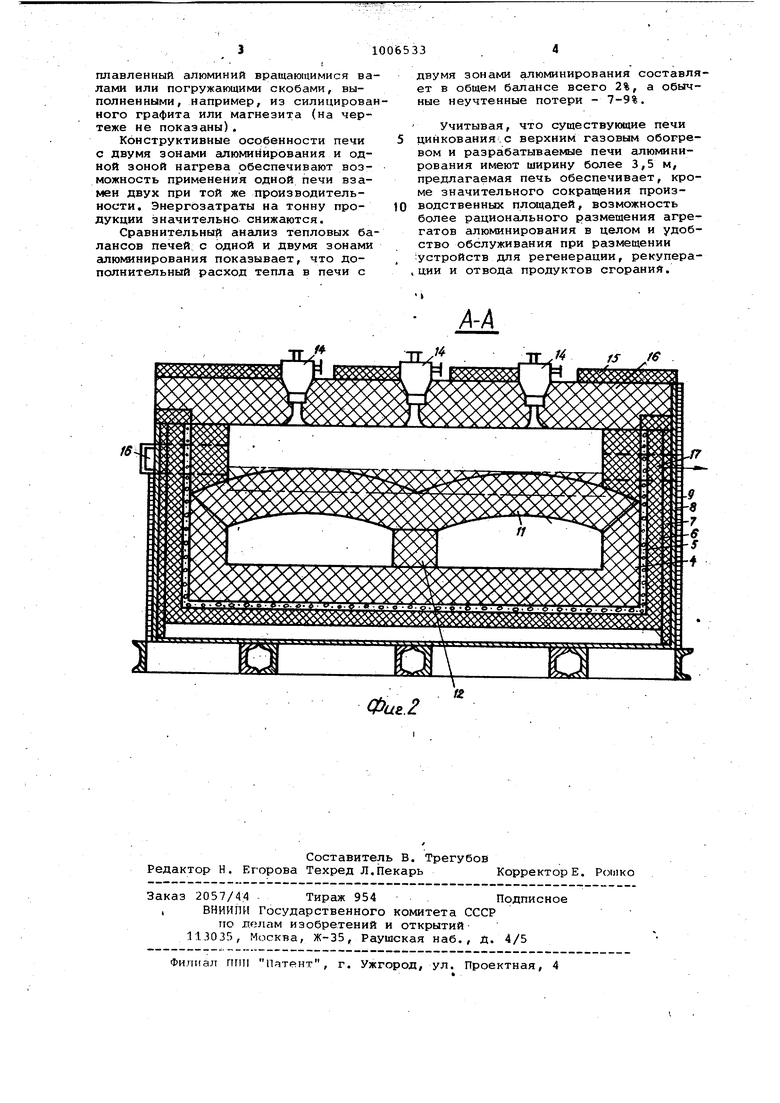
Изобретение относится к нанесени покрытий погружением в расплавленны цветной металл и может быть использовано при сшюминировании стальных проволоки или ленты. Известны печи алюминирования с верхним газовым обогревом, футерованные жаростойкими керамическими материалами Cl. Однако в данной конструкции печи увеличить количество обрабатываемых длинномерных изделий невозможно, даже при увеличении площади алюмини в зоне нагрева, из-за значительного перепада температур в зоне алюминирования, что приведет к большой неоднородности свойств обрабатываемых длинномерных изделий и снижению их качества. Поэтому увеличить произво дительность известных печей алюмини рования с верхним газовым обогревом при снижении энергозатрат невозможно, даже при значительном увеличении зоны нагрева, так как увеличение ko личества тепла, усваиваемого поверх ностью алюминия в топочной камере, приводит к увеличению перепада температуры в поперечном сечении зоны алюминирования. Наиболее близкой к предлагаемой является конструкция печи для алюминирования длинномерных изделий, содержащая зону нагрева, оборудованную горелками, и зону алюминирования. В ЭТ.ОЙ конструкции печь выполнена отражательной и оснащена керамической ванной и герметично закрывающим ванну сводом, на котором расположена одна или несколько горизонтальных горелок, устанавливаемых в футеровоч ные кирпичи 2 1. Однако в этой печ1 количество теп лоты, удваиваемое поверхностью метал ла в топочной камере, пропорционально поверхности расплавленного металла и оказывает непосредственное влияние на размеры рабочей зоны. Увеличить производительность этой печи также невозможно из-за перепадов температуры при увеличении попе речного сечения рабочей зоны. 1 Целью изобретения является снижение энергозатрат. Поставленная цель достигается тем, что печь для алюминирования длинномерных изделий, содержащая зону нагрева, оборудованную горелками, и зону алюминирования, снабжена продольными перегородками,- ограничивающими -зону нагрева, при этом перегородки выполнены с окнами, расположенными ниже уровня расплава материала покрытия. На фиг. 1 изображена печь аяк минирования, общий вид, в разрезр/ на фиг. 2 - разрез на фит . 1 (устройства для ствола nponyKit R сгорания на регенерацию и рекуперацию не показаны). Печь для сшюминир.ования длинномерных изделий включает зону 1 нагрева алюминия и зоны 2 и 3 алюминирования длинномерных изделий. Ванна 4 печи внутри футерована несмачиваемым расплавленным алюминием материалом, например магнезитовым огнеупором. Слой засыпки из глинозема 5 предотвращает утечку алюминия через возможные неплотности кладки ванны и при возможном частичном применении некачественных огнеупоров, а также предотвращает нарушение сплошности внутренней кладки из-за термических напряжений. Следующий теплоизоляционный слой 6 (например, слой асбеста) выложен из шамота и прилегает к плите 7, компенсирующей термические, напряжения в кладке при разогреве и плавлении алюминия. Снаружи ванна 4 заключена в металлический кожух 8, дополнительно изолированный асбоцементными плитами 9. Слой 10 пода печи, прилегающей к кожуху 8, состоит из жаростойкого бетона . Зона 1 нагрева алюминия герметично ограничена с двух сторон продольно установленными перегородками 11 с опорой 12 (фиг. 2) в центре перегородок- 11, выложенных из стойких в .