Изобретение относится к нанесению окрытий погружением в расплавленный ветной металл и может быть испольовано при алюминировании или цинкоании стального проката (проволоки, 5 енты и т.п.) в различных отраслях народного хозяйства, например в меизной промьшшенности при производстве проволоки, применяемой для изготовления канатов.
Целью изобретения является сокраение энергетических затрат на нагрев.
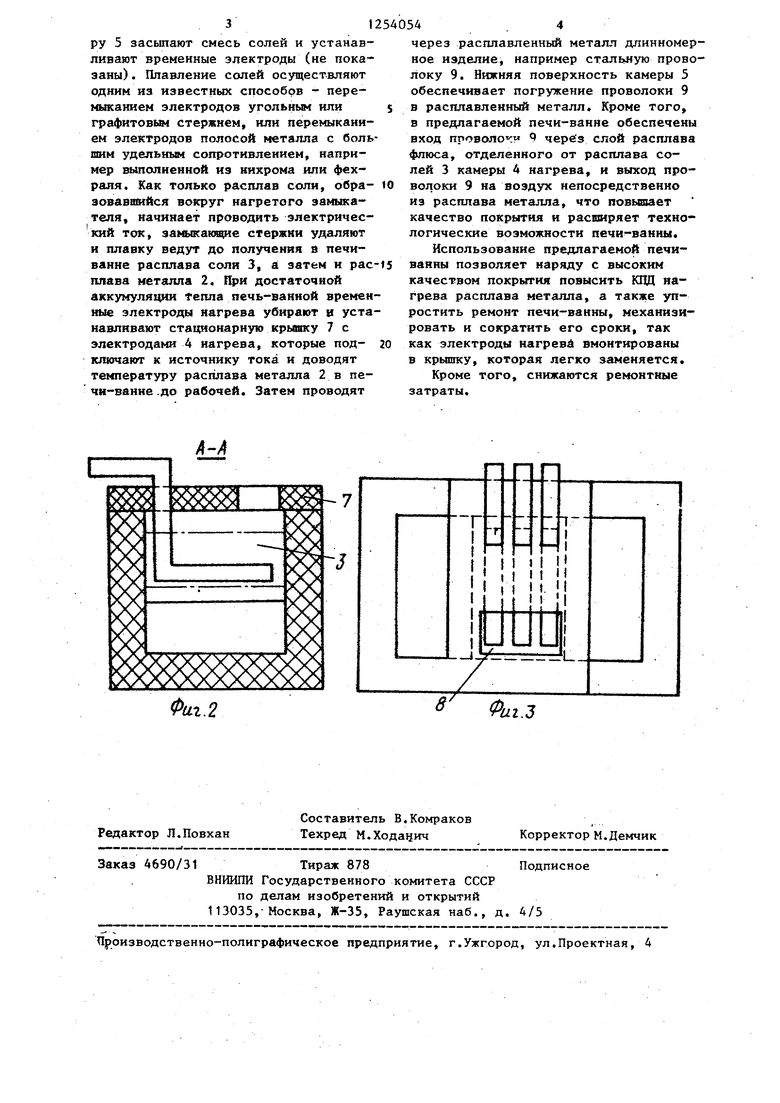
На фиг, 1 представлена печь-ванна, об1Е(ий вид продольный разрез; на иг. 2 - разрез А-А ни фиг, 1; на 1Г. 3 - печь-аанна, вид сверху,
Предлагаеная печь-ванна для горячего нанесения металлических нокры- 20 тий длинномерных изделий содержит выполненный 0 виде емкости корпус 1 из огнеупорного материала, стойкого к воздействиоо агрессивных расплавов, например из хромомагяезита для алю- js миниевагс расплава или яамота для цинкового расплава. Корпус 1 заполнен многослойяьт токопроводящим расплавом е.ннжяим слоем расплава металла 2 и с верхним защитным (нейтраль- 1оф() слоем расплава соли 3, Внутри корпуса 1 вьше уровня расплава метал- ла 2 устаиовлегш электроды 4 нагрева, причем расположены они в горизонтальной плоскости что позволяет увеличить тепловосприкимаяхцую поверхность расплава металла 2 и, следовательно, улучаить теплопередачу и повьюить КПД нагрева расплава металла. При этом электроды 4 нагрева расположена друг от друга на расстоянии (I), большем удвоенного расстояния (ti) между их шфкней горизонтальной поверхностью и уровнем расплава металла 2, Такое расположение электрода 4 нагрева позволяет осуществлять такое токопрохождение между электродом 4 нагрева и расплавом металла 2, при котором большая величина тока проходит к(ежду электродом 4 нагрева и расплавом металла 2 по пути: источ- ник тока - первый электрод 4 нагрева - расплав соли 3 - расплав метал- ,ла 2 - расплав соли 3 - второй электрод нагрева - источник тока. Такое же токопрохождение идентично для 55 гаобой другой пары электродов нагрева. Расплав металла 2 в этом случае является нейтральным электродом, так
35
40
s 5
5
0
как вьщеление тепла в расплаве соли 3 происходит в пространстве между электродом 4 и расплавом металла 2, то теплопередача к расплаву металла 2 осуществляется непосредственного контакта с источником тепла, что повышает КПД нагрева расплава металла.
Соотношение расстояний между элек- тродом 4 нагрева и расплавом металла 2 h и меящу электродами 4 нагрева - 1 выбрано из соотношения величин токов, проходящих в расплав соли 3.
При соотношении t 2h вьщеление тепла в межэлектродном пространстве больше или равно количеству тепла а пространстве между электродом 4 нагрева и расплавом металла 2, При этом теплопередача от источника тепла в расплав металла 2 идет через расплав соли 3, характеризующейся п.1тохой теплопроводностью, что снижает КДЦ нагрева расплава металла 2. Увеличение расстояния между электродами больше 10h ведет к значитель ному увеличению линейных размеров чанны, что нецелесообразно.
Внутри корпуса 1 с зазором относительно его торцовых стенок и дна размещена камера 5 для удержания плава соли 3 в зоне нагрева над расплавом металла 2, вьтолненная при помощи двух параллельных перегородок 6 из огнеупорного материала (стойкого к воздействию агрессивных расплавов), вмнотированных в боковые стенки корпуса 1, но не доходяврх до его дна. Нижняя торцовая поверхность камеры 5 расположена ниже уровня расплава металла 2. На камере 5 размещена крышка 7, к которой прикреплены электроды 4 нагрева, подключаемые к источнику тока (не показан), В крышке 7 выполнено окно 8, через которое осуществляют контроль уровня расплава соли 3 и засыпку соли в процессе работы.
Предлагаемая печь-ванна для горячего нанесения металлических покрытий длинномерных изделий работает следующим образом,
В корпус 1 пеЧи-ванны загружают чушковый металл, на который периодически заливают расплавленный металл пшавка которого осуществлена в другой печи-ванне (не показана), При заполнении корпуса 1 печи-ванны металлом до необходимого уровня в каме31
ру 5 засыпают смесь солей и устанавливают временные электроды (не показаны) . Плавление солей осуществляют одним из известных способов - перемыканием электродов угольным или графитовым стержнем, или перемыканием электродов полосой металла с боль шим удельным сопротивлением, например выполненной из нихрома или фех- раля. Как только расплав соли, образовавшийся вокруг нагретого замыкателя, начинает проводить электричес- кий ток, замыкающие стержки удаляют и плавку ведут до получения в печи- ванне расплава соли 3, а затем и рас плава металла 2, При достаточной аккумуля1цш ternia печь-ванной времен ные электроды нагрева убирают и уста навливают стационарную крьовку 7 с электродами 4 нагрева, которые подключают к источнику тока и доводят температуру расплава металла 2 в печи-ванне .до рабочей. Затем проводят
54054 . 4
через расплавленный металл длинномерное изделие, например стальную проволоку 9. Нижняя поверхность камеры 5 обеспечивает погружение проволоки 9 S в расплавленный металл. Кроме того, в предлагаемой печи-ванне обеспечены вход проволочи 9 через слой расплава флюса, отделенного от расплава солей 3 камеры 4 нагрева, и выход про- Ю волоки 9 на воздух непосредственно из расплава металла, что повышает качество покрытия и расширяет технологические возможности печи ванны.
