В основном авт. св. № 97821 описано приспособление для разметки, подгонки и проверки кулачков фасоннофрезерного полуавтомата С-50 (типа Биллетер), отличающееся тем, что с целью масштабного распо„тожения маршрута фрезы и перенесения этого маршрута на два кулачка - на кулачок фрезы и кулачок стола станка, на столе приспособления крепится шаблон маршрута фрезы с отверстиями, расположенными соответственно определенному углу поворота кулачкового вала стайка, два делительиых диска с заготовками кулачков и два рычага, один из которых несет иглу, вставляемую последовательно в отверстия шаблона, и суппорт с керном для отметки искомой точки контура кулачка стола станка.
Отличие приспособления согласно изобретению заключается в том, что делительные диски снабжены кольпевыми пазами, которые предназначены для шарнирного закрепления соединяющей их тяги. Один диск выполняется приводным и в его кольцевом пазу шарнирно закрепляется конец другой тяги, кинематически связываюшей этот диск с рычагом стола на время обработки участка кулачкового профиля.
Приспособление для разметки, изготовления, нодгонки н проверки коитурны.к кулачков к фасонно-фрезерным полуавтоматам С-50 и импортным станкам типа Биллетер монтируется на плите.
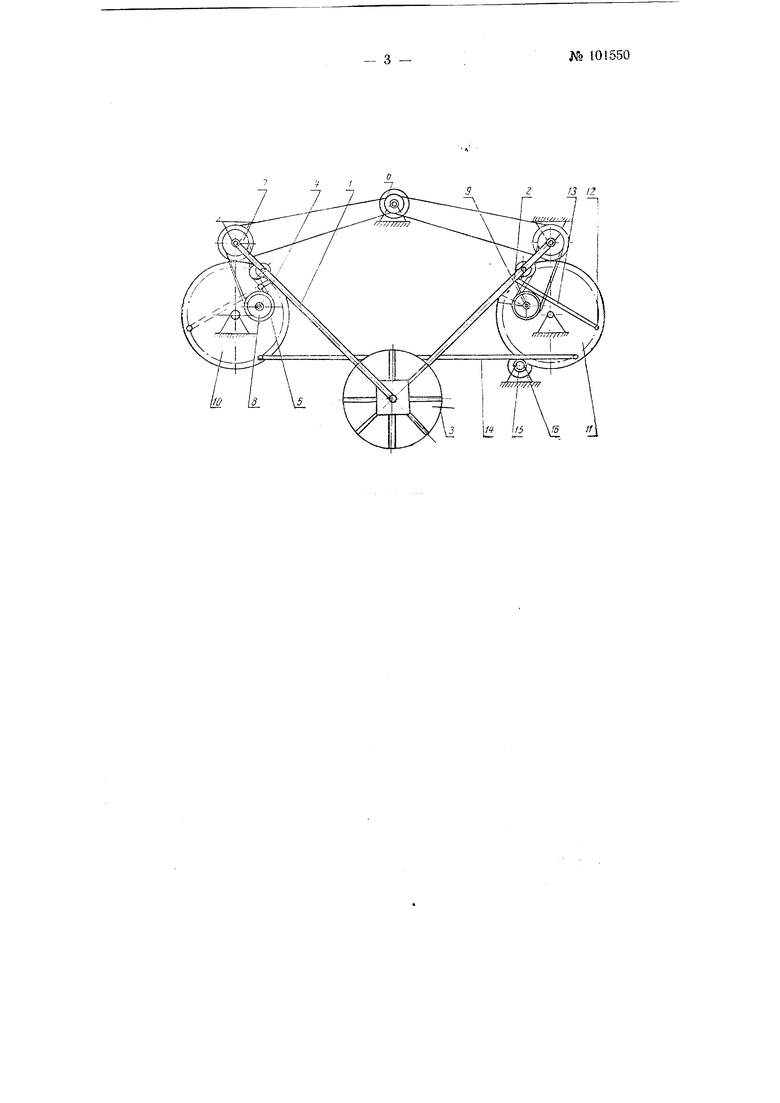
На фиг. 1 изображена кинематическая схема этого приспособления.