расплавленном алюминии материалов, например магнезитовых огнеупоров. Съемный свод 13 печи выполнен из огнеупорных материалов, например шамота, и в нем установлены горелки Г4, количество которых зависит от производительности печи и размеров зон 2 и 3 алюминирования и зоны 1 нагрева. Сверху съемный свод 13 теплоизолирован шамотным легковесом 15 . В центре одной, торцевой по ходу движения длинномерных изделий, стороны печи вйполнено смотровое окно 16, предназначенное для.очистки зеркала алюминия в зоне 1 нагрева от кислов алюминия, а в центре проти оположной стороны камеры сжигания аза выполнен канал 17 для отвода родуктов сгорания из камеры. Зоны люминирования 2 и 3 закрыты крышами 18 для уменьшения тепловых поерь и удобства обслуживания. Количество тепла, усваиваемого оверхностью алюминия в зоне нагреа и зависящее при прочих равных словиях от площади зоны. 1 нагрева, ередается теплопроводностью в зоны и 3 алюминирования. Отношение плоади зоны нагрева к общей площади люминирования должно быть не меее 1,1. Длинномерное изделие погружается зонах 2 и 3 алюминирования в расплавленный алюминий вращающимися валами или погружающими скобами, выполненными, например, из силицированного графита или магнезита (на чертеже не показаны).
Конструктивные особенности печи с двумя зонами алюминирования и одной зоной нагрева обеспечивают возможность применения одной печи взамен двух при той же производительности. Энергозатраты на тонну продукции значительно снижаются.
Сравнительный анализ тепловых балансов печей с одной и двумя зонами алюминирования показывает, что дополнительный расход тепла в печи с
двумя зонами алюминирования составляет в общем балансе всего 2%, а обычные неучтенные потери - 7-9%.
Учитывая, что существующие печи цинкования,с верхним газовым обогревом и разрабатываемые печи алюминирования имеют ширину более 3,5 м, предлагаемая печь обеспечивает, кроме значительного сокращения производственных площадей, возможность более рационального размещения агрегатов алюминирования в целом и удобство обслуживания при размещении :устройств для регенерации, рекупера.ции и отвода продуктов сгораний.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ванна для алюминирования длинномерных изделий | 1981 |
|
SU1014976A1 |
| ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2225578C1 |
| ПЛАВИЛЬНАЯ ПЕЧЬ | 1992 |
|
RU2066818C1 |
| БЕЗВАННОВОЕ ПЛАВЛЕНИЕ ГОРНЫХ ПОРОД ПО СПОСОБУ Р.Д.ТИХОНОВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2230709C2 |
| ПРОТЯЖНАЯ ПЕЧЬ ДЛЯ НАНЕСЕНИЯ ЛЕГКОПЛАВКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ОТОПЛЕНИЯ | 1988 |
|
SU1570443A3 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ОКСИДОВ МЕТАЛЛОВ | 1998 |
|
RU2133291C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2013 |
|
RU2557190C2 |
| СВОД ЭЛЕКТРОДУГОВОЙ ПЛАВИЛЬНОЙ ПЕЧИ | 1989 |
|
RU2037761C1 |
| Печь для нагрева концов длинномерных цилиндрических заготовок | 1988 |
|
SU1675359A1 |
| ШАХТНО-ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2013 |
|
RU2542031C1 |
ПЕЧЬ ДЛЯ АЛЮМИНИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ, содержащая зону нагрева, оборудованную горелками, и зону апюминирования, о т л ичающаяся тем, что, с целью снижения энергозатрат, она снабжена продольными перегородками, ограничивающими зону нагрева, при этом перегор.одки выполнены с окнами, расположенными ниже уровня расплава материала покрытия.
Фиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Регенеративный агрегат для патентирования проволоки | 1978 |
|
SU699026A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент ФРГ 1191199, кп | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