Использование предлагаемой печи- 15 ванны позволяет наряду с высоким
качеством покрытия повысить КПД нагрева расплава металла, а также упростить ремонт печи-ванны, механизировать и сократить его сроки, так 20 как электроды нагрев вмонтированы в крышку, которая легко заменяется. Кроме того, снижаются ремонтные затраты.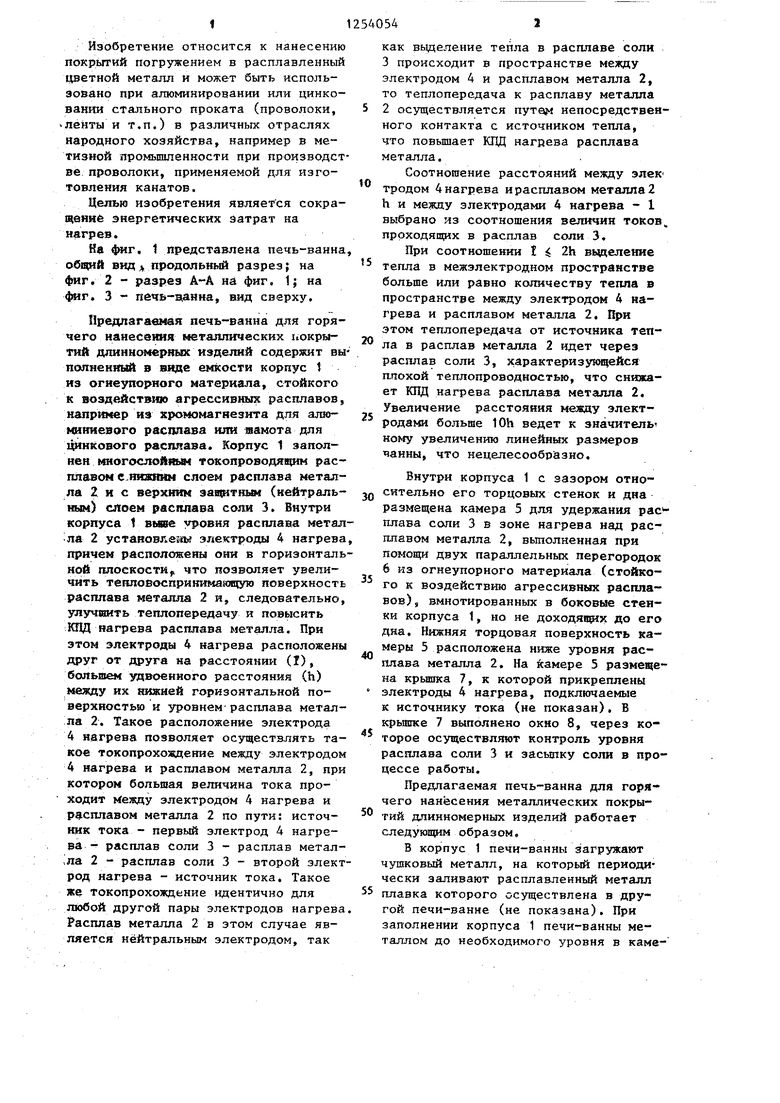
| название | год | авторы | номер документа |
|---|---|---|---|
| Ванна для алюминирования длинномерных изделий | 1981 |
|
SU1014976A1 |
| Печь-ванна для горячего цинкования | 1983 |
|
SU1177385A1 |
| СПОСОБ РАФИНИРОВАНИЯ МАГНИЯ И ЕГО СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2020173C1 |
| Способ цинкования длинномерных стальных изделий | 1987 |
|
SU1468961A1 |
| ЭЛЕКТРОДУГОВАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА | 2015 |
|
RU2598421C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПЕРЕРАБОТКИ СОДЕРЖАЩИХ ОКСИДЫ ЖЕЛЕЗА МАТЕРИАЛОВ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2344179C2 |
| Индукционная печь | 1980 |
|
SU924919A1 |
| СИСТЕМА ПЛАВЛЕНИЯ ЗОЛОШЛАКОВЫХ ОТХОДОВ МУСОРОСЖИГАЮЩЕГО ЗАВОДА | 2022 |
|
RU2802494C1 |
| Печь для горячего алюминирования изделий из расплава | 1980 |
|
SU962330A1 |
| ЭЛЕКТРОДУГОВАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА | 2011 |
|
RU2486717C2 |

Фаг.2
Редактор Л.Повхан
Составитель В.Комраков Техред М.Ходачич
Заказ 4690/31Тираж 878Подписное
ВНИИПИ Государственного комитета СССР
по делам нзобретений и открытий 113035,-Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
8 Ф,
iii.3
Корректор М.Демчик