На кронштейнах шарнирно крепятся рычаг / фрезы и рычаг 2 стола. На конце рычага / фрезы имеется щуп, который входит в канавку шаблона, помещенного на столе 3. На рычаге / фрезы вблизи оси качания помещается суппорт с фрезерно-шлифовальным шпинделем 4, имеющем режущий инструмент для обработки профиля кулачка. Шпиндель имеет две скорости вращения и возвратнопоступательное движение вдоль своей оси. Вращение шпинделя осуществляется посредством шкива 5 от электродвигателя 6 через промежуточный шкив 7, сидяший на оси качания рычага /. Возвратно-поступательное движение происходит за счет относительного вращения шкива 8,
имеющего торцевый кулачок, и поводка, сидящего на конце шпинделя и имеющего ролики катящиеся по кулачку. Шкив5 Ъторцевым кулачком приводится во вращение также от электродвигателя 6 через промежуточный щкив 7. При каждом числе оборотов щпинделя имеются две частоты вертикальной пульсации, причем вверх шпиндель движется под действием кулачка, а вниз - под действием пружины. Выключение пульсации производится посредством сбрасывания ремня со щкива 8 и отводом роликов поводка от рабочего профиля кулачка.
На свободном конце рычага 2 стола укреплен круглый стол 3 с Т-образными пазами. На столе помещается щаблон с канавкой, выполненной по маршруту фрезы. На рычаге 2 вблизи от оси качания, так же как и на рычаге 1 фрезы, подвешен суппорт с фрезерно-щлифовальным щпинделем 9 такой же конструкции. Рычаг / и рычаг 2 в среднем положении образуют между собой прямой угол. На плите впереди опор рычагов раз.мещены делительные диски 10 и 11, имеющие возможность поворачиваться вокруг своих осей. На верхней плоскости делительного диска // имеется кольцевой Т-образный паз, в котором кренится шарнир 12 короткой тяги 13. Второй щарнир тяги 13 расположен на небольщом рычажке с дугообразной прорезью, через которую проходит болт, скрепляющий рычажок с рычагом 2. Шариир 12 может быть закреплен в любом положении кольцевого паза. В том же кольцевог.1 пазу делительного диска 11 крепится также шарнир длинной тягн 14, соединяющей оба делительные диска для достижения одинаковых угловых перемещений.
Для применения ручного привода но окрзокностн делительного диска // нарезаны 360 зубьев на одинаковом расстоянии один от другого. С зубьями диска находится в зацеплении малая шестерня 15, сидящая на вертикальной оси. На нижнем конце оси укреплен маховичек 16 с рукояткой. На верхних фланцах делительных дисков устанавливаются заготовки кулачков, подлежанще обработке на данном станке.
Н р е д м е т изобретения
1.Форма выполнения приснособлення для разметки, подгонки и проверки кулачков фасонно-фрезерного полуавтомата С-50 (типа Биллетер) но авт. св. № 97821, отличающаяся тем, что делительные диски снабжены кольцевыми пазами, предназначенными для щарнирного закрепления соединяющей их тяги, а в приводном диске - также для щарнирного закреплепия конца другой тяги, кинематически связывающей этот диск с рычагом на время обработки участка кулачкового профиля.
2.В приспособлении по п. 1 применение Б обоих его рычагах шпинделей с режущими инструментами для обработки профилей кулачков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для разметки, подгонки и проверки кулачков фасонно-фрезерного полуавтомата типа Биллетер (С-50) | 1952 |
|
SU97821A1 |
| Многопозиционный автомат для обработки изделий типа корпуса наручных часов | 1957 |
|
SU117374A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Автомат для вставки пружинных ушков в лапки корпусов наручных часов | 1956 |
|
SU106511A1 |
| Автомат для прорезания шлицев в головках винтов | 1978 |
|
SU921732A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 2011 |
|
RU2475341C2 |
| Фрезерный полуавтоматический двухшпиндельный станок для нарезания зубцов шарошек | 1950 |
|
SU94481A1 |
| Полуавтомат для обработки пазов | 1979 |
|
SU770681A1 |
| Способ фрезерования кулачков | 1940 |
|
SU63300A1 |
| Станок-полуавтомат четырехстороннего закругления ребер деревянных корпусов | 1984 |
|
SU1255434A1 |